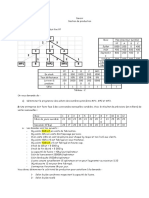
Ex TENSIOFLUX Enonce
Ex TENSIOFLUX Enonce
Télécharger au format xls, pdf ou txt
Vous aimerez peut-être aussi
- DOSSETUDCASSEDNEMDocument19 pagesDOSSETUDCASSEDNEMSouhayl MsaadiPas encore d'évaluation
- Dimensionnement de La Structure Mécanique D 'Un Pont RoulantDocument121 pagesDimensionnement de La Structure Mécanique D 'Un Pont RoulantElmehdi Elmessaoudi100% (2)
- Exercice Tracto: Semaines 1 2 3 4 5 6 7 8 9 Demande 50 40 70 20 50Document2 pagesExercice Tracto: Semaines 1 2 3 4 5 6 7 8 9 Demande 50 40 70 20 50BoboPas encore d'évaluation
- Tensioflux CDocument1 pageTensioflux COsman KanthePas encore d'évaluation
- Chapitre SMEDDocument32 pagesChapitre SMEDAnoir Akkari100% (1)
- Examen DS MO1 - Octobre 2014Document3 pagesExamen DS MO1 - Octobre 2014eyasayari216100% (1)
- Questions 3eme EM: X X X X XDocument4 pagesQuestions 3eme EM: X X X X XByVectaz HDPas encore d'évaluation
- Distribution - Cours - Partie 2Document22 pagesDistribution - Cours - Partie 2Imane Salam Labass BouazaPas encore d'évaluation
- Corrigé DS GPS ENIT 3AGM Nov19 Ex2Document21 pagesCorrigé DS GPS ENIT 3AGM Nov19 Ex2Oumaima Ben SaidPas encore d'évaluation
- Exercice MRP 2021Document4 pagesExercice MRP 2021ngoranPas encore d'évaluation
- Chapitre 3 CSI 2019-2020 PDFDocument29 pagesChapitre 3 CSI 2019-2020 PDFBilel ChouayaPas encore d'évaluation
- Dossetudcassednem 2Document19 pagesDossetudcassednem 2El Ghazouani OumaymaPas encore d'évaluation
- 1.CH4 - Organisation D'un Atelier - LayoutDocument31 pages1.CH4 - Organisation D'un Atelier - Layoutgono playerPas encore d'évaluation
- Exam Gestion de La Productionet Maintenance - BlancDocument7 pagesExam Gestion de La Productionet Maintenance - BlancybenguennyPas encore d'évaluation
- Copie de TD - Chap2Document4 pagesCopie de TD - Chap2James ScottPas encore d'évaluation
- Ordonncement 2021 2022 Chapitre 1Document57 pagesOrdonncement 2021 2022 Chapitre 1Rä Høuba100% (1)
- Devoir G. Production 2 GM2 2021Document3 pagesDevoir G. Production 2 GM2 2021Erraji HichamPas encore d'évaluation
- Le Cas Picaso: Utilisation de PréludeDocument8 pagesLe Cas Picaso: Utilisation de PréludeAyoub RiahiPas encore d'évaluation
- M. TEPE Armand Ledoux Supply Chain Manager: Application 1Document7 pagesM. TEPE Armand Ledoux Supply Chain Manager: Application 1Dany Armand100% (1)
- Formation PréludeDocument61 pagesFormation PréludeBadr KaakouaPas encore d'évaluation
- TD OrdonnancementDocument5 pagesTD OrdonnancementImèn JndoubiPas encore d'évaluation
- Soir Management Achat Et Evaluation Des FournisseursDocument86 pagesSoir Management Achat Et Evaluation Des FournisseursGédéon AkradjiPas encore d'évaluation
- TD1 Programmation LinèaireDocument4 pagesTD1 Programmation LinèaireWiem Ben RomdhanePas encore d'évaluation
- Exercices CapaciteDocument8 pagesExercices Capaciteaudrey mappyPas encore d'évaluation
- Simu BanqueDocument18 pagesSimu BanqueLouis OlivePas encore d'évaluation
- Examen Production GM2 20-21Document4 pagesExamen Production GM2 20-21Hamza BNPas encore d'évaluation
- Exerciceachats1 2Document20 pagesExerciceachats1 2Youssef AlamiPas encore d'évaluation
- Exercice MetalarmDocument2 pagesExercice MetalarmTCHAMADEU SEVERINPas encore d'évaluation
