Herramientas de Manufactura Esbelta
Herramientas de Manufactura Esbelta
Descargar como docx, pdf o txt
También podría gustarte
- Trench Crusade Lore TraducidoDocumento144 páginasTrench Crusade Lore TraducidoDoragon Boru100% (1)
- Proyecto Almacenes & MRBDocumento28 páginasProyecto Almacenes & MRBIvette Amarillas100% (1)
- Formato Bitácora EmpresarialDocumento1 páginaFormato Bitácora EmpresarialfabianAún no hay calificaciones
- Mejora de Metodos de TrabajoDocumento17 páginasMejora de Metodos de TrabajoFredy Misael Meneses Quincho0% (1)
- Procedimiento Auditorías SOLDocumento3 páginasProcedimiento Auditorías SOLVictoria Negri100% (1)
- Obra Abraham-Valdelomar - Vida-y-Obra PDFDocumento5 páginasObra Abraham-Valdelomar - Vida-y-Obra PDFliliana100% (1)
- Masa Proteica Visceral y EsqueléticaDocumento5 páginasMasa Proteica Visceral y EsqueléticaTirza Rodriguez50% (2)
- HERRAMIENTAS de Manufactura EsbeltaDocumento2 páginasHERRAMIENTAS de Manufactura EsbeltaMARIO SILVAAún no hay calificaciones
- Calidad Basada en El ComportamientoDocumento1 páginaCalidad Basada en El ComportamientoAlesita BrydghettAún no hay calificaciones
- Metodología para La Implementación de Las 5SDocumento16 páginasMetodología para La Implementación de Las 5SJidel Soto RazoAún no hay calificaciones
- Reporte Final de Estadia 163528 PDFDocumento54 páginasReporte Final de Estadia 163528 PDFJuan Jesus Martinez HernandezAún no hay calificaciones
- 8 DesperdiciosDocumento16 páginas8 DesperdiciosBetty Reyes CamposAún no hay calificaciones
- AUDITORIA 5sDocumento5 páginasAUDITORIA 5sErick HammAún no hay calificaciones
- Plan Maestro de MantenimientoDocumento20 páginasPlan Maestro de MantenimientoDaniel Saavedra100% (1)
- Metricas Del Proceso ActDocumento8 páginasMetricas Del Proceso ActCaLlebDaviid100% (1)
- Kaizen-Kaiaku - Grupo 5 (Cultura Lean)Documento4 páginasKaizen-Kaiaku - Grupo 5 (Cultura Lean)Lucia Maribel Bautista ZuñigaAún no hay calificaciones
- Fases para La Implantación Del TPMDocumento4 páginasFases para La Implantación Del TPMCésar Ricardo Vázquez Corona100% (1)
- Dsg008-Controldeherramientasyequipodetrabajo Procedimiento de Entrega de Herramientas AlmacénDocumento7 páginasDsg008-Controldeherramientasyequipodetrabajo Procedimiento de Entrega de Herramientas AlmacénIván Jonathan Paredes VargasAún no hay calificaciones
- Hoja de Control SDocumento2 páginasHoja de Control SBrendaMarisolGutiérrezLópezAún no hay calificaciones
- Sistemas de Ordenes de TrabajoDocumento23 páginasSistemas de Ordenes de TrabajoBrighit Jimenez Mendoza100% (1)
- Ejemplo AndonDocumento4 páginasEjemplo AndonDavid Janampa H100% (1)
- Copia de 3. F. Check List Valorizacion TercerosDocumento4 páginasCopia de 3. F. Check List Valorizacion TercerosJuan Carlos YucraAún no hay calificaciones
- Analisis de Averia en Una Marmita Volcablearia - Resuelto GrupalmenteDocumento4 páginasAnalisis de Averia en Una Marmita Volcablearia - Resuelto GrupalmentePass25 2020Aún no hay calificaciones
- TorneriaDocumento29 páginasTorneriaYerko AranedaAún no hay calificaciones
- Metodo KaizenDocumento11 páginasMetodo KaizenLuis Eduardo Granados100% (3)
