Renewable and Sustainable Energy Reviews 41 (2015) 745–761
Contents lists available at ScienceDirect
Renewable and Sustainable Energy Reviews
journal homepage: www.elsevier.com/locate/rser
Demineralization of low grade coal – A review
Pratima Meshram, B.K. Purohit, M.K. Sinha, S.K. Sahu, B.D. Pandey n
Metal Extraction & Forming Division, CSIR – National Metallurgical Laboratory, Jamshedpur 831007, India
art ic l e i nf o
a b s t r a c t
Article history:
Received 13 December 2013
Received in revised form
10 August 2014
Accepted 26 August 2014
World over large reserves of low grade coals are available. The use of low-grade coal in various industries
like power plants, metallurgical plants, cement units, etc. creates environmental pollution because of
generation of large amount of solid and gaseous pollutants. Therefore, it is of paramount importance to
clean the coal before its utilization. A number of upgrading technologies are being followed to produce
clean coal. The current paper reviews demineralization/desulfurization of coals containing high ash and/or
sulfur by physical, microwave, bio- and chemical beneficiation methods. Physical beneficiation of coal is
not very effective in separation of the finely dispersed minerals, whereas microwave processing requires
lesser time but is not favoured energetically. Bio-processing is mainly used for the desulfurization of high
sulfur coal, although it is usually slow and requires long incubation period. Chemical beneficiation uses
expensive reagents and leads to the generation of large amount of wastewater which is to be purified
before discharge. Thus, a combined approach consisting of physical beneficiation followed by chemical
cleaning of coal appears to have a potential for significant reduction of ash with less investment while
generating less amount of wastewater.
& 2014 Elsevier Ltd. All rights reserved.
Keywords:
Coal
Ash
Demineralization
Physical beneficiation
Chemical beneficiation
Sulfur
Contents
1.
2.
3.
4.
5.
n
Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1.
Coal formation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2.
Coking and non-coking coals . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3.
Mineral matters in coal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.
Global coal scenario. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.5.
Characteristics of Indian coals. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.6.
Demineralization/desulfurization of coals . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Physical beneficiation of coal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.
Gravity separation techniques. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.2.
Froth flotation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.3.
Oil agglomeration . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.4.
Magnetic separation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.5.
Electro-static separation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.6.
Microwave processing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.7.
Dry fluidization . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.8.
Limitations of physical beneficiation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Bio-processing of coal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Chemical beneficiation of coal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1.
Acid leaching . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2.
Alkali leaching . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.
Leaching of coal with alkali followed by acid . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Corresponding author. Tel.: þ 91 657 2345242; fax: þ 91 657 2345213.
E-mail address: bd_pandey@yahoo.co.uk (B.D. Pandey).
http://dx.doi.org/10.1016/j.rser.2014.08.072
1364-0321/& 2014 Elsevier Ltd. All rights reserved.
746
746
746
747
748
748
749
749
749
750
751
751
752
752
753
754
754
755
755
757
758
758
�746
P. Meshram et al. / Renewable and Sustainable Energy Reviews 41 (2015) 745–761
Acknowledgements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 759
References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 759
1. Introduction
Coal is the single largest fossil energy source used world-wide
and is possibly the largest contributor to the industrial growth [1].
Coal plays a key role in electricity generation and is input to most
iron and steel production, and cement units. As estimated by the
World Coal Association, 70% of the world's steel production is
based on coal and 41% of the world electricity generation is
through coal [2]. The full utilization of coal as a resource has been
limited by the presence of high levels of ash and sulfur in its major
deposits. Because of the world energy crisis, rising price of crude
oil and natural gas, and gradual depletion of high-quality coal
reserves of the world, demineralization and/or desulfurization of
low-grade coals to obtain environmentally acceptable clean fuels
has attracted greater attention. Considering the limited reserves of
petroleum and natural gas, eco-conversion restriction on hydroelectric projects and geo-political perception of nuclear power,
coal will continue to occupy the center stage of global energy
scenario [3]. Particularly in India about 55% of the current total
commercial energy is met by coal and more than 75% of noncoking coal is used for power generation [4].
