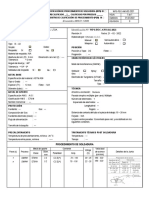
Sistema de Aseguramiento de Calidad Registro Especificacion de Procedimiento de Soldadura (WPS) AWS D1.1 2015 Precalificado: X Calificado
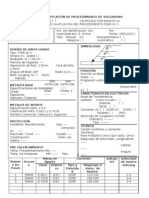
Sistema de Aseguramiento de Calidad Registro Especificacion de Procedimiento de Soldadura (WPS) AWS D1.1 2015 Precalificado: X Calificado
Descargar como pdf o txt
También podría gustarte
- WPS de SoldaduraDocumento1 páginaWPS de Soldadurawilson mesaAún no hay calificaciones
- WPS - 170-20 - Smaw-Precalificado para Calificacion de Soldador-1Documento1 páginaWPS - 170-20 - Smaw-Precalificado para Calificacion de Soldador-1antony bolivar100% (3)
- 1.0 Procedimiento de Soldadura FileteDocumento1 página1.0 Procedimiento de Soldadura FileteBryan Cerna EspinozaAún no hay calificaciones
- ELCA-WPS-13 Filete SMAWDocumento1 páginaELCA-WPS-13 Filete SMAWaltfox5Aún no hay calificaciones
- Examen Desarrollo de WPSDocumento3 páginasExamen Desarrollo de WPSjeancarloAún no hay calificaciones
- WPS Gmaw Acc 001Documento3 páginasWPS Gmaw Acc 001Wilians Rosales Chavez100% (2)
- ELCA-WPS-11 Tope SMAWDocumento1 páginaELCA-WPS-11 Tope SMAWaltfox5Aún no hay calificaciones
- PQR PracticaDocumento3 páginasPQR PracticaWilians Rosales Chavez100% (2)
- FF Wps Gmaw 006 Barandas AwsDocumento2 páginasFF Wps Gmaw 006 Barandas Awssst.fabcomersacAún no hay calificaciones
- Wps-Calificado - Sia-002Documento1 páginaWps-Calificado - Sia-002Logan Arcos IzaguirreAún no hay calificaciones
- Wps-Calificado - Sia CorregidoDocumento5 páginasWps-Calificado - Sia CorregidoLogan Arcos IzaguirreAún no hay calificaciones
- WPS 025Documento7 páginasWPS 025Omar MorenoAún no hay calificaciones
- WPS 011-PROMET.. SandroDocumento1 páginaWPS 011-PROMET.. SandroCarlos Lluen AquinoAún no hay calificaciones
- Fcaw 3G-003-17Documento12 páginasFcaw 3G-003-17Alex DE LA CruzAún no hay calificaciones
- PQR Calificado Sia 001Documento1 páginaPQR Calificado Sia 001Logan Arcos IzaguirreAún no hay calificaciones
- Wps-Calificado - Sia-001Documento1 páginaWps-Calificado - Sia-001Logan Arcos IzaguirreAún no hay calificaciones
- WPS Aws D1.1 Placa 3GDocumento1 páginaWPS Aws D1.1 Placa 3GQAQC 238100% (2)
- WPS D1.1-003-FacwDocumento1 páginaWPS D1.1-003-FacwKevin GonzalesAún no hay calificaciones
- REGISTRO DE CALIFICACIÓN DE PROCEDIMIENTO-WPQ Según AWS - SynohydroDocumento4 páginasREGISTRO DE CALIFICACIÓN DE PROCEDIMIENTO-WPQ Según AWS - SynohydroRivera Vilca Mx RogerAún no hay calificaciones
- WPS Aws 002Documento2 páginasWPS Aws 002juanAún no hay calificaciones
- Wps Calificado Sia Aws d1.2Documento3 páginasWps Calificado Sia Aws d1.2Janet Jacqueline Alvarez Chiara100% (2)
- Ip-Wps 1 - 0Documento1 páginaIp-Wps 1 - 0RichardAún no hay calificaciones
- PQR de SoldaduraDocumento1 páginaPQR de SoldaduraMateo AgudeloAún no hay calificaciones
- WPS 0026Documento1 páginaWPS 0026Raul Alfredo Delgadillo ZavalaAún no hay calificaciones
- WPS Aws D1.1-10Documento1 páginaWPS Aws D1.1-10AlxNelSonCarrascoAraucoAún no hay calificaciones
- L57-INM-100-S-PC-0005 PROCEDIMIENTO DE SOLDADURA - WPS Rev. ADocumento3 páginasL57-INM-100-S-PC-0005 PROCEDIMIENTO DE SOLDADURA - WPS Rev. Ajose jarol mirano soplaAún no hay calificaciones
- WPS - DE - SOLDADURA OriginDocumento1 páginaWPS - DE - SOLDADURA OrigintellezsalgadoeliudAún no hay calificaciones
- WPSsDocumento1 páginaWPSsjeissonAún no hay calificaciones
- Wps SoldDocumento1 páginaWps SoldtellezsalgadoeliudAún no hay calificaciones
- WPS_DE_SOLDADURADocumento1 páginaWPS_DE_SOLDADURAFabian gualteroAún no hay calificaciones
- WPS 0027Documento1 páginaWPS 0027Raul Alfredo Delgadillo ZavalaAún no hay calificaciones