- Procedimiento Servicios EspecialesDocumento3 páginasProcedimiento Servicios EspecialesMarcelo ZavalaAún no hay calificaciones
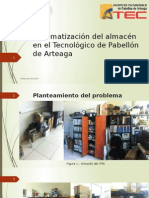
- Sistematización Del AlmacénDocumento21 páginasSistematización Del AlmacénViridiana Nuño RuizAún no hay calificaciones
- Mantenimiento AutónomoDocumento4 páginasMantenimiento AutónomoBaruch Cervantes GonzalezAún no hay calificaciones
- 007241-Estandarización Del Proceso de Una Cerveza Artesanal PDFDocumento51 páginas007241-Estandarización Del Proceso de Una Cerveza Artesanal PDFAndres GilerAún no hay calificaciones
- 4ta SDocumento9 páginas4ta SjavierAún no hay calificaciones
- Implementacion de OEE 2Documento34 páginasImplementacion de OEE 2Carlos H Garzon CAún no hay calificaciones
- 5 Eses PDFDocumento95 páginas5 Eses PDFAlejandro Macri100% (1)
- Introducción Poka YokaDocumento2 páginasIntroducción Poka YokaFrancys RAún no hay calificaciones
- Aplicaciones de SMFDocumento12 páginasAplicaciones de SMFFredy Jhonny Mio PuertaAún no hay calificaciones
- Plan de Trabajo CalidadDocumento4 páginasPlan de Trabajo CalidadYili Vargas MezaAún no hay calificaciones
- Gestion de InventariosDocumento40 páginasGestion de InventariosRichard BertoniAún no hay calificaciones
- 4 4kaizenDocumento20 páginas4 4kaizenhemberAún no hay calificaciones
- Ficha de Proceso Mantenimiento Industrial V01Documento2 páginasFicha de Proceso Mantenimiento Industrial V01Edgardo Andrés Inzunza Macías100% (1)
- Manual de Mantto CorrectivoDocumento14 páginasManual de Mantto CorrectivoDaviziitho Méndez ChingonAún no hay calificaciones
- Smed PresentaciónDocumento12 páginasSmed PresentaciónjorchdelaselvaAún no hay calificaciones
- Propuesta para La Implementación de La Metodología de Mejora 5s en Una Línea de Producción de Panes de MoldeDocumento121 páginasPropuesta para La Implementación de La Metodología de Mejora 5s en Una Línea de Producción de Panes de MoldeeriAún no hay calificaciones
- Los 18 Elementos Del PPAP Son Los SiguientesDocumento2 páginasLos 18 Elementos Del PPAP Son Los SiguientesJhon Valencia VélezAún no hay calificaciones
- MANUAL 5'sDocumento15 páginasMANUAL 5'sDavid IvanAún no hay calificaciones
- Taller Aprendiendo SMEDDocumento3 páginasTaller Aprendiendo SMEDRey D Jesus Otero VargasAún no hay calificaciones
- Triptico 1SDocumento2 páginasTriptico 1SDania PaucaAún no hay calificaciones
- REGLAMENTO 5S SDocumento4 páginasREGLAMENTO 5S SKarina PalaciosAún no hay calificaciones
- Simbolo GiaDocumento7 páginasSimbolo GiaJose Alfredo Cervantes Carrillo100% (1)
- Mantenimiento PlanificadoDocumento58 páginasMantenimiento PlanificadoJuan Barros100% (1)
- Marco Teorico PokañDocumento20 páginasMarco Teorico PokañAngieFreireAún no hay calificaciones
- Formato de EmbalajeDocumento2 páginasFormato de EmbalajeAlejandra HoyosAún no hay calificaciones
- Capitulo 14-Zonificacion de AlmacenesDocumento19 páginasCapitulo 14-Zonificacion de AlmacenesErnesto CanoAún no hay calificaciones
- Lean ManufacturingDocumento6 páginasLean ManufacturingCarlos Eduardo Angulo RodríguezAún no hay calificaciones