1.1. Coal formation
Coal goes through several changes during formation. Coal
forms in swampy areas as a result of the decay of plants in the
absence of oxygen. Biochemical changes produced by bacteria
release oxygen, hydrogen and hence carbon content is concentrated. Coal beds consist of altered plant remains. When forested
swamps die, they sink below the water and begin the process of
coal formation. In swamp where coal forms, other sediments such
as sand, clay and silt may also deposit. The weight of the sediment
compresses the underlying organic matter. Due to the increase in
pressure with time, impurities and moisture are squeezed out
leaving a high carbon concentration.
There are four stages of formation of coal: peat, lignite, bituminous and anthracite. These stages depend upon the conditions
under which the plant remains were subjected after they were
buried – greater the pressure and heat, higher the rank of coal.
Higher-ranking coal is denser and contains less moisture and gases,
and has a higher heat value than lower-ranking coal (Table 1).
Peat, the first stage of formation of coal, contains a lot of water
and has a fibrous, soft and spongy texture. The water content must
be dried before its use as a source of heat/energy and it burns with a
long flame and smoke, therefore it is generally not advised for
industrial purposes. Subsequent burial of the peat results in the
decrease of water content. This process normally extinguishes
bacterial activity, and as temperature rises with increasing depth
of burial the coalification processes begin to transform the peat to
brown coal, then lignite, sub-bituminous and bituminous coal, and
finally to anthracite. Lignite is dark brown in color and contains
traces of plants. It is used only if no other source of fuel is available.
Bituminous coal also known as soft coal with no remains of plant
material is used greatly in industries as a source of fuel. Anthracite
or hard coal is the final stage in coal formation and is formed due to
high temperature and pressure. This type of coal has the texture of a
rock and has some luster. It produces small flame and little smoke.
Coal may be classified into scientific and commercial category
relating the ultimate and proximate analysis, respectively. Out of
the classification suggested by International Organization for
standardization (ISO), ASTM and British Standard Institution
(BSI), the most accepted one is by ASTM which is based on the
proximate analysis to designate the rank and grade of coal [9].
1.2. Coking and non-coking coals
Coking coals are used for production of coke which is used in
steel industries and non-coking coals are required for thermal
power plants for steam production. Coking coals are hard porous
substance that comprises about 90% carbon with the balance being
ash (non-combustible material), volatile matter and other impurities such as sulfur and phosphorus. When coking coal is heated
in absence of air, it leaves a solid coherent residue possessing
metallic greyish luster and has the physical and chemical properties of the coke. The non-coking coals also leave solid coherent
residue, but may not be suitable for manufacture of coke. This coal
may form a coke but it will not meet the physical and chemical
properties as laid down by the steel industry. It can be used in the
reduction of metallic oxides to metals.
Coking coals are those coals that soften, swell and then solidify
as they are heated through the temperature range 350–550 1C. By
definition these coals all have a low ash content (1–10%), low
permeability as determined by inherent moisture, moderate vitrinite content (to provide volatile matter) and volatile matter in the
range 18–45%. The reflectance of the maceral vitrinite is also used
as a measure of coals suitability for coking. Reflectance measures
the amount of light that is reflected from a polished piece of
vitrinite and for coking coals it is in the range 0.6–1.8% (range of
bituminous coals). The coals with the lowest reflectance have the
lowest rank and the highest volatile matter.
Table 1
Stages in coal formation and their properties [5].
Coalification
stage
Moisturea
(%)
Volatile
matterb
(%)
Carbon
contentb
(%)
Calorific
valuea
(kcal/kg)
Oxygen
contentb
(%)
Peat
Lignite
� 75
35–55
69–63
63–53
o 60
65–70
4 23
23
Sub-bituminous C
30–38
53–50
70–72
Sub-bituminous B
25–30
50–46
72–74
Sub-bituminous A
18–25
46–42
74–76
High volatile
bituminous C
High volatile
bituminous B
High volatile
bituminous A
Medium volatile
bituminous
Low volatile
12–18
46–42
76–78
10–12
42–38
78–80
8–10
38–31
80–82
8–10
31–22
82–86
8–10
22–14
86–90
Semi-Anthracite
8–10
14–8
90
Anthracite
7–9
8–3
92
Meta-Anthracite
7–9
8–3
4 92
3500
4000–
4200
4200–
4600
4600–
5000
5000–
5500
5500–
5900
5900–
6300
6300–
7000
7000–
8000
8000–
8600
7800–
8000
7600–
7800
7600
a
b
As received basis.
