Solucion Practica 4
Solucion Practica 4
Descargar como pdf o txt
También podría gustarte
- Electrificacion de FraccionamientoDocumento79 páginasElectrificacion de FraccionamientoJose Rodriguez Perez100% (2)
- Ejercicio Hombre-MaquinaDocumento2 páginasEjercicio Hombre-MaquinaAbrahan Flores Gaspar0% (4)
- IO - Semana 04Documento49 páginasIO - Semana 04Hollanta Humala Tasso0% (1)
- Primer Mineroducto Del PeruDocumento7 páginasPrimer Mineroducto Del PeruYinLehoAún no hay calificaciones
- Facultad Nacional de Ingenieria Carrera Ingenieria IndustrialDocumento2 páginasFacultad Nacional de Ingenieria Carrera Ingenieria Industrialedrielle nayadeAún no hay calificaciones
- Taller 2 EjerciciosDocumento2 páginasTaller 2 EjerciciosAndresRcAún no hay calificaciones
- Cuchillas para Fresadora TripticoDocumento2 páginasCuchillas para Fresadora Tripticokorysalas67% (3)
- Problemas - Diseño de Montajes - 2020 PDFDocumento9 páginasProblemas - Diseño de Montajes - 2020 PDFJosé Ignacio CandelaAún no hay calificaciones
- TIPEODocumento3 páginasTIPEOKevin Angel BustamanteAún no hay calificaciones
- Intercambiador de Calor de 2 Tubos y 1 CorazaDocumento14 páginasIntercambiador de Calor de 2 Tubos y 1 CorazaeduardorodriguezalegreAún no hay calificaciones
- Las Maquinas ReciprocantesDocumento4 páginasLas Maquinas ReciprocantesScott KennedyAún no hay calificaciones
- 9 - Uso de Tablas de Vapor y Ciclo RankineDocumento1 página9 - Uso de Tablas de Vapor y Ciclo RankineLeonor Andrea VillavicencioAún no hay calificaciones
- Informe 3 FriccionDocumento3 páginasInforme 3 FriccionLuis JaramilloAún no hay calificaciones
- PDF Examenes prq2 DDDocumento13 páginasPDF Examenes prq2 DDjandry maciasAún no hay calificaciones
- Clase 21 Abril 2020Documento29 páginasClase 21 Abril 2020Marta Troncoso BarbosaAún no hay calificaciones
- Diseño de PlantaDocumento19 páginasDiseño de PlantaLesly MartinezAún no hay calificaciones
- Clasificación de Las Calderas-1Documento16 páginasClasificación de Las Calderas-1Alan Vázquez GonzálezAún no hay calificaciones
- Carros Porta Herramientas NacionalesDocumento17 páginasCarros Porta Herramientas NacionalesSandro Ramos100% (1)
- Analisis CriticidadDocumento5 páginasAnalisis CriticidadDarío OrdóñezAún no hay calificaciones
- Talleres PCP1 565 AERB25289 PDF 25 30Documento6 páginasTalleres PCP1 565 AERB25289 PDF 25 30laura rodriguezAún no hay calificaciones
- Ex Amen Principio SM Aquinas So Luci OnesDocumento2 páginasEx Amen Principio SM Aquinas So Luci OnesSandra Trujillo DiazAún no hay calificaciones
- Grupo 4 - Tarea 2 - Investigación de MercadosDocumento31 páginasGrupo 4 - Tarea 2 - Investigación de MercadosCeiny TapiaAún no hay calificaciones
- Diseño Control Automatico de Temp de Un HornoDocumento11 páginasDiseño Control Automatico de Temp de Un HornoAlfredo Carvajal BernalAún no hay calificaciones
- Tema 5-Balanceo de LíneaDocumento8 páginasTema 5-Balanceo de LíneaDaniel LoraAún no hay calificaciones
