Processus de Fabrication Des B - ES-SALEMY Sofia - 3131 PDF
Processus de Fabrication Des B - ES-SALEMY Sofia - 3131 PDF
Télécharger au format pdf ou txt
Vous aimerez peut-être aussi
- La Fabrication Des Madeleines PDFDocument33 pagesLa Fabrication Des Madeleines PDFMIMKAN100% (4)
- La Fabrication Des Madeleines PDFDocument33 pagesLa Fabrication Des Madeleines PDFMIMKAN100% (4)
- Rapport de Stage Leader FoodDocument16 pagesRapport de Stage Leader FoodyassinePas encore d'évaluation
- Fabrication Et Conservation Des Confitures, Gelées Et MarmeladesDocument33 pagesFabrication Et Conservation Des Confitures, Gelées Et MarmeladesMohamed Mehdaoui87% (15)
- Investissement Produits DétergentsDocument19 pagesInvestissement Produits DétergentsRazika Hamdi Cherif100% (4)
- L'éveil de Votre Puissance Intérieure PDFDocument24 pagesL'éveil de Votre Puissance Intérieure PDFMIMKANPas encore d'évaluation
- Procede de FabricationDocument2 pagesProcede de FabricationAyoub OUBAHA50% (2)
- f6306 Procédés de Transformation Fromagère (Partie 2) PDFDocument24 pagesf6306 Procédés de Transformation Fromagère (Partie 2) PDFKhaled Lajmi100% (1)
- Fabrication de Pâtes Alimentaires Et CouscousDocument12 pagesFabrication de Pâtes Alimentaires Et CouscousL'Arg U'Ss80% (5)
- Fabrication de ChipsDocument23 pagesFabrication de ChipsYøu Śśra100% (3)
- f8030 Produits de Confiserie PDFDocument20 pagesf8030 Produits de Confiserie PDFKhaled Lajmi100% (3)
- Rapport Kotoubia FinalDocument38 pagesRapport Kotoubia FinalRadouane Fdoula100% (4)
- Fabrication de Pates Alimentaires Et CouDocument9 pagesFabrication de Pates Alimentaires Et Courachid laiebPas encore d'évaluation
- Projet Frite 2Document5 pagesProjet Frite 2Hamissi Ali Salim100% (1)
- Stage D'initiation MARGAFRIQUEDocument37 pagesStage D'initiation MARGAFRIQUENaima ZakiPas encore d'évaluation
- Fabrication Des Biscuits Et Contrôle Qualité Au Sein de La Société BIPANDocument37 pagesFabrication Des Biscuits Et Contrôle Qualité Au Sein de La Société BIPANamina imene0% (1)
- Cours BiscuiterieDocument22 pagesCours BiscuiterieHasna Ait Bedjaoui78% (9)
- Exposé de BISCUITDocument22 pagesExposé de BISCUITbionana84% (63)
- Rapport Fatima tvpp2Document113 pagesRapport Fatima tvpp2Fatima IrjdalnPas encore d'évaluation
- Chapitre I Pratique Application de La Methode HaccpDocument63 pagesChapitre I Pratique Application de La Methode HaccpTaha Oukase100% (4)
- L'extraction D'huile de Soja (Glycine Max L.)Document5 pagesL'extraction D'huile de Soja (Glycine Max L.)Hery Rakoto100% (3)
- Fabrication de La MargarineDocument3 pagesFabrication de La MargarineNgom Cheikh Ibrahima Fall100% (8)
- L'hygiene Et Demarche HACCP - Beqqali Naoual - 1285Document39 pagesL'hygiene Et Demarche HACCP - Beqqali Naoual - 1285ARKAS100% (1)
- 1-Nutrition Et Metabolisme Partie Nutriment Et AlimentsDocument17 pages1-Nutrition Et Metabolisme Partie Nutriment Et AlimentsNesrine100% (1)
- Procede de Fabrication de La C - Zakariyae MOKRINI - 3868 PDFDocument43 pagesProcede de Fabrication de La C - Zakariyae MOKRINI - 3868 PDFAmirou Baby MixicoPas encore d'évaluation
