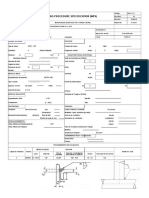
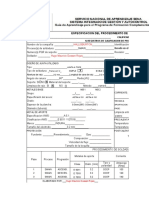
Evidencia 3 Formato Wps
Evidencia 3 Formato Wps
Descargar como xlsx, pdf o txt
También podría gustarte
- Formato de Especificacion Del Procedimiento de Soldaura WpsDocumento8 páginasFormato de Especificacion Del Procedimiento de Soldaura Wpsjavier paraAún no hay calificaciones
- Calificacion de Procedimiento de Soldadura PDV-038-001-2015Documento3 páginasCalificacion de Procedimiento de Soldadura PDV-038-001-2015MARIN ISISAún no hay calificaciones
- Qué Tipo de Fuente de Poder Se Emplea en El en El Proceso de Soldadura FCAWDocumento1 páginaQué Tipo de Fuente de Poder Se Emplea en El en El Proceso de Soldadura FCAWRodmi Torres Peralta50% (2)
- Cómo Como Es y Que Contiene Un Formato Wps y PQRDocumento5 páginasCómo Como Es y Que Contiene Un Formato Wps y PQRrocke007Aún no hay calificaciones
- Transformadores 1Documento49 páginasTransformadores 1Belfor Luis Vilca LecarosAún no hay calificaciones
- Estudio Economico de Una Planta Industrial de CementoDocumento46 páginasEstudio Economico de Una Planta Industrial de CementoBetelgeuse Yad Al-jawza100% (1)
- Laboratorio de NeumaticaDocumento9 páginasLaboratorio de NeumaticaJuly Andrea Gomez CamperosAún no hay calificaciones
- Especificacion Del Procedimiento de Soldadura WPS Asme IxDocumento2 páginasEspecificacion Del Procedimiento de Soldadura WPS Asme IxJosé Angel TorrealbaAún no hay calificaciones
- PQR HojaDocumento2 páginasPQR Hojacarlos caiza100% (1)
- FORMATO PQR EXCEL ORIGINAL para Diligenciar - OABDocumento3 páginasFORMATO PQR EXCEL ORIGINAL para Diligenciar - OABOscar Bonilla100% (1)
- Calificacion de SoldadorDocumento2 páginasCalificacion de SoldadorLuis Ramirez100% (1)
- Formato Aws d1.1 PQR - WpsDocumento10 páginasFormato Aws d1.1 PQR - Wpsdavid holguinAún no hay calificaciones
- BorradorDocumento10 páginasBorradorRodmi Torres PeraltaAún no hay calificaciones
- WPS 5G Api 1104Documento4 páginasWPS 5G Api 1104johan esleyder santodomingo navarroAún no hay calificaciones
- Ejemplo WPS SAWDocumento3 páginasEjemplo WPS SAWChaulafanazoAea100% (1)
- WPS Aws 002Documento2 páginasWPS Aws 002juanAún no hay calificaciones
- WPQ Rha API 1104t 01Documento1 páginaWPQ Rha API 1104t 01Kevvin Danniel DazzaAún no hay calificaciones
- Wps N 120-2012 - Smaw Indupersac.1Documento2 páginasWps N 120-2012 - Smaw Indupersac.1Jimmy David Espinoza MejiaAún no hay calificaciones
- PQR Serv 001 Api 1104Documento14 páginasPQR Serv 001 Api 1104Atilio BarriosAún no hay calificaciones
- Formato para La Especificacion Del Procedimiento de Soldadura (WPS)Documento9 páginasFormato para La Especificacion Del Procedimiento de Soldadura (WPS)OrlandoRiosAún no hay calificaciones
- Formato AWS D1.1Documento3 páginasFormato AWS D1.1Talca Calderón100% (1)
- WPS 01 Smaw SoldaduraDocumento3 páginasWPS 01 Smaw SoldaduraENDECOT SATAún no hay calificaciones
- PDF Wps y PQR - CompressDocumento3 páginasPDF Wps y PQR - CompressbryanAún no hay calificaciones
- Wps Soldadura CarlosDocumento2 páginasWps Soldadura CarlosCarlos Zapata100% (1)
- WPS-PQR MPM Asme IX AlloyDocumento2 páginasWPS-PQR MPM Asme IX Alloyjvillouta100% (1)
- CYPMA WPTR 399 21 Ing. Erick VazquezDocumento3 páginasCYPMA WPTR 399 21 Ing. Erick VazquezErick VazquezAún no hay calificaciones
- Wps-42 Gtaw Aws d1.6 2017Documento1 páginaWps-42 Gtaw Aws d1.6 2017MA RCasasAún no hay calificaciones
- WPQ QW484 A EspañolDocumento2 páginasWPQ QW484 A Españolgeny965809100% (1)
- .002.1. - Wps-Reparación FiltDocumento1 página.002.1. - Wps-Reparación FiltLuis SotoAún no hay calificaciones