- Wps-42 Gtaw Aws d1.6 2017Documento1 páginaWps-42 Gtaw Aws d1.6 2017MA RCasasAún no hay calificaciones
- .002.1. - Wps-Reparación FiltDocumento1 página.002.1. - Wps-Reparación FiltLuis SotoAún no hay calificaciones
- Wps de SoldaduraDocumento1 páginaWps de SoldaduraDuberlis Ledesmas ArroyoAún no hay calificaciones
- Soldadura WPS Electiva - AnthonyDocumento1 páginaSoldadura WPS Electiva - AnthonyAnthonyCardenasAún no hay calificaciones
- WPS 01 Smaw SoldaduraDocumento3 páginasWPS 01 Smaw SoldaduraENDECOT SATAún no hay calificaciones
- Ip-Wps 2 - 0Documento1 páginaIp-Wps 2 - 0RichardAún no hay calificaciones
- WPS de SoldaduraDocumento1 páginaWPS de SoldaduraEsar Cornejo Marce100% (1)
- Wps-Precalificado Smaw en XDocumento1 páginaWps-Precalificado Smaw en XStephano Caro GuillenAún no hay calificaciones
- WPS Soldaduras de Ranura Con Bisel en VDocumento1 páginaWPS Soldaduras de Ranura Con Bisel en VRoberto UrrutiaAún no hay calificaciones
- Wps de SoldaduraDocumento1 páginaWps de SoldaduraEdiAún no hay calificaciones
- WPS - de - Soldadura Proding FcawDocumento2 páginasWPS - de - Soldadura Proding FcawRichard Alexander RengifoAún no hay calificaciones
- Wps Smaw 106Documento1 páginaWps Smaw 106Frankho Ramos100% (1)
- Union en VDocumento1 páginaUnion en VtellezsalgadoeliudAún no hay calificaciones
- Wps-35 Fcaw-G Aws d1.1 2020Documento1 páginaWps-35 Fcaw-G Aws d1.1 2020MA RCasasAún no hay calificaciones
- Wps de SoldaduraDocumento1 páginaWps de Soldaduraluis marcelo marschhausen salazarAún no hay calificaciones
- WPS - GMAW Poblete y CastilloDocumento1 páginaWPS - GMAW Poblete y CastilloPOBLETE Y CASTILLO LIMITADAAún no hay calificaciones
- Ccallo Chacon Milagros WPSDocumento3 páginasCcallo Chacon Milagros WPSpollito_190100% (2)
- Wps Soldadura CarlosDocumento2 páginasWps Soldadura CarlosCarlos Zapata100% (1)
- Procedimientos de Soldadura A Filete 1Documento1 páginaProcedimientos de Soldadura A Filete 1Mirian JustoAún no hay calificaciones
- WPS para Placas de 3 MMDocumento4 páginasWPS para Placas de 3 MMCristian Ramirez RodasAún no hay calificaciones
- Maca WPS Pre 001Documento1 páginaMaca WPS Pre 001Miriam LopezAún no hay calificaciones
- WPS - 11 - Rev 0 - GMAWDocumento1 páginaWPS - 11 - Rev 0 - GMAWIngenieria SuministroAún no hay calificaciones
- Wps - de - Soldadura Pieza Final JNMDocumento1 páginaWps - de - Soldadura Pieza Final JNMJorge Neyra MacedoAún no hay calificaciones
- Calificaciondesoldadoresd1 190714142242 PDFDocumento42 páginasCalificaciondesoldadoresd1 190714142242 PDFCarlos Ignacio Torres JaraAún no hay calificaciones
- JEXSUSDocumento1 páginaJEXSUSRichard BuelvasAún no hay calificaciones
- Maca Wps Pre 003Documento1 páginaMaca Wps Pre 003Miriam LopezAún no hay calificaciones
- Check List de Inspección - Montaje TolvasDocumento2 páginasCheck List de Inspección - Montaje Tolvasantony bolivarAún no hay calificaciones
- Punch List Est 01Documento3 páginasPunch List Est 01antony bolivarAún no hay calificaciones
- 1.1 Dossier de Calidad - Fabricacion OT 12562Documento17 páginas1.1 Dossier de Calidad - Fabricacion OT 12562antony bolivarAún no hay calificaciones
- Calificacion de Soldador SJLDocumento2 páginasCalificacion de Soldador SJLantony bolivarAún no hay calificaciones
- INSTRUCTIVO - PRUEBA DE ADHERENCIA DE TRACCIÓN Rev. 001Documento6 páginasINSTRUCTIVO - PRUEBA DE ADHERENCIA DE TRACCIÓN Rev. 001antony bolivar100% (3)
- Registro de Calificación de Desempeño de Soldador, Operador de Soldadura o Apuntalador (WPQR) Según AWS D1.1/D1.1M Edición 2015Documento2 páginasRegistro de Calificación de Desempeño de Soldador, Operador de Soldadura o Apuntalador (WPQR) Según AWS D1.1/D1.1M Edición 2015antony bolivar100% (1)
- WPQ 202-20-1 PDFDocumento2 páginasWPQ 202-20-1 PDFantony bolivarAún no hay calificaciones