- Niveles Del MRP IIDocumento1 páginaNiveles Del MRP IIElias Chuc FalconAún no hay calificaciones
- Informe Planeacion Del Soporte TecnicoDocumento17 páginasInforme Planeacion Del Soporte Tecnicocesar florez100% (1)
- 2da "S" Seiton - Orden: ¿Cómo Aplicar Seiton? (Organizar)Documento3 páginas2da "S" Seiton - Orden: ¿Cómo Aplicar Seiton? (Organizar)javierAún no hay calificaciones
- Value Stream MappingDocumento5 páginasValue Stream MappingLuis G. GarcíaAún no hay calificaciones
- Just in TimeDocumento7 páginasJust in TimeJulio Vergara CruzAún no hay calificaciones
- Metodo SPLDocumento10 páginasMetodo SPLBrandon Martines DionicioAún no hay calificaciones
- Caso Practico SMED PDFDocumento4 páginasCaso Practico SMED PDFPaula DiazAún no hay calificaciones
- Procedimiento Mantenimiento PreventivoDocumento2 páginasProcedimiento Mantenimiento PreventivoAlex Murillo0% (1)
- 5SDocumento9 páginas5SPamee AguirreAún no hay calificaciones
- Prototipo de Aplicacion para Gestión de Datos de Tiempos Muertos en Una EmpresaDocumento38 páginasPrototipo de Aplicacion para Gestión de Datos de Tiempos Muertos en Una EmpresaJAVIER EMERSON MICHAEL JARA RAMOS100% (1)
- Act 5 Tema 3 ManDocumento30 páginasAct 5 Tema 3 ManPapeleria vatisAún no hay calificaciones
- Equipos de Protreccion PersonalDocumento65 páginasEquipos de Protreccion PersonalCarlyJimenezAún no hay calificaciones
- Ing. Carlos A. Rodríguez: Comisión Syso - Facet - UntDocumento62 páginasIng. Carlos A. Rodríguez: Comisión Syso - Facet - UntCarlyJimenezAún no hay calificaciones
- Exposicion Final - Grupo 3 SSTDocumento31 páginasExposicion Final - Grupo 3 SSTCarlyJimenezAún no hay calificaciones
- Elementos de Proteccion Personal EPPDocumento26 páginasElementos de Proteccion Personal EPPCarlyJimenezAún no hay calificaciones
- Cacao FodaDocumento1 páginaCacao FodaCarlyJimenez100% (2)
- KPIDocumento4 páginasKPICarlyJimenezAún no hay calificaciones
- Especificaciones EppDocumento6 páginasEspecificaciones EppCarlyJimenezAún no hay calificaciones
- Gestion de Compras y AprovisionamientoDocumento88 páginasGestion de Compras y AprovisionamientoCarlyJimenez100% (4)
- Mercadotecnia Las 6mDocumento2 páginasMercadotecnia Las 6mCarlyJimenezAún no hay calificaciones
- Diseño ErgonómicoDocumento14 páginasDiseño ErgonómicoCarlyJimenezAún no hay calificaciones
- Ing de Costos ExpoDocumento7 páginasIng de Costos ExpoCarlyJimenezAún no hay calificaciones
- Abigail Fiorella Salinas TapiaDocumento4 páginasAbigail Fiorella Salinas TapiaCarlyJimenezAún no hay calificaciones
- Morsas o Tornillos de BancoDocumento8 páginasMorsas o Tornillos de BancoCarlyJimenezAún no hay calificaciones
- Clima OrganizacionalDocumento22 páginasClima OrganizacionalCarlyJimenezAún no hay calificaciones
- Fresadoras Según La Orientación de La HerramientaDocumento4 páginasFresadoras Según La Orientación de La HerramientaCarlyJimenezAún no hay calificaciones
- Pieles de Origen AnimalDocumento4 páginasPieles de Origen AnimalCarlyJimenezAún no hay calificaciones
- Ética ModernaDocumento3 páginasÉtica ModernaCarlyJimenezAún no hay calificaciones
