



























Manufacturingofbricks 140421135303-phpapp02
- 1. STUCTURAL CLAY PRODUCTS: MADE BY: SHWETABH SINHA AMBUJ SHANDILYA ANAND ABHISHEK SALON SUNJOH
- 2. Clay and its classification: 1.Clay is generally earthen mineral or fragmentory rock capable of mixing with water and farming. 2.After geting heated it forms get’s reddish and then aquire hardness and strength. 3.Purest clay consists mainly of kaolinite (2Sio2Al203.2H2O) with small quantities of mineral such as quartz,mica , felspar,calcite etc.. PAGE NO.- 2
- 3. COMPOSITION OF GOOD BRICKS EARTH HARMFULL INGREDIENTS IN BRICK EARTH MANUFACTURE OF BRICKS KILNS
- 4. Alumina: A good brick earth should contain 20–30 per cent of alumina. It imparts the property of plasticity to the earth. An excess of alumina causes shrinkage and warping of bricks during drying and burning and it becomes too hard when burnt. COMPOSITIONOF GOODBRICKS EARTH
- 5. Silica: Silica forms 50–60 per cent of good brick earth. It is seen either in the free or combined state. In the free state, it is mechanically mixed with clay and in the combined form it exists in a chemical composition with alumina. The cracking, shrinking and warping of raw bricks are being prevented by the presence of silica. The durability of bricks depends upon the proportion of silica. An excess of silica destroys the cohesion between particles and the bricks become brittle.
- 6. lime • A small quantity of lime not exceeding 5% is desirable in good brick .lime prevents shrinkage of raw brick. • the sand is infusible .but is slightly fuses at kiln temperature in presence of lime .the excess of lime cause the brick to melt and hence its shape is lost. • the lumps of lime are converted into quick lime after burning this quick lime slakes and expand in presence of moisture such an action results in splitting of brick into pieces
- 7. OXIED OF IRON • A small quantity of oxide of iron to the extent of about 5 to 6% is desirable in good bricks earth. • It helps as lime to fuse sand .it also imparts red colour to bricks. • the excess of oxide of iron makes the brick comparatively less, the brick will be yellowish in colour
- 8. MAGNESIA A small quantity of magnesia in brick earth imparts yellow tint to the bricks and decreases shrinkage. But excess of mangnesia leads to the decay of bricks.
- 9. ALKALIS: Alkalis present in the brick earth lower the fusion temperature abnormally making the brick deform and twist. In addition, alkalis have hygroscopic properties. They absorb water from atmosphere and make the walls damp resulting into unhealthy atmosphere and weaker structure.
- 10. LIME : If these are present, as explained earlier, on heating get converted into quick lime. This quick lime in the presence of water is highly brittle and the brick crumbles. IRON PYRITES If iron pyrites are present in bricks earth ,the bricks are crystallized and disintegrated during burning because of the oxidation of the iron pyrites. HARMFULL INGREDIENTS IN BRICK EARTH :
- 11. PEBBLES In the presence of these, there is hindrance in molding the brick. In addition, the bricks cannot be cut to the required size, if needed, while erecting the wall.
- 12. VEGETATION AND ORGANIC MATTER: Organic matters like roots, leaves etc. burn while the brick is burnt producing CO2. This Carbon dioxide creates porosity in bricks affecting the strength of bricks. Hence, organic matter should be avoided in brick- earth.
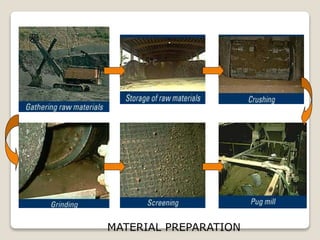
- 14. MANUFACTURING OF BRICKS Preparation of brick earth Moulding of bricks Drying of bricks Burning of bricks
- 15. PREPARATION OF BRICK EARTH Removal of loose soil The top layer of the loose soil about 30 cm depth contains a lot of impurities like organic matter and hence it should be taken out and thrown away. Digging, spreading and cleaning The earth is then dug out from the ground. This earth is spread into heaps about 50 to 150 cm height. Weathering The earth is then exposed to atmosphere for softening. The period may be Of few weeks to a season. Blending and tempering The clay is then mixed with suitable ingredients . It is carried out by taking a small portion of clay every time and by turning it up and down in vertical direction
- 17. MOULDING Hand moulding When moulding is done with hand it is called hand moulding. A wooden rectangular mould made in the shape of a brick is normally used for this purpose. Machine moulding The clay is placed in the machine, it comes out through the opening under pressure. It is cut to bricks by steel wires fixed into frames. These bricks are also called wire cut bricks.