Dry ash free basis.
20
18
16
12
10
8
4
3
3.5
4.5
5
�747
P. Meshram et al. / Renewable and Sustainable Energy Reviews 41 (2015) 745–761
Table 2
Requirements of coal quality for various plants / industries [6].
Characteristics Metallurgical
grade
Sponge
iron plant
Thermal
power plant
Cement industries
[IS 12770:1989]
Moisture
Volatile
matter
Ash
Max. 10%
20–35%
6%
Min. 30%
Max. 8–12%
Min. 19%
Max. 8%
Min. 24%
Should be
� 10%
Max. 0.6%
–
22–25%
Max. 34%
Max. 24–27%
Max. 1.0%
25þ 3
Max. 0.8%
Max. 250
Max. 0.8%
Max. 250
Sulfur
Size, mm
At present all coking coals are processed in India to meet the
specification of steel sector with a cut-off grade of 16–17% ash
content. The middlings of the process is sent to the power plant.
Apart from being used as an energy source for generating
electricity, coal is also used in various other industries and
manufacturing plants for the production of coke, cement, paper,
syngas (synthetic gas) and chemicals. Coal is also used as a house
hold fuel. The coal quality requirements for various plants/industries are given in Table 2.
1.3. Mineral matters in coal
Coal generally incorporates various amounts of mineral matter
as impurity. The presence of mineral matter adversely affects most
aspects of coal utilization and processing. Mineral matter is the
inert solid material in the coal which remains behind in a slightly
altered form as ash after coal combustion. The mineral matter finds
its way into the peat bed during the formation of the coal
(syngenetic) and can be included during mining in terms of roof
and floor inclusions. Table 3 summarizes the minerals commonly
occurring in coals. Mineral matter can be divided into either
inherent or extraneous mineral matter. Liberated minerals which
are not attached or included in the organic component are classified
as adventitious or excluded, whereas minerals that are surrounded
by or included in an organic matrix, are classified as inherent or
included minerals. Clays, quartz, carbonate and pyrite group of
minerals are examples of inherent mineral matter. Extraneous
mineral matter occurs as partings and lenses in the coal seam as
well as shale, sandstones and intermediate rocks introduced during
the mining of the coal bed. In addition to the above, pyrite, ankerite
and calcite can exist in the form of extraneous mineral matters
which are deposited in the coal seam after its formation.
Ash is generally well intermixed into the coal structure and
hence coal washing using physical methods can remove it to a
limited extent, although it might be necessary for some industrial
application. The high ash content also leads to technical difficulties
for utilizing the coal, and is coupled with lower efficiency and
higher costs of power plants. Some specific problems with high
ash content in coal include high ash disposal requirements,
corrosion of boiler walls, fouling of economizers and high fly ash
emissions [8]. Some disadvantages of the use of coal as fuel with
respect to gas and liquid fossil fuels are due to the slagging and
fouling in the combustion chamber, and to the emissions of toxic
particulate matter, trace metals and SO2.
Macerals: Macerals are the fragmentary organic remains of
plants that died. Due to exposure to the heat and partial decay in
the crust of the earth through time they are altered to peat, and
are subsequently converted to the final state in the coal. The
carbonaceous/combustible fraction of coal is made up of macerals
which consist of more than half of the coal mass.
Maceral content of coal is measured by the reflected light method.
When direct light is applied to the polished coal surface each maceral
reflects characteristic amounts of light. It is generally granted that the
Table 3
Mineral matters in coal [7].