- Expose de BiscuitDocument22 pagesExpose de Biscuitعبد السلام نور100% (2)
- Soutenance Jus de Fruits PDFDocument99 pagesSoutenance Jus de Fruits PDFEDITH KOUAME100% (2)
- 05 M.NDDocument98 pages05 M.NDjlao100% (1)
- Présentation 1Document70 pagesPrésentation 1Taha Oukase100% (2)
- Pate À TartinerDocument83 pagesPate À Tartinernawresnoussa100% (1)
- Controle Qualite Du Fromage Fo - EL BOUADI Oussama - 2584 PDFDocument35 pagesControle Qualite Du Fromage Fo - EL BOUADI Oussama - 2584 PDFMohamed Kacimo50% (2)
- Partie D'introductionDocument41 pagesPartie D'introductionEl Ibtihaal100% (2)
- La BiscuiterieDocument10 pagesLa BiscuiterieAdile El Morrokinoh50% (2)
- Chapitre IV - Fomulation Et Procédés de Fabrication (Biscuits - Pains - Génoise - Pâtes Alim - Couscous)Document81 pagesChapitre IV - Fomulation Et Procédés de Fabrication (Biscuits - Pains - Génoise - Pâtes Alim - Couscous)Entrepôt Kribi SodepaPas encore d'évaluation
- Technologie de Fabrication Du Fromage Fond1Document3 pagesTechnologie de Fabrication Du Fromage Fond1Ines100% (1)
- Stage Fin D Etude (Enregistré Automatiquement)Document27 pagesStage Fin D Etude (Enregistré Automatiquement)Ould CheikhPas encore d'évaluation
- Biscuits Ingénierie de Formulation Alimentaire Barthélemy BAWARDocument37 pagesBiscuits Ingénierie de Formulation Alimentaire Barthélemy BAWARBarthélemy Bawar Dit WarbiPas encore d'évaluation
- Transformation de La Betterave Sucrière SutaDocument179 pagesTransformation de La Betterave Sucrière SutaSarah Asserrar100% (2)
- RAPPORT DE STAGE Les Olives de TableDocument27 pagesRAPPORT DE STAGE Les Olives de Tableahlamouladchrif8Pas encore d'évaluation
- BISCUITDocument21 pagesBISCUITbaira kaouthere50% (4)
- Fromage GoudaDocument91 pagesFromage GoudaMendoud Sofiane0% (1)
- Mon RapportDocument37 pagesMon RapportwidadPas encore d'évaluation
- Biscuitrie Patisserie Et Produits de Regime - FICHE-V2 PDFDocument8 pagesBiscuitrie Patisserie Et Produits de Regime - FICHE-V2 PDFMIMKANPas encore d'évaluation
- Iso FromageDocument74 pagesIso FromageBilal Djouhri100% (1)
- Diagramme Lait UHT PDFDocument36 pagesDiagramme Lait UHT PDFAlys ANdria100% (1)
- La Créme & Le Beurre (Forme PDFDocument8 pagesLa Créme & Le Beurre (Forme PDFAY OubPas encore d'évaluation
- 12 FromagerieDocument44 pages12 FromagerieBechirBakloutiPas encore d'évaluation
- Cours PTSCG - Beurre Et MargarineDocument25 pagesCours PTSCG - Beurre Et Margarineamina imene100% (2)
- Rapport Aiguebelle (MALKI Yassine)Document34 pagesRapport Aiguebelle (MALKI Yassine)Yassine Malki0% (2)
- Moulin AzzouzDocument19 pagesMoulin AzzouzAbdelali MoutahhirPas encore d'évaluation
- StageDocument23 pagesStageReda Boutenfit0% (1)
- A FromageDocument71 pagesA FromageMERIEM AZZOUZ100% (1)
- Pfe PfeDocument49 pagesPfe PfeHAMZA AZOUAITIN67% (3)
- randriamampianinaOnideraH AGRO ING 11 PDFDocument117 pagesrandriamampianinaOnideraH AGRO ING 11 PDFSami Meche100% (1)
- Beurre Et Babeurre Tariket AminaDocument117 pagesBeurre Et Babeurre Tariket AminaRiane LinaPas encore d'évaluation
- Manuel HACCP FRUIT OF AFRICADocument44 pagesManuel HACCP FRUIT OF AFRICAAdnane AzamiPas encore d'évaluation