- 20. DRYING OF BRICKS Wet brick from molding or cutting machines contain 7 to 30 percent moisture, depending upon the forming method. Before the firing process begins, most of this water is evaporated in dryer chambers at temperatures ranging from about 100 ºF to 400 ºF (38 ºC to 204 ºC). The extent of drying time, which varies with different clays, usually is between 24 to 48 hours. Heat and humidity must be carefully regulated to avoid cracking in the brick.
- 21. After Mining, Clay is Extruded Through a Die and Trimmed to Specified Dimension Before Firing
- 22. BURNING OF BRICKS INTERMITTENT KILN - CLAMP , SCOVE & SCOTCH Highly inefficient & labor-intensive. Use coal + scavenged fuels Most common, most primitive, most polluting Temporary Structures A typical scove kiln. A typical clamp kiln. A typical scotch kiln.
- 23. CONTINOUS KILN BURNING – HOFFMAN, BULL’S TRENCH, VERTICAL SHAFT & HABLA These are permanent structures. Burning is done continuously in kilns. Bricks from kilns are of correct size, perfect shape and good quality. Rate of burning is also high in kilns. But initial investment for kiln is very high. Efficient and potentially clean – Hybrid Hoffman VSBK Habla Tunnel (modern – several variations)
- 24. HOFFMANN KILN – ORIGINAL
- 25. HOFFMANN KILN – MODERN & HYBRID • Widely used in China = 90% of bricks • Can use coal or natural gas
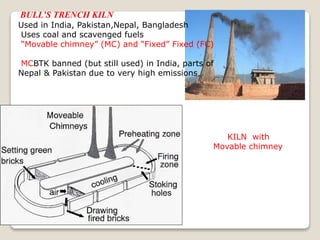
- 26. BULL’S TRENCH KILN Used in India, Pakistan,Nepal, Bangladesh Uses coal and scavenged fuels “Movable chimney” (MC) and “Fixed” Fixed (FC) MCBTK banned (but still used) in India, parts of Nepal & Pakistan due to very high emissions KILN with Movable chimney
- 28. HABLA ZIGZAG KILN Effective tunnel length of Hoffmann increased with “zigzags” made of green bricks Larger capacity and more efficient than other kilns Needs fan to draw air through = needs source of electricity
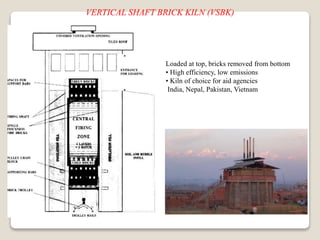
- 29. Loaded at top, bricks removed from bottom • High efficiency, low emissions • Kiln of choice for aid agencies India, Nepal, Pakistan, Vietnam VERTICAL SHAFT BRICK KILN (VSBK)
- 31. Brick Bonds: Common types used are: i. Stretcher Bond ii. Header Bond iii. English Bond iv. Flemish Bond
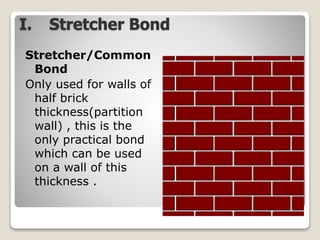
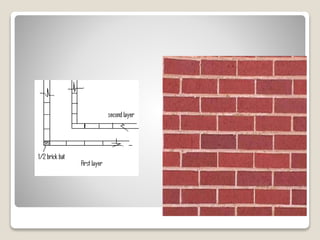
- 32. I. Stretcher Bond Stretcher/Common Bond Only used for walls of half brick thickness(partition wall) , this is the only practical bond which can be used on a wall of this thickness .
- 34. Header Bond: Header Bond also known as Spanish bond) was a very common bond for bearing walls. It is composed of header bricks, set in rows that are offset ¾ of a brick ,which produces a solid easy to lay bond.
- 36. English Bond: The strongest bond This bond maximizes the strength of wall Pattern on the face of the wall shows distinctive courses of headers & stretchers.
- 39. Flemish Bond Not such a strong as English bond Decorative pattern on face of the wall shows alternate headers & stretchers in each with the headers centered under and over stretchers in adjacent courses.