- Proceso A4 (Deshidratados, Encurtidos y Bebidas)Documento17 páginasProceso A4 (Deshidratados, Encurtidos y Bebidas)Maria VeraAún no hay calificaciones
- Tipos de Compresores y Sus CaracterísticasDocumento7 páginasTipos de Compresores y Sus CaracterísticasAna Sv0% (1)
- Calculo de Tiempos en MaquinasDocumento6 páginasCalculo de Tiempos en MaquinasHugo Garcia0% (1)
- Práctica de Probabilidades 2019 IDocumento4 páginasPráctica de Probabilidades 2019 IEL MUNDO LOCO DE CESAR100% (1)
- Layout AlmacénDocumento3 páginasLayout AlmacénAlexandra PrietoAún no hay calificaciones
- Practica # 2Documento5 páginasPractica # 2Carla VillarteAún no hay calificaciones
- 04.90122.00-Bedienkonzept Gurtlängsrisserfassung STG-300-0213 EspDocumento14 páginas04.90122.00-Bedienkonzept Gurtlängsrisserfassung STG-300-0213 EspPaulo Toro Olivos100% (1)
- FisicaDocumento1 páginaFisicaIvan LlorenteAún no hay calificaciones
- Tamaño de PlantaDocumento14 páginasTamaño de PlantaJean C. Anaya'Aún no hay calificaciones
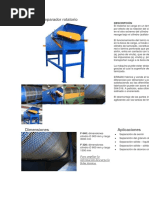
- Trommel Separador RotatorioDocumento1 páginaTrommel Separador RotatorioDavid Taboada DuranAún no hay calificaciones
- Problema 1.-Chokys (Horneado) : GalletaDocumento8 páginasProblema 1.-Chokys (Horneado) : GalletaPlay CharlyAún no hay calificaciones
- Motores Trifasicos Alta Eficiencia Weg Linea w21Documento6 páginasMotores Trifasicos Alta Eficiencia Weg Linea w21Alexander Porras LlashagAún no hay calificaciones
- Examen Parcial de Procesos de ManufacturaDocumento3 páginasExamen Parcial de Procesos de Manufacturawaldor sulcaAún no hay calificaciones
- Problemas JanineDocumento12 páginasProblemas JanineRichie' Zarate100% (1)
- Termodinámica: IntegrantesDocumento25 páginasTermodinámica: IntegrantesJOEL AÑAZCOAún no hay calificaciones
- Hoja de Práctica 6 Factor Maquinaria 2021 10Documento3 páginasHoja de Práctica 6 Factor Maquinaria 2021 10JohnDiego Loret de MolaAún no hay calificaciones
- Ejercicio P&idDocumento2 páginasEjercicio P&idVin RiioAún no hay calificaciones
- Almidon de YucaDocumento11 páginasAlmidon de YucaCarlotaAún no hay calificaciones
- ECE320 HW4 SolutionDocumento7 páginasECE320 HW4 SolutionJhonny.mendo.ulloaAún no hay calificaciones
- Proyecto EmpresaDocumento20 páginasProyecto EmpresaLoany OrbegosoAún no hay calificaciones
- Introduccion Ciclo de RefrigeracionDocumento8 páginasIntroduccion Ciclo de RefrigeracionJose Luis Caceres FedersffieldAún no hay calificaciones
- Proyecto Fisica 2Documento10 páginasProyecto Fisica 2JonathanAlexanderZAún no hay calificaciones
- Glab S03 Bsilva 2019 02Documento5 páginasGlab S03 Bsilva 2019 02Anonymous SrpvDZo5CAún no hay calificaciones
- Laboratorio 4Documento14 páginasLaboratorio 4dalin flores carrilAún no hay calificaciones
- 2do Parcial II 2013resueltoDocumento4 páginas2do Parcial II 2013resueltoLizeth Nelly Lopez TorrezAún no hay calificaciones
- Maquina DesbastadoraDocumento25 páginasMaquina DesbastadoraJULLYAún no hay calificaciones