- Dossier de Calidad 20-179Documento31 páginasDossier de Calidad 20-179antony bolivarAún no hay calificaciones
- Guia de Manejo de Gases Medicinales GuiaDocumento28 páginasGuia de Manejo de Gases Medicinales GuiaGerencia Clínica AlejandríaAún no hay calificaciones
- Catalogo LVMDocumento82 páginasCatalogo LVMJorge Gustavo GoyecheaAún no hay calificaciones
- Tesina Ing. Alex HurtadoDocumento92 páginasTesina Ing. Alex HurtadoAlejandro Túllume UcedaAún no hay calificaciones
- Portafolio de Maquinaria 1Documento85 páginasPortafolio de Maquinaria 1Mishel' VasqesAún no hay calificaciones
- Proceso de Soldadura Por Arco Eléctrico Con Electrodo Revestido (Smaw) - StargasDocumento4 páginasProceso de Soldadura Por Arco Eléctrico Con Electrodo Revestido (Smaw) - StargasCésarAún no hay calificaciones
- Ficha-Tecnica ROLL OFF CABLEDocumento2 páginasFicha-Tecnica ROLL OFF CABLELuis Arman50% (4)
- Eett - InstrumentalDocumento37 páginasEett - InstrumentalachainyaAún no hay calificaciones
- Soldadura Por PlasmaDocumento10 páginasSoldadura Por PlasmaSAENZ PAUCAR MIGUEL MELANIOAún no hay calificaciones
- Kilogramo PatronDocumento7 páginasKilogramo PatronRocio JulcaAún no hay calificaciones
- Texto G. Pernos Y SoldaduraDocumento13 páginasTexto G. Pernos Y SoldaduraFabricio Ibarra MogroAún no hay calificaciones
- Botas de BioseguridadDocumento20 páginasBotas de BioseguridadYesenia Salazar100% (1)
- Informe #4-Traccion Del AceroDocumento22 páginasInforme #4-Traccion Del AceroAndrés FernándezAún no hay calificaciones
- Mantenimiento EstructuralDocumento7 páginasMantenimiento EstructuralZuliannys CarreñoAún no hay calificaciones
- CivilEstudio. Manual Del Usuario. Módulo Sección CompuestaDocumento140 páginasCivilEstudio. Manual Del Usuario. Módulo Sección CompuestaMAURICIOAún no hay calificaciones
- Escuela Profesional de Ingeniería C IvilDocumento140 páginasEscuela Profesional de Ingeniería C IvilLobsang DhimanAún no hay calificaciones
- Especificaciones Tecnicas - CBDocumento44 páginasEspecificaciones Tecnicas - CBJuan Manuel Ugaz SaavedraAún no hay calificaciones
- Foro MetalurgiaDocumento10 páginasForo MetalurgiaDaviko EHAún no hay calificaciones
- Fusibles TiposDocumento11 páginasFusibles TiposCarlos SanchezAún no hay calificaciones
- Catalogo Soluciones TerniumDocumento32 páginasCatalogo Soluciones TerniumAudi0cbAún no hay calificaciones
- Aleaciones MetalicasDocumento39 páginasAleaciones MetalicasAndres JimenezAún no hay calificaciones
- Procedimiento de Sistema de Puesta A Tierra Rev. 0Documento12 páginasProcedimiento de Sistema de Puesta A Tierra Rev. 0Ricky Olanda Nuñez100% (1)
- Capítulo 5Documento100 páginasCapítulo 5Juan Diego CarvajalAún no hay calificaciones
- EscaldadoraDocumento2 páginasEscaldadoramarcos vera luliquisAún no hay calificaciones
- Trabajo de InvestigaciónDocumento5 páginasTrabajo de InvestigaciónYuliana HerediaAún no hay calificaciones
- 3.-Union de Junta A Tope en VDocumento10 páginas3.-Union de Junta A Tope en Vwilmer_avalos307Aún no hay calificaciones
- Procedimiento de Reparaciones de Juntas Tipo Filete Geop Ctto 296Documento7 páginasProcedimiento de Reparaciones de Juntas Tipo Filete Geop Ctto 296Michel Lopez FloresAún no hay calificaciones
- Analisis de Riesgos Por OficioDocumento24 páginasAnalisis de Riesgos Por OficioLuisFernandoMartinezJureAún no hay calificaciones
- Temario y Control de Soldadura IjsDocumento3 páginasTemario y Control de Soldadura IjsJosé Roberto Urrutia MeléndezAún no hay calificaciones
- Manual Mecanica Automotriz Calculo Ballestas Suspension CamionDocumento10 páginasManual Mecanica Automotriz Calculo Ballestas Suspension CamionJoffre Berrones MolinaAún no hay calificaciones