- Chapitre I Generalites Typologies FluxDocument8 pagesChapitre I Generalites Typologies FluxMahdi Allani100% (2)
- 4A GI-GL-Logistique Globale Et Chaine de Valeur - AMELLALDocument131 pages4A GI-GL-Logistique Globale Et Chaine de Valeur - AMELLALLévitique Le GrandPas encore d'évaluation
- Etudes de Cas ApprovisionnementDocument12 pagesEtudes de Cas ApprovisionnementKhalid ElaajjanePas encore d'évaluation
- Chapitre 2 - Gestion Des StocksDocument99 pagesChapitre 2 - Gestion Des Stockshafedh.shiriPas encore d'évaluation
- IntroductionDocument8 pagesIntroductionsara0% (1)
- Corrigés Capacité Charge ENIT Oct21Document20 pagesCorrigés Capacité Charge ENIT Oct21Oumaima Ben SaidPas encore d'évaluation
- TP 1: Introduction À La Simulation: Matiere: Conception Des Systemes de ProductionDocument6 pagesTP 1: Introduction À La Simulation: Matiere: Conception Des Systemes de ProductionEntissar BoukhariPas encore d'évaluation
- Chap3 - Ordonnancement en Ateliers SpécialisésDocument72 pagesChap3 - Ordonnancement en Ateliers Spécialisésjon kong100% (1)
- Distribution Cours Lahlou 021022Document31 pagesDistribution Cours Lahlou 021022Salma Delami0% (1)
- Chapitreiii: La Gestion de La Capacité Et Des FluxDocument18 pagesChapitreiii: La Gestion de La Capacité Et Des FluxBilel ChouayaPas encore d'évaluation
- 9614 Corrige UTBM Gestion-De-Production-Et-Des-Stocks 2006 IMAPDocument2 pages9614 Corrige UTBM Gestion-De-Production-Et-Des-Stocks 2006 IMAPjacques EDOHPas encore d'évaluation
- Quiz LogistiqueDocument8 pagesQuiz LogistiqueFatima Zohra ManiarPas encore d'évaluation
- Cours D - Introduction à - La Gestion Industrielle PDFDocument68 pagesCours D - Introduction à - La Gestion Industrielle PDFSouha TouilPas encore d'évaluation
- Le Calcul Des Besoins NetsDocument19 pagesLe Calcul Des Besoins NetsIliass MesbahPas encore d'évaluation
- TD 1-M2oDocument3 pagesTD 1-M2oAbdelkhalek SaidiPas encore d'évaluation
- Séance: 5 La Planification Des Opérations Et de La ProductionDocument36 pagesSéance: 5 La Planification Des Opérations Et de La ProductionAmina BoukhariPas encore d'évaluation
- Exercices Approvisionnement1Document2 pagesExercices Approvisionnement1aichaaallam216Pas encore d'évaluation
- Corrigé Du TD 5 2020Document23 pagesCorrigé Du TD 5 2020Sana JsPas encore d'évaluation
- TD2 GPDocument8 pagesTD2 GPDEBBAGH KHALIDPas encore d'évaluation
- GmaoDocument10 pagesGmaohamza elgarragPas encore d'évaluation
- Exercice OrdoDocument3 pagesExercice OrdoFatima-ezzahrae BardouniPas encore d'évaluation
- Dav CDocument5 pagesDav COusmanePas encore d'évaluation
- Annales Concours Agent de Maitrise 2019 Corrige Cas Pratique Logistique Securite Int Ext 3e 09062020Document5 pagesAnnales Concours Agent de Maitrise 2019 Corrige Cas Pratique Logistique Securite Int Ext 3e 09062020kpokroarnaudPas encore d'évaluation
- TD 1 Capacités Et ChargesDocument3 pagesTD 1 Capacités Et ChargesOumaima CaidPas encore d'évaluation
- Devoir Gest Prod SC 2015-2016Document2 pagesDevoir Gest Prod SC 2015-2016samirPas encore d'évaluation
- Suivi de StockDocument2 pagesSuivi de StockIlham ElAmraouiPas encore d'évaluation