- PLANOS SOLID WORKS Tornillo-.25-28-.5 PLANO CON MEDIDASDocumento1 páginaPLANOS SOLID WORKS Tornillo-.25-28-.5 PLANO CON MEDIDASespi toanyoneAún no hay calificaciones
- 4 - 3T-Ejercicios-secuenciaDocumento4 páginas4 - 3T-Ejercicios-secuenciaJESTHUARAún no hay calificaciones
- ModuloDocumento278 páginasModulooswaldo mayorquinAún no hay calificaciones
- Informe Costos y Presupuestos2Documento16 páginasInforme Costos y Presupuestos2Diane LopezAún no hay calificaciones
- Desorcion Informe FinalDocumento15 páginasDesorcion Informe FinalAbraham Daniel Alanya100% (1)
- Gutierrez Granda Braython SUBSA TM 1Documento8 páginasGutierrez Granda Braython SUBSA TM 1The BatonAún no hay calificaciones
- Problema NDocumento9 páginasProblema Nfrank rojasAún no hay calificaciones
- Informe de Panificadora InndaDocumento32 páginasInforme de Panificadora InndaAnonymous xV0O1wAún no hay calificaciones
- Act. 1.1.3 - Ejercicios PAVDocumento3 páginasAct. 1.1.3 - Ejercicios PAVCaro D'EspauxAún no hay calificaciones
- Proyecto de Unidad Didáctica 3 Equipo 6Documento23 páginasProyecto de Unidad Didáctica 3 Equipo 6Julia JaimeAún no hay calificaciones
- Geometric modeling in computer: Aided geometric designDe EverandGeometric modeling in computer: Aided geometric designAún no hay calificaciones
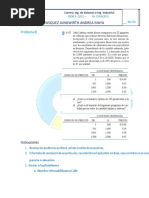
- #Vasquez Jungwirth Andrea MayaDocumento9 páginas#Vasquez Jungwirth Andrea MayaAndrea Vasquez JungwirthAún no hay calificaciones
- Inteligencia Emocional Lic Ana1Documento117 páginasInteligencia Emocional Lic Ana1Andrea Vasquez JungwirthAún no hay calificaciones
- P2 Ind 3226Documento1 páginaP2 Ind 3226Andrea Vasquez JungwirthAún no hay calificaciones
- Estudio de Mercado CARNEDocumento33 páginasEstudio de Mercado CARNEAndrea Vasquez JungwirthAún no hay calificaciones
- Transformación de Carne de Llama (Lama Glama) y Artesanías en Las Ciudades de La Paz y El Alto - BoliviaDocumento11 páginasTransformación de Carne de Llama (Lama Glama) y Artesanías en Las Ciudades de La Paz y El Alto - BoliviaAndrea Vasquez Jungwirth100% (1)
- Stars Wars Libros Stars Wars La Flota Negra 2 - Escudo de Mentiras - Michael PDocumento186 páginasStars Wars Libros Stars Wars La Flota Negra 2 - Escudo de Mentiras - Michael Papi-374861567% (3)
- Apunte Usach - ElectromagnetismoDocumento97 páginasApunte Usach - ElectromagnetismoMacarena Catalán González100% (1)
- Programa Quimica GeneralDocumento4 páginasPrograma Quimica GeneralGustavoAún no hay calificaciones
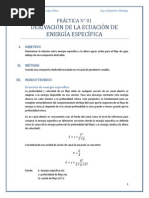
- Práctica 1 - Derivación de La Ecuación de Energía EspecíficaDocumento6 páginasPráctica 1 - Derivación de La Ecuación de Energía EspecíficaPaul Martín PatiñoAún no hay calificaciones
- Avance 2 Proyecto Final - Grupo 7 - Ml452aDocumento15 páginasAvance 2 Proyecto Final - Grupo 7 - Ml452aMateo BarreraAún no hay calificaciones
- Poleas y CorreasDocumento9 páginasPoleas y CorreasKristancho Nieto AlvaradoAún no hay calificaciones