- (WPQ) VaketaDocumento3 páginas(WPQ) VaketaAlixi100% (1)
- WPS-PQR Rds 1362014-0Documento8 páginasWPS-PQR Rds 1362014-0brunoAún no hay calificaciones
- Guia 2 Ensayo de Doblado en Frío Con Muesca (NF)Documento7 páginasGuia 2 Ensayo de Doblado en Frío Con Muesca (NF)Patrick Acuña SaltosAún no hay calificaciones
- Formato para La Especificacion Del Procedimiento de Soldadura WpsDocumento1 páginaFormato para La Especificacion Del Procedimiento de Soldadura WpsJorge Luis Correa Orduz100% (1)
- Wps GMAWDocumento2 páginasWps GMAWStalin AriasAún no hay calificaciones
- WPS5Documento2 páginasWPS5Eduardo LLERENA LOPEZAún no hay calificaciones
- Formato para La Especificacion Del Procedimiento de Soldadura Wps JavierDocumento9 páginasFormato para La Especificacion Del Procedimiento de Soldadura Wps Javierjavier conde100% (1)
- WPS API-1104-Proyecto Remplazo de Tuberias El FurrialDocumento3 páginasWPS API-1104-Proyecto Remplazo de Tuberias El Furrialmarvin montes100% (1)
- Evidencia 3for Mato para La Especificación Del Procedimiento de Soldadura (WPS)Documento9 páginasEvidencia 3for Mato para La Especificación Del Procedimiento de Soldadura (WPS)GABRIELA RODRIGUEZAún no hay calificaciones
- Reporte - Macroataque Vasconia-CIB PDFDocumento1 páginaReporte - Macroataque Vasconia-CIB PDFOscar Iván Duque DíazAún no hay calificaciones
- FORMATO PQR - QW 483 - Fabian HerreraDocumento3 páginasFORMATO PQR - QW 483 - Fabian HerreraFabian Herrera Arias100% (1)
- Trabajo Práctico ASME IX6-02-17Documento18 páginasTrabajo Práctico ASME IX6-02-17Diego GaunaAún no hay calificaciones
- WPS Gtaw 02Documento1 páginaWPS Gtaw 02juniuni18Aún no hay calificaciones
- Wps Smaw Ecp Vit 014Documento7 páginasWps Smaw Ecp Vit 014GUSTAVOAún no hay calificaciones
- Asme Ix 2010 Adenda en EspañoDocumento175 páginasAsme Ix 2010 Adenda en EspañoLeti Peña Rivas100% (2)
- WPS SML 5 21Documento2 páginasWPS SML 5 21ELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- WPS Tuberia API 5L X65 Diametro Mayor de 12 in PDFDocumento7 páginasWPS Tuberia API 5L X65 Diametro Mayor de 12 in PDFArmando JoyaAún no hay calificaciones
- WPS PQRDocumento18 páginasWPS PQRMIGUELONOFREAún no hay calificaciones
- WPS Preliminar 6 PulgDocumento2 páginasWPS Preliminar 6 PulgRodrigo Alonso100% (1)
- PQR Asme Ix NDTWSDocumento2 páginasPQR Asme Ix NDTWSGherlin KuongAún no hay calificaciones
- WPS - 01-16Documento2 páginasWPS - 01-16denys.castanedatAún no hay calificaciones
- Procedimientos de Soldadura A Filete 1Documento1 páginaProcedimientos de Soldadura A Filete 1Mirian JustoAún no hay calificaciones
- WPS Api 5L GBDocumento3 páginasWPS Api 5L GBDavid Ham50% (2)
- WPS Gmaw D1.1 TopeDocumento1 páginaWPS Gmaw D1.1 TopeVerónica Aldana Cubas100% (1)
- Guia Practica. Asme Ix. Ed. 2019. MuestraDocumento3 páginasGuia Practica. Asme Ix. Ed. 2019. MuestraLuis AndradeAún no hay calificaciones
- WPS Superdúplex Weld Procedures Rev 02Documento47 páginasWPS Superdúplex Weld Procedures Rev 02Carlos Eduardo Castillo LanderosAún no hay calificaciones
- PQR Certificado de Calificacion Del Procedimiento (PQR)Documento3 páginasPQR Certificado de Calificacion Del Procedimiento (PQR)H Rivera Oki Antonio100% (1)
- WPS AsmeDocumento3 páginasWPS AsmeDaniel ZapataAún no hay calificaciones
- WPS - Smaw-Paecia-01-2021 TopeDocumento1 páginaWPS - Smaw-Paecia-01-2021 TopeCarlos BAún no hay calificaciones
- WPS 12mmDocumento2 páginasWPS 12mmTonyRiverosBecerraAún no hay calificaciones
- Especificación Procedimiento de Soldadura (WPS)Documento4 páginasEspecificación Procedimiento de Soldadura (WPS)LUIS MORENOAún no hay calificaciones