- Rapport de Stage TomDocument18 pagesRapport de Stage TomNarimane MhimediPas encore d'évaluation
- Contrôle Qualité de La Matière PremièreDocument5 pagesContrôle Qualité de La Matière PremièreAbdelghani MakkaouiPas encore d'évaluation
- Jus de FruitsDocument28 pagesJus de Fruitsmipdfc dept.comptabilité100% (2)
- Les BonbonsDocument10 pagesLes Bonbons7000dyvezahxo100% (1)
- Description Du Processus de Fa - El IDRISSI JAZOULI Khadija - 2216Document30 pagesDescription Du Processus de Fa - El IDRISSI JAZOULI Khadija - 2216MENARA BETPas encore d'évaluation
- PFE-epuisement de La Mélasse de BetteraveDocument52 pagesPFE-epuisement de La Mélasse de Betteravebouchra.aitsy13Pas encore d'évaluation
- Rapport de Stage FINDocument38 pagesRapport de Stage FINSoumia AOBAD50% (2)
- Vendre Une Solution MANAGEMENT DE LA FORCE DE VENTE 2015 11 22 PDFDocument83 pagesVendre Une Solution MANAGEMENT DE LA FORCE DE VENTE 2015 11 22 PDFMIMKANPas encore d'évaluation
- Tableaux Croises Dynamiques Sur Excel 2016 PDFDocument3 pagesTableaux Croises Dynamiques Sur Excel 2016 PDFMIMKAN100% (1)
- Biscuitrie Patisserie Et Produits de Regime - FICHE-V2 PDFDocument8 pagesBiscuitrie Patisserie Et Produits de Regime - FICHE-V2 PDFMIMKANPas encore d'évaluation
- EXCEL 2010 Perfectionnement PDFDocument13 pagesEXCEL 2010 Perfectionnement PDFMIMKANPas encore d'évaluation
- Le Seuil de RentabiliteDocument4 pagesLe Seuil de RentabiliteRabiadz Souf100% (1)
- Plan de Formation Excel Avancé PDFDocument1 pagePlan de Formation Excel Avancé PDFMIMKANPas encore d'évaluation
- Biscuit PDFDocument2 pagesBiscuit PDFMIMKANPas encore d'évaluation
- Comptabilité Analytique L2 PDFDocument106 pagesComptabilité Analytique L2 PDFMIMKAN100% (1)
- La Gestion de La Relation ClientDocument4 pagesLa Gestion de La Relation ClientAyoub Tesla OuakaniPas encore d'évaluation
- PLAN D'ACTION COMMERCIALE La Feuille de Route de L'entreprise PDFDocument10 pagesPLAN D'ACTION COMMERCIALE La Feuille de Route de L'entreprise PDFMIMKANPas encore d'évaluation
- Debouch 1103Document147 pagesDebouch 1103Khalil Ben JemiaPas encore d'évaluation
- Les Bases Du Langage VBA PDFDocument70 pagesLes Bases Du Langage VBA PDFMIMKANPas encore d'évaluation
- Industrie Hoteliere Francaise en 2012 PDFDocument67 pagesIndustrie Hoteliere Francaise en 2012 PDFMIMKANPas encore d'évaluation
- L'étude Du Portefeuille ClientDocument2 pagesL'étude Du Portefeuille ClientMIMKAN100% (1)
- Comment Relancer Une Opération de Mailing PDFDocument7 pagesComment Relancer Une Opération de Mailing PDFMIMKANPas encore d'évaluation
- L'affichage Promotionnel en Allée Centrale - Perception, Mémorisation Et Performance PDFDocument153 pagesL'affichage Promotionnel en Allée Centrale - Perception, Mémorisation Et Performance PDFMIMKANPas encore d'évaluation
- Booking PDFDocument4 pagesBooking PDFMIMKANPas encore d'évaluation
- Ferrer Un Prospect en Un Coup de Fil, Tout Un Art ! PDFDocument2 pagesFerrer Un Prospect en Un Coup de Fil, Tout Un Art ! PDFMIMKANPas encore d'évaluation
- Chapitre Solubilité 2018Document22 pagesChapitre Solubilité 2018Younes AsfalouPas encore d'évaluation