- UI - Motores de CA y CD, Servomotores y Motores A Pasos - Sem 1Documento12 páginasUI - Motores de CA y CD, Servomotores y Motores A Pasos - Sem 1Sebastián Martínez CuautencoAún no hay calificaciones
- Comparacion Aireacion Extendida VS MBBR PDFDocumento5 páginasComparacion Aireacion Extendida VS MBBR PDFJi Ja RaAún no hay calificaciones
- Anilina (Quimica II) Editado HHHHDocumento7 páginasAnilina (Quimica II) Editado HHHHAnonymous pIfSK5Ol4Aún no hay calificaciones
- Hyundai Training WWW - Rapidmanuales.com EXCAVADORAS HYUNDAIDocumento269 páginasHyundai Training WWW - Rapidmanuales.com EXCAVADORAS HYUNDAIWILLIAN RAFAEL COTRINA CASTAÑEDA100% (2)
- Definicion y Diagrama de TermoparesDocumento6 páginasDefinicion y Diagrama de TermoparesMickloSoberanAún no hay calificaciones
- ApuntesPlasticidad Vector BurgersDocumento27 páginasApuntesPlasticidad Vector BurgersEgon Delgado RamìrezAún no hay calificaciones
- POES TarjasDocumento3 páginasPOES TarjasAlexis Drummer100% (1)
- Comportamiento Del Diodo Ante La AcDocumento5 páginasComportamiento Del Diodo Ante La AcValentina CárdenasAún no hay calificaciones
- Metales y Combustion para 5 y 3Documento3 páginasMetales y Combustion para 5 y 3María Estela MoránAún no hay calificaciones
- Listado 1ER TRIMESTRE ENE MAR 2021 GESTION INDUSTRIALDocumento26 páginasListado 1ER TRIMESTRE ENE MAR 2021 GESTION INDUSTRIALLuis Andres Lopez MendozaAún no hay calificaciones
- Safety Manual Sandvik LH307Documento28 páginasSafety Manual Sandvik LH307edgarAún no hay calificaciones
- Laboratorio 4 Elt 2731Documento19 páginasLaboratorio 4 Elt 2731Ricardo G ChipanaAún no hay calificaciones
- Carbon ActivadoDocumento6 páginasCarbon Activadorichard ccahuana laymeAún no hay calificaciones
- El Detector de Fugas Sirve para La Localización de FugasDocumento2 páginasEl Detector de Fugas Sirve para La Localización de Fugascarlos mielesAún no hay calificaciones
- Clase 5 Ecuaciones FundamentalesDocumento10 páginasClase 5 Ecuaciones Fundamentalesrodrigo paredesAún no hay calificaciones
- Pets Cambio de Compresor de Aire Acondicionado Pv351Documento10 páginasPets Cambio de Compresor de Aire Acondicionado Pv351Luz Sierra CondorchoaAún no hay calificaciones
- Aplicaciones de La Energía Solar TérmicaDocumento8 páginasAplicaciones de La Energía Solar TérmicasebastianAún no hay calificaciones
- Diagrama de PourbaixDocumento8 páginasDiagrama de PourbaixSamuel Soza100% (2)
- Push PullDocumento9 páginasPush PullYualbert Alberto Espinal PerezAún no hay calificaciones
- Ex Ingreso CPAjul 2024 V0Documento6 páginasEx Ingreso CPAjul 2024 V0neinecrack27Aún no hay calificaciones
- Servicio Rápido en Línea - (4332533) Manual de Servicio Del GTA38, K38, K50, QSK38 y QSK50Documento13 páginasServicio Rápido en Línea - (4332533) Manual de Servicio Del GTA38, K38, K50, QSK38 y QSK50fabiannino430Aún no hay calificaciones
- Factores de Forma y Resumen Capitulo 12 CengelDocumento4 páginasFactores de Forma y Resumen Capitulo 12 CengelDianaLuciaCelisPerezAún no hay calificaciones
- Cuestionario SenaDocumento4 páginasCuestionario SenaJose Ruiz50% (2)