Mineral
Group
Mineral idealized formula
Clay
Kaolinite
Muscovite
Illite
Smectite
Al2SiO5(OH)4
KAl2(Si3Al)O10(OH)2
K1–1.5Al4[Si6–7Al1–1.5O20](OH)4
(Na,Ca � nH2O)(Al2yMgy)(OH)2(Si2xAlx)O10
Oxides
Quartz
Rutile
Anatase
SiO2
TiO2
Carbonates
Calcite
Aragonite
Dolomite
Ankerite
Siderite
Rhodochrosite
CaCO3
Orthoclase
Microcline
Plagioclase
KAlSi3O8
Scapolite
Analcime
NaAlSi2O6 � H2O
Sulfides
Pyrite
Marcasite
FeS2
Phosphates
Apatite
Crandallite
Gorceixite
Goyazite
Ca5(PO4)3(F, Cl, OH)
CaAl3(PO4)2(OH)5 � H2O
BaAl3(PO4)2(OH)5 � H2O
SrAl3(PO4)2(OH)5 � H2O
Sulfates
Gypsum
Alunite
Jarosite
CaSO4 � 2H2O
KAl3(SO4)2(OH)6
KFe3(SO4)2(OH)6
Feldspars
CaMg(CO3)2
Ca(FeMg)CO3
FeCO3
MnCO3
Na[AlSi3O8]–Ca[Al2Si2O8]
reflectance of the macerals increases with the increasing rank of the
coal, but there has been some controversy as to whether the increase
occurs in a series of sudden jumps at certain ranks, or is a continuous
change process. Reflectance measurements are an objective method
to classify the petrographic constituents of the coal.
Transmitted-light technique is another method of determining
the petrographic composition of coal. The transmitted light technique has not been as widely adopted as the reflected-light
technique, possibly because of the difficulties encountered in
performing the required thin-section preparation and analysis.
The groups of macerals in coals are vitrinite, inertinite, exinite
(liptinite), etc. Vitrinite macerals are in the humic fraction of coal
wall substances. A woody texture and brown color characterize
vitrinites in coals of early metamorphic stages. Bituminous lowrank vitrinites show color from buff and cream to yellow, tan and
pale orange red; in vertically incident light, they appear gray and
have less than 5% reflectance. Vitrinite of intermediate rank are tan,
orange red, reddish brown, and deep red, and they reflect 0.5–2.5%
of vertically incident light. High-rank vitrinites in anthracites are
opaque and have a reflectance of 2.5–6%.
Inertinite (Fusinite) macerals are from the charcoal like fraction of
coal and are produced by rapid charging and alteration of all wall
material. They appear white in vertical incident light and opaque in
thin section. Exinite (liptinite) macerals are derived from waxy
secretions such as plant cuticles and spore, and pollen exines. In very
high rank coals, they have the same optical properties as vitrinite or
they disappear. In low to intermediate rank coals, they are yellow in
thin section and dark gray to black in the medium range.
The best coke forming maceral is vitrinite. It is relatively inert
in anthracite and it will neither cake nor soften in the low-rank
and high volatile coals. But, if the volatile matter content of the
coal is from � 19% to 33%, vitrinite is responsible for the actual
coking properties. Coking coals usually have characteristic contents of vitrinite, inertinite and exinite [10].
�748
P. Meshram et al. / Renewable and Sustainable Energy Reviews 41 (2015) 745–761
Table 4
Proven recoverable coal reserves (in million tons) [11].
Country
Anthracite and
Bituminous
SubLignite
bituminous
United States
Russia
China
Australia
India
Germany
Ukraine
Kazakhstan
South Africa
Serbia
Colombia
Canada
Poland
Indonesia
Brazil
Greece
Bosnia and
Herzegovina
Mongolia
Bulgaria
Pakistan
Turkey
Uzbekistan
Hungary
Thailand
Mexico
Iran
Czech Republic
Kyrgyzstan
Albania
North Korea
New Zealand
108,501
49,088
62,200
37,100
56,100
99
15,351
21,500
30,156
9
6366
3474
4338
1520
0
0
484
98,618
97,472
33,700
2100
0
0
16,577
0
0
361
380
872
0
2904
4559
0
0
1170
2
0
529
47
13
0
860
1203
192
0
0
300
33
0
190
166
0
0
439
0
300
0
0
0
0
300
205
Spain
Laos
Zimbabwe
Argentina
All others
World total
200
4
502
0
3421
404,762
300
0
0
0
1346
260,789
Table 5
Indian coal reserves in different states/coalfield as on 2011 (million tons) [13].