- Catalogue Des Aciers 2Document54 pagesCatalogue Des Aciers 2Mohammed MoncerPas encore d'évaluation
- FR PrimetexDocument132 pagesFR PrimetexjevoisarbrePas encore d'évaluation
- AUguste Blanqui L'Éternité Par Les AstresDocument79 pagesAUguste Blanqui L'Éternité Par Les AstresYvan KalievPas encore d'évaluation
- COURS Equilibre ChimiqueDocument10 pagesCOURS Equilibre Chimiquecarlosfrancky190Pas encore d'évaluation
- Japhet 1Document4 pagesJaphet 1Japhet BAOUNDOULAPas encore d'évaluation
- 4.4.2. Hémoglobine Et Myoglobine 2014Document10 pages4.4.2. Hémoglobine Et Myoglobine 2014Ayoub LakhdariPas encore d'évaluation
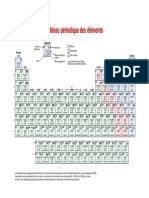
- Tableau PériodiqueDocument1 pageTableau PériodiquezoePas encore d'évaluation
- Capteurs ÉlectrochimoiquesDocument36 pagesCapteurs ÉlectrochimoiquesJean-Loïc BauchetPas encore d'évaluation
- Ductilité, Fragilité Et Transition Ductile-Fragile (Au Cœur Des Matériaux Cristallins)Document4 pagesDuctilité, Fragilité Et Transition Ductile-Fragile (Au Cœur Des Matériaux Cristallins)elie chanePas encore d'évaluation
- 1 COURS Ecotoxpartim1Document57 pages1 COURS Ecotoxpartim1Laid KhanPas encore d'évaluation
- Biologie MoléculaireDocument291 pagesBiologie Moléculairecep100% (6)
- Fiche 37 Additifs GeneralitesDocument4 pagesFiche 37 Additifs GeneralitesNabilDouadiPas encore d'évaluation
- Nos TerrainsDocument20 pagesNos Terrainsjawher.mjarchitecturePas encore d'évaluation
- Bot 134: Physiologie de La Nutrition Minérale Et de L'alimentation en Eau Chez Les VégétauxDocument4 pagesBot 134: Physiologie de La Nutrition Minérale Et de L'alimentation en Eau Chez Les VégétauxAdmi BraccPas encore d'évaluation
- Serie Cinetique Chimique 2024Document2 pagesSerie Cinetique Chimique 2024Ferdinand MbayePas encore d'évaluation
- Chapitre1 COIDocument20 pagesChapitre1 COILouisa tigrine100% (1)
- Devoir de Synthèse N°3 - Sciences Physiques - 2ème Informatique (2010-2011) MR Zwidi WalidDocument2 pagesDevoir de Synthèse N°3 - Sciences Physiques - 2ème Informatique (2010-2011) MR Zwidi WalidChihab Ghlala100% (2)
- Controle Cause Possible de L'albinismeDocument2 pagesControle Cause Possible de L'albinismedouzi nourPas encore d'évaluation
- Exposé StyrèneDocument11 pagesExposé StyrèneAymen AmeurzaimechePas encore d'évaluation
- Re12840 Re1010 FRDocument3 pagesRe12840 Re1010 FRFares SlamaPas encore d'évaluation
- Le VerreDocument26 pagesLe Verremikhailbotkine100% (1)
- G5 BiologieDocument6 pagesG5 Biologiesytry BAKATIMBEPas encore d'évaluation
- Design AmorcesDocument22 pagesDesign Amorceshollsiwasam100% (1)
- Quel Dentifrice Chez L'enfantDocument3 pagesQuel Dentifrice Chez L'enfantHanina mamiPas encore d'évaluation
- Correction Bac Blanc Février 2024 J2 (Chimie)Document3 pagesCorrection Bac Blanc Février 2024 J2 (Chimie)Julien LEMOINEPas encore d'évaluation
- Chap 0 Cours D Aerotechnique GeneralitesDocument17 pagesChap 0 Cours D Aerotechnique Generalitesqzm74l100% (1)
- TCSF ChimieDocument1 pageTCSF Chimiephonetest173Pas encore d'évaluation
- Atomistique 01Document36 pagesAtomistique 01Joan Jean Jephthé BaboPas encore d'évaluation