
Elektronstrålesveising, smeltesveisemetode der varmekilden er en strøm av elektroner som avgir sin bevegelsesenergi som termisk energi (varme) på sveisestedet. Elektroner fra glødekatoden i en elektronkanon akselereres til 0,3–0,7 ganger lysets hastighet i spenningsfallet mellom katoden og anoden. Ved hjelp av en elektromagnetisk linse fokuseres strålen i et ca. 0,5 mm stort brennpunkt på arbeidsstykket. Høye effekttettheter opp mot 105 w/mm2 kan oppnås og fører til at metallet smelter og delvis fordamper på treffstedet.
elektronstrålesveising
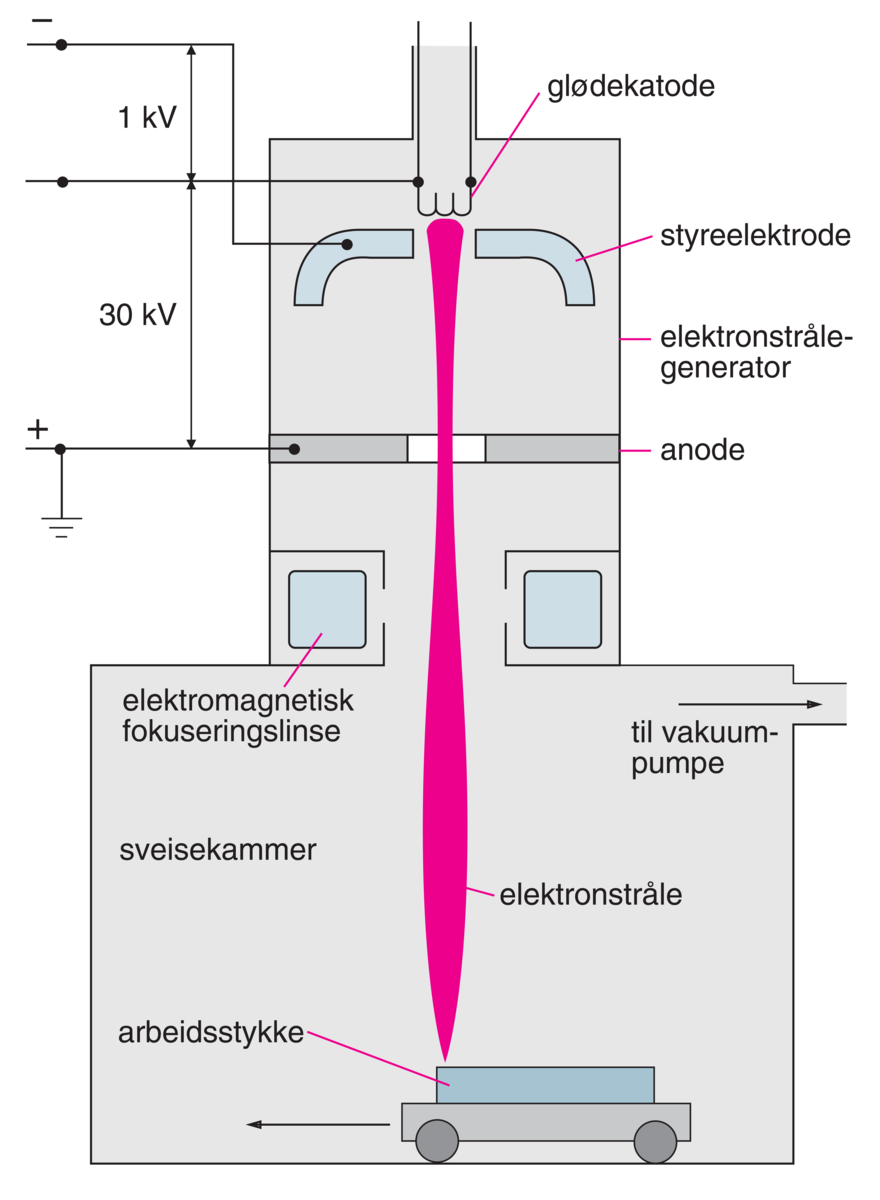
Elektronstrålesveising. Prinsippskisse.