- CorrigésDocument17 pagesCorrigésqdqsdsqPas encore d'évaluation
- Compte Rendu TP GPAO Le Cas FabricDocument35 pagesCompte Rendu TP GPAO Le Cas FabricSiwar AbbesPas encore d'évaluation
- Les Outils de Gestion: RésuméDocument13 pagesLes Outils de Gestion: RésuméMed Ali MaatougPas encore d'évaluation
- 02-81 Cas LazurexDocument16 pages02-81 Cas LazurexKOUAMI DONKEE GBOLOHAPas encore d'évaluation
- TD Programmation Lin Aire 2022 - 2023Document5 pagesTD Programmation Lin Aire 2022 - 2023SåmßãtråPas encore d'évaluation
- 30 Mensonges sur l'Argent: Libérez votre vie – Libérez votre argentD'Everand30 Mensonges sur l'Argent: Libérez votre vie – Libérez votre argentPas encore d'évaluation
- TD 3 - Systèmes EmbarquésDocument4 pagesTD 3 - Systèmes EmbarquésRAZIQ YOUSSEFPas encore d'évaluation
- Expose 3 MCDocument54 pagesExpose 3 MCRAZIQ YOUSSEFPas encore d'évaluation
- TP GPDocument4 pagesTP GPRAZIQ YOUSSEFPas encore d'évaluation
- TD Cartographie Processus SMQDocument15 pagesTD Cartographie Processus SMQRAZIQ YOUSSEF100% (1)
- Document 11Document1 pageDocument 11RAZIQ YOUSSEFPas encore d'évaluation
- TP AccessDocument7 pagesTP AccessRAZIQ YOUSSEFPas encore d'évaluation
- Robotique IndustrielleDocument21 pagesRobotique IndustrielleRAZIQ YOUSSEFPas encore d'évaluation
- Matrice JacobienneDocument9 pagesMatrice JacobienneRAZIQ YOUSSEFPas encore d'évaluation
- Chapitre2 2324Document43 pagesChapitre2 2324RAZIQ YOUSSEFPas encore d'évaluation
- Ligne FabricationDocument48 pagesLigne FabricationRAZIQ YOUSSEFPas encore d'évaluation
- Reg Td2 Parie1Document1 pageReg Td2 Parie1RAZIQ YOUSSEFPas encore d'évaluation
- Ligne FabricationDocument52 pagesLigne FabricationRAZIQ YOUSSEFPas encore d'évaluation
- Devoir 5 - BisDocument1 pageDevoir 5 - BisRAZIQ YOUSSEFPas encore d'évaluation
- Cours 03 23 24Document76 pagesCours 03 23 24RAZIQ YOUSSEFPas encore d'évaluation
- TP Régulation L3Document22 pagesTP Régulation L3RAZIQ YOUSSEFPas encore d'évaluation
- Ligne FabricationDocument50 pagesLigne FabricationRAZIQ YOUSSEFPas encore d'évaluation
- Série Corrigée de Révision - Math - Probabilites - Bac Toutes Sections (2015-2016) MR Bouzouraa ChaoukiDocument6 pagesSérie Corrigée de Révision - Math - Probabilites - Bac Toutes Sections (2015-2016) MR Bouzouraa ChaoukiRAZIQ YOUSSEFPas encore d'évaluation
- Img 4066Document1 pageImg 4066RAZIQ YOUSSEFPas encore d'évaluation
- Devoir 6Document1 pageDevoir 6RAZIQ YOUSSEFPas encore d'évaluation
- Devoir de Révision N°2 2ème Semestre - Math - Bac Sciences Exp (2018-2019) MR Bechir FehriDocument8 pagesDevoir de Révision N°2 2ème Semestre - Math - Bac Sciences Exp (2018-2019) MR Bechir FehriRAZIQ YOUSSEFPas encore d'évaluation
- Usage Générale Des Produits ChimiquesDocument5 pagesUsage Générale Des Produits ChimiquesChahid ChokPas encore d'évaluation
- FEM 9 832 FrenchDocument62 pagesFEM 9 832 FrenchMejda KPas encore d'évaluation
- Consignation D'un NavireDocument76 pagesConsignation D'un NavireRavaka Harivololona Andrianaivojaona100% (3)
- Cours - Metropolisation, LittoralisationDocument6 pagesCours - Metropolisation, Littoralisationmohamadali20075maatoukPas encore d'évaluation