Total
% of the
World
30,176
10,450
18,600
37,200
4500
40,600
1945
12,100
0
13,400
0
2236
1371
1105
0
3020
2369
237,295
157,010
114,500
76,400
60,600
40,699
33,873
33,600
30,156
13,770
6746
6528
5709
5529
4559
3020
2853
22.6
14.4
12.6
8.9
7.0
4.7
3.9
3.9
3.5
1.6
0.8
0.8
0.7
0.6
0.5
0.4
0.3
1350
2174
1904
1814
1853
1208
1239
51
0
908
812
794
0
333–
7000
30
499
0
500
846
195,387
2520
0.3
2366
0.3
2070
0.3
2343
0.3
1900
0.2
1660
0.2
1239
0.1
1211
0.1
1203
0.1
1100
0.1
812
0.1
794
0.1
600
0.1
571–
0.1
15,000
530
0.1
503
0.1
502
0.1
500
0.1
5613
0.7
860,938 100
1.4. Global coal scenario
Globally, coal resources have been estimated at over 861 billion tons (BT) [11]. Of the three fossil fuels, coal has the most
widely distributed reserves and is mined in over 100 countries.
The largest reserves are found in the United States, Russia, China,
Australia and India [Table 4]. China, which is only number four in
reported reserves, is by far the top producer, almost twice as big as
the USA which has twice as much reported deposits. As reported
by Geological Survey of India (GSI), Central Mine Planning and
Design Institute Limited (CMPDI) and other agencies, India has
286 BT coal resources as on 2011. Out of these resources, 114 BT are
proven, 137 BT as indicated reserves and the remaining over 34 BT
are in inferred category. Of the total resources, prime-coking coal
is 5 BT, medium-coking and semi-coking 28 BT and non-coking
coal 252 BT, which includes coal with high sulfur.
Gondwana coalfields, which are mainly in the eastern and
central parts of India, have primarily concentrated coal deposits.
In Assam, Arunachal Pradesh, Nagaland and Meghalaya tertiary coal
sediments are found. There were 559 coal mines (till 2011) in India.
Out of which, in Jharkhand 174 mines were located, West Bengal
had 98 mines, Madhya Pradesh 71, Chhattisgarh 62, Maharashtra
55, Andhra Pradesh 50 and Odisha had 28 mines. The remaining 21
mines were located in the states of Arunachal Pradesh, Assam,
Jammu & Kashmir, Meghalaya and Uttar Pradesh [12].
State/coalfield wise and type wise reserves of coal as on 2011
are given in Tables 5 and 6 respectively.
State/coalfield
Proven
Indicated
Inferred
Total
Gondwana coalfields
Andhra Pradesh
Assam
Bihar
Chhattisgarh
Jharkhand
Madhya Pradesh
Maharashtra
Odisha
Sikkim
Uttar Pradesh
West Bengal
Tertiary coalfields
Assam
Arunachal Pradesh
Meghalaya
Nagaland
All India: total
113,407.79
9296.85
–
–
12,878.99
39,760.73
8871.31
5489.61
24,491.71
–
866.05
11,752.54
593.81
464.78
31.23
89.04
8.76
114,001.60
137,371.76
9728.37
2.79
–
32,390.38
32,591.56
12,191.72
3094.29
33,986.96
58.25
195.75
13,131.69
99.34
42.72
40.11
16.51
–
137,471.10
33,590.02
3029.36
–
160.00
4010.88
6583.69
2062.70
1949.51
10,680.21
42.98
–
5070.69
799.49
3.02
18.89
470.93
306.65
34,389.51
284,369.57
22,054.58
2.79
160.00
49,280.25
78,935.98
23,125.73
10,533.41
69,158.88
101.23
1061.80
29,954.92
1492.64
510.52
90.23
576.48
315.41
285,862.21
Table 6
Reserves of Indian coal types (million tons) as on 2011 [13].