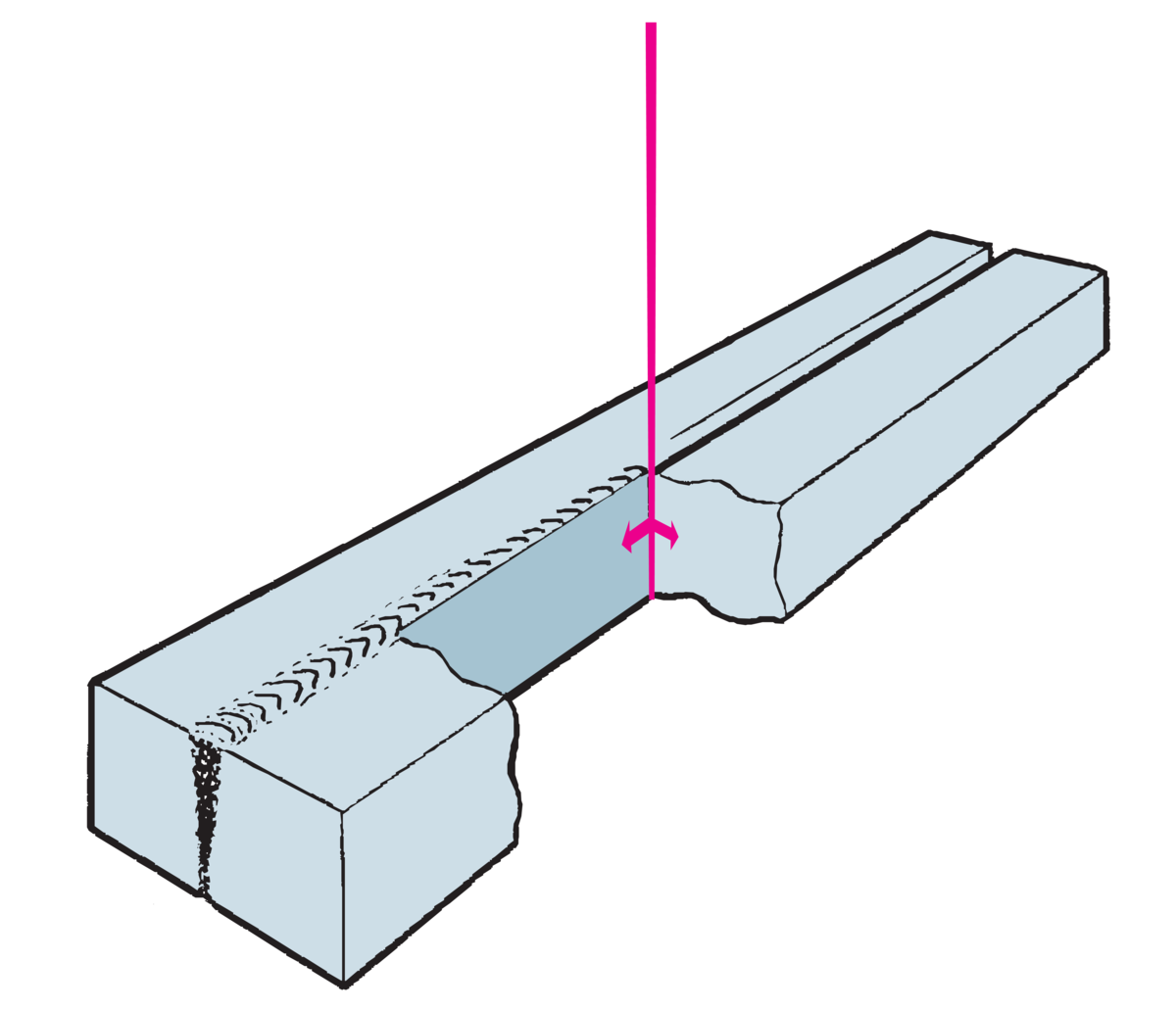
Elektronstrålesveising. Snitt i arbeidsstykket ved elektronstrålesveising.
Anvendelse
Normalt er såvel elektronkanon som arbeidstykke innbygd i et vakuumkammer som holder et trykk på 10–4 til 10–5 mbar. Den meget høye effektkonsentrasjonen på sveisestedet gjør at varmetapene til arbeidsstykket og omgivelsene under sveising blir små, og et karakteristisk trekk ved elektronstrålesveising er at den kan forbinde opp mot 300 mm tykke seksjoner og samtidig opprettholde en svært smal varmepåvirket sone.
Tilsettmateriale er vanligvis ikke nødvendig. Resultatet er små termiske kastninger, og metoden er derfor godt egnet til sammenbygging av ferdig maskinerte komponenter til større enheter, eksempelvis i bilindustrien, og ellers til presisjonsveising av instrumenter og deler i fly og romfart.
Her teller det også at sveisestedet er vakuumbeskyttet mot atmosfærisk påvirkning. Mange forskjellige metaller, legeringer og keramer kan sveises, også reaktive metaller som tantal, niob, titan og wolfram i avanserte konstruksjoner som er vanskelige å håndtere med regulære metoder.
Utfordringer ved elektronstrålesveising
En ulempe ved elektronstrålesveising er at de store vakuumkamrene er plasskrevende, videre at det tar tid å evakuere dem. Selv om selve sveisingen går raskt, er en evakueringstid på anslagsvis én time hver gang et nytt arbeidstykke skal inn i kammeret, svært forstyrrende for produktiviteten.
En ny type lav-vakuum eller ikke-vakuum maskiner er utviklet i de siste 30–40 år. Elektronkanonen må fortsatt arbeide i høyvakuum, men etter å ha passert fokuseringslinsen, går elektronstrålen gjennom linjerettede dyser i et slusesystem bestående av flere små, individuelt evakuerte kamre, der trykket økes i trinn opp til ca. 1 bar. I siste trinn kan helium tilføres. Med sine lette atomer reduserer helium atmosfæretapene og gir dessuten beskyttelse til smeltebadet. Elektronstrålen er mindre konsentrert enn i vakuummaskiner, og godstykkelsen for full penetrering er mindre. Metoden er i utstrakt bruk i bilindustrien og annen masseproduksjon i USA.
Kommentarer
Kommentarer til artikkelen blir synlig for alle. Ikke skriv inn sensitive opplysninger, for eksempel helseopplysninger. Fagansvarlig eller redaktør svarer når de kan. Det kan ta tid før du får svar.
Du må være logget inn for å kommentere.