- AFOUN Sara+AMARA El Alia - 035 - Copie (2) - CopieDocument115 pagesAFOUN Sara+AMARA El Alia - 035 - Copie (2) - CopieAhcene BedouhenePas encore d'évaluation
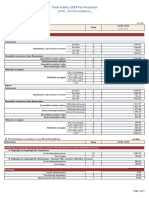
- Tarifs Publics 2024 Par Prestation - DTCR - Port de CasablancaDocument4 pagesTarifs Publics 2024 Par Prestation - DTCR - Port de CasablancaSody JamalPas encore d'évaluation
- Pont Bascules 2021 FR Metro NPDocument128 pagesPont Bascules 2021 FR Metro NPmiloudassam7Pas encore d'évaluation
- Dellion Theme2 Chap2 Metropolisation Littoralisation Des Espaces Productifs Et Accroissement Des FluxDocument28 pagesDellion Theme2 Chap2 Metropolisation Littoralisation Des Espaces Productifs Et Accroissement Des Fluxthewolfy.multigamingPas encore d'évaluation
- Le Regime TirDocument6 pagesLe Regime TirYoussef ElhaouariPas encore d'évaluation
- Curriculum - Abossolo Fne L02-2016-0145 KribiDocument5 pagesCurriculum - Abossolo Fne L02-2016-0145 Kribilord ArnoldPas encore d'évaluation
- Memoire de STAGE DE RAHIMA KAYAD PDFDocument39 pagesMemoire de STAGE DE RAHIMA KAYAD PDFMoussa Idriss AliPas encore d'évaluation
- Inspection Des Conteneurs Du 15 03 2021Document1 pageInspection Des Conteneurs Du 15 03 2021nasriPas encore d'évaluation
- TD de Gestion D'Entrepot: 1500 X 38 20 16 65 1000 Y 44 22 27 2000 Z 31 55 1700 V 49 1800 WDocument6 pagesTD de Gestion D'Entrepot: 1500 X 38 20 16 65 1000 Y 44 22 27 2000 Z 31 55 1700 V 49 1800 WStephane DilibaPas encore d'évaluation
- TP Conteneurs Et SécuritéDocument5 pagesTP Conteneurs Et Sécuritém11ops 1Pas encore d'évaluation
- Messi Ndjomo.Document38 pagesMessi Ndjomo.abe66914Pas encore d'évaluation
- MLOG1Ch2 - Lexploitation - 20-21geoDocument74 pagesMLOG1Ch2 - Lexploitation - 20-21geoUmut CanPas encore d'évaluation
- Travail D'exposeDocument23 pagesTravail D'exposeRolland MawounasPas encore d'évaluation
- Yefsah NabilaDocument142 pagesYefsah NabilaYu Kou LanPas encore d'évaluation
- TP ArenaDocument28 pagesTP ArenaAbdo Chakti100% (2)
- Chapitre 3 Le Transport InternationalDocument22 pagesChapitre 3 Le Transport InternationalsmatiPas encore d'évaluation
- Arrete TMD ConsolideDocument100 pagesArrete TMD Consolideserge.pungwePas encore d'évaluation
- LOG PortuaireDocument15 pagesLOG PortuaireYoussef OuadoudPas encore d'évaluation
- Dessmarchdanger 130715121707 Phpapp01 PDFDocument80 pagesDessmarchdanger 130715121707 Phpapp01 PDFHermod Jessia BefourouackPas encore d'évaluation
- Vandame Marie La Securite Dans Lexploitation Des Porte-ConteneursDocument96 pagesVandame Marie La Securite Dans Lexploitation Des Porte-ConteneursSlimani AichaPas encore d'évaluation
- L'Efficience Et La Productivité Comme Indicateurs de Mesure de La PerformanceDocument12 pagesL'Efficience Et La Productivité Comme Indicateurs de Mesure de La Performancezineb atertaPas encore d'évaluation
- Le Transport MaritimeDocument41 pagesLe Transport MaritimeBakissPas encore d'évaluation
- Commerce International: Année Universitaire: 2020/2021Document13 pagesCommerce International: Année Universitaire: 2020/2021Ayoub Er-refaiPas encore d'évaluation
- MOD 13 Gestion de Flux AvionnéDocument34 pagesMOD 13 Gestion de Flux AvionnéBoutaina ElyahyaouiPas encore d'évaluation
- Soute 59Document7 pagesSoute 59balla mohamadouPas encore d'évaluation