- Calificacion de Soldadura Segun NormaDocumento2 páginasCalificacion de Soldadura Segun NormaJosÞ Miguel Osorio TelloAún no hay calificaciones
- Wps de SoldaduraDocumento1 páginaWps de SoldaduraModa ActualAún no hay calificaciones
- Formato WPSDocumento1 páginaFormato WPSGustavo RolongAún no hay calificaciones
- AYMESA PLANTA 3 Factibilidad 4ta RevisionDocumento9 páginasAYMESA PLANTA 3 Factibilidad 4ta RevisionawpmAún no hay calificaciones
- Control Del Punto de RocioDocumento3 páginasControl Del Punto de RocioRosalindaSolanoMolina50% (2)
- Catalogo Menautt Electric MesacDocumento24 páginasCatalogo Menautt Electric Mesacalvacasta0% (1)
- Liquidos Penetrantes CCMDocumento86 páginasLiquidos Penetrantes CCMMarioPiracocaAún no hay calificaciones
- Perforadoras Manuales y JumbosDocumento65 páginasPerforadoras Manuales y Jumboslakuina100% (1)
- Tesis AislantesDocumento171 páginasTesis Aislantesjulio pinoAún no hay calificaciones
- Central Hidroeléctrica Del MantaroDocumento3 páginasCentral Hidroeléctrica Del MantaroWilfredo Ccopa HuillcaAún no hay calificaciones
- Energuate Junio.Documento6 páginasEnerguate Junio.WILSON LOPEZAún no hay calificaciones
- Alejandro B. Rofman Las Economías Regionales A Fines Del Siglo Xx. Los Circuitos Del Petróleo, El Carbón y El Azúcar. ArtelDocumento6 páginasAlejandro B. Rofman Las Economías Regionales A Fines Del Siglo Xx. Los Circuitos Del Petróleo, El Carbón y El Azúcar. ArtelAleMoraleesZ0% (1)
- Manual Técnico Sistemas Hvac en Vehiculos PesadosDocumento4 páginasManual Técnico Sistemas Hvac en Vehiculos PesadosLg CoyagoAún no hay calificaciones
- Procesador de TejidosDocumento21 páginasProcesador de TejidosJordan Cuadrado Baltazar100% (1)
- Simbología Eléctrica Normalizada y ActualizadaDocumento4 páginasSimbología Eléctrica Normalizada y ActualizadajpAún no hay calificaciones
- Mantenimiento Sierras Verticales PTM SVP-145Documento20 páginasMantenimiento Sierras Verticales PTM SVP-145Omar BarrionuevoAún no hay calificaciones
- Diseño Sistema Electrico de Emergencia 2Documento137 páginasDiseño Sistema Electrico de Emergencia 2jazz217100% (1)
- Informe Pesquera KarsolDocumento25 páginasInforme Pesquera KarsolBEA Tick PocoAún no hay calificaciones
- Estudio 10 Casos Simulación de Circuitos NeumáticosDocumento17 páginasEstudio 10 Casos Simulación de Circuitos NeumáticosPedro Jiménez SergeAún no hay calificaciones
- 007 Formulario Registro Ambiental IndustrialDocumento7 páginas007 Formulario Registro Ambiental IndustrialSeas PabloAún no hay calificaciones
- Presentacion Trabajos Entrabajo en Caliente Caliente 2024Documento52 páginasPresentacion Trabajos Entrabajo en Caliente Caliente 2024ricardopinzon.02Aún no hay calificaciones
- Lab N°4. Mtto PredictivoDocumento21 páginasLab N°4. Mtto PredictivoFrank Cesar Tello CastilloAún no hay calificaciones
- Importancia de Los Servicios PúblicosDocumento5 páginasImportancia de Los Servicios PúblicosJesus LemusAún no hay calificaciones
- Ensayo de FishDocumento6 páginasEnsayo de FishEnrique Gomez Oropeza100% (3)
- Informe Estudio Ladrillos CenizaDocumento49 páginasInforme Estudio Ladrillos Cenizajmarav1544Aún no hay calificaciones
- Promo Irimo 2012Documento28 páginasPromo Irimo 2012HERRAPROAún no hay calificaciones
- Pre - Informe N°2 de Laboratorio de Circuitos Electricos 2Documento8 páginasPre - Informe N°2 de Laboratorio de Circuitos Electricos 2Carlos Andres Gutierrez BautistaAún no hay calificaciones
- Central ChilcaDocumento2 páginasCentral ChilcaCristian GómezAún no hay calificaciones
- Presentación Minicargador 246-C. 07-12pptDocumento115 páginasPresentación Minicargador 246-C. 07-12ppttincho_0026100% (1)