- Ex Men Al PecadoDocumento6 páginasEx Men Al PecadoMade De LaraAún no hay calificaciones
- Características de La Evaluación EducativaDocumento3 páginasCaracterísticas de La Evaluación Educativajosue m Penn100% (3)
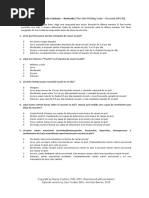
- Spanish - The Skin Picking Scale - Revised.Documento2 páginasSpanish - The Skin Picking Scale - Revised.Gustavo LuceroAún no hay calificaciones
- Bohemian Rhapsody InterpretaciónDocumento6 páginasBohemian Rhapsody InterpretaciónChris AvsAún no hay calificaciones
- Evidencia 7 Informe PsicomotricidadDocumento17 páginasEvidencia 7 Informe PsicomotricidadSandra CubillosAún no hay calificaciones
- HT Semana 5Documento4 páginasHT Semana 5JAVICAún no hay calificaciones
- Fanfic Bestial - Capítulo 18Documento15 páginasFanfic Bestial - Capítulo 18tamyoliveirasantos21Aún no hay calificaciones
- DepredaciónDocumento5 páginasDepredaciónAmanda PazatoAún no hay calificaciones
- La Agenda PúblicaDocumento10 páginasLa Agenda PúblicaDaniel ScheinsohnAún no hay calificaciones
- Medios de Contraste - Tarea 3Documento15 páginasMedios de Contraste - Tarea 3Jaimen Andres HurtadoAún no hay calificaciones
- Plantilla Proyecto Ácidos - BasesDocumento3 páginasPlantilla Proyecto Ácidos - BasesLaura Alejandra Sandoval MontoyaAún no hay calificaciones
- Texto Argumentativo - 2024 DiapositivasDocumento14 páginasTexto Argumentativo - 2024 Diapositivasmario calaguaAún no hay calificaciones
- Modelo de Argumento para Un EnsayoDocumento2 páginasModelo de Argumento para Un EnsayoBRAYAN SILVA DAVILAAún no hay calificaciones
- Manual Corporativo DefDocumento13 páginasManual Corporativo DefaddarapotterAún no hay calificaciones
- Origen de Los Idiomas MayasDocumento9 páginasOrigen de Los Idiomas MayasSkynet InternetAún no hay calificaciones
- La Obesidad y Tratamientos EsteticosDocumento4 páginasLa Obesidad y Tratamientos EsteticosGilsa CarcamoAún no hay calificaciones
- 65Documento24 páginas65Jose cordovaAún no hay calificaciones
- OpexDocumento9 páginasOpexFelimundo MendozaAún no hay calificaciones
- Fortuna Belliard, Carmen AltagraciaDocumento3 páginasFortuna Belliard, Carmen AltagraciaConsejo Nacional de la MagistraturaAún no hay calificaciones
- Pentecostes 2024Documento1 páginaPentecostes 2024polebfcAún no hay calificaciones
- Alimentos Locales o Regionales de El Salvador TraduccionDocumento2 páginasAlimentos Locales o Regionales de El Salvador TraduccionCyberWeb SantiagoNonualco83% (6)
- Exposición EscritaDocumento9 páginasExposición EscritaGabriela CastroAún no hay calificaciones
- Guia Fcye 2º ExtraordinariosecundariaDocumento6 páginasGuia Fcye 2º ExtraordinariosecundariaRolando SilvinoAún no hay calificaciones
- Evangelismo y CulturaDocumento223 páginasEvangelismo y CulturaFeliciano Reyes PerezAún no hay calificaciones
- Obra WilmeDocumento14 páginasObra WilmematinAún no hay calificaciones
- Normas APADocumento32 páginasNormas APAKeily JuliethAún no hay calificaciones
- Hazañas de Los Francos y de Otros de JerusalénDocumento3 páginasHazañas de Los Francos y de Otros de JerusalénIanuarius Valencia ConstantinoAún no hay calificaciones