Type of coal
Proven
Indicated
Inferred
Total
Prime coking
Medium coking
Semi-coking
Non-coking
High sulfur
All India: total
4614.35
12,572.52
482.16
95,738.76
593.81
114,001.60
698.71
1,200,132
1003.29
123,668.44
99.34
137,471.10
–
1880.23
221.68
31,488.11
799.49
34,389.51
5313.06
26,454.07
1707.13
250,895.31
1492.64
285,862.21
1.5. Characteristics of Indian coals
Indian coals are primarily bituminous and sub-bituminous
type. Run-of-mine coals typically have high ash content (ranging
from 30% to 50%), high moisture content (4–20%), low sulfur
content (0.2–0.7%) and low calorific values (between 2500 and
5000 kcal/kg) [13]. In the north-east region of the country, sulfur
content in the coal is very high (2–5%), although such coals have
relatively better coking properties and lower ash contents (5–10%).
The quality of these coals is poor in comparison to that of other
countries due to high sulfur content. The mineralogical analysis of
Indian coals shows the presence of mineral matter in the form of
kaolinite, silica (quartz, opal, cherts) and clay. The high sulfur and
ash content restricts large scale utilization of several Indian coals.
Because of the poor quality of Indian coals due to high ash
content, it is difficult to clean them as the ash-forming minerals
being finely disseminated in the coal matrices. Much of the coals
burned for power generation (thermal power plant) are generally
raw coals containing 35–50% ash. Besides silica and clay minerals,
coal also contains various carbonates, sulfates, sulfides, oxides, etc.
The major constituents of ash in Indian coals are silica (SiO2), alumina
(Al2O3) and iron oxide (Fe2O3). Despite this, it has a number of
favorable properties such as (i) low sulfur (o1%) and phosphorous
content (o0.2%), (ii) high ash fusion temperature (41500 1C), (iii)
low iron content in the ash, (iv) low chlorine content, (v) low toxic/
rare elements, (vi) refractory nature of the ash, and (vii) macerals
(inertinite and liptinite) rich combustion friendly coal.
In India, coal from the surface/open cast mines is commonly of
lower quality than those from the underground mines due to nonselective inclusion of inter-burden. Most Indian coals have high
mineral matter varying from 15% to greater than 50%. Since the
washability characteristics of these coals are poor, it is difficult to
remove the mineral matter by conventional techniques based on
the above principles for coke making and power generation [14].
�P. Meshram et al. / Renewable and Sustainable Energy Reviews 41 (2015) 745–761
Washing of thermal coal in India is typically carried out to target
less than 34% ash. Ministry of Environment and Forest promulgated (2001) new regulations mandating that coals must be
cleaned to less than 34% ash content if transported for
41000 km from pitheads, or if burned in urban areas, environmentally sensitive or critically polluted areas irrespective of their
distance from the pit-head [15]. The coals consumed at the pithead
and within a rail distance of 1000 km can be burned without
washing. The use of such coals for any application creates several
problems and requires preparation and cleaning before utilization.
1.6. Demineralization/desulfurization of coals
The mineral matters associated with the coal are of two types –
one is chemically bonded with organic matter and the other exists
as separate entity. Demineralization and desulfurization of coal
may be achieved by both physical and chemical methods.
The high silica and alumina content in coal is a problem, as it
increases ash resistivity which reduces the collection efficiency of
electrostatic precipitators, and increases emissions. Coal beneficiation may be the solution to the above problems that can –
1. produce higher quality coals with high calorific value and
increase coal utilization efficiency,
2. reduce the amounts of emitted fly ash and associated hazardous air pollutant precursors,
3. minimize capital, operating and maintenance costs of boilers in
thermal power plants,
4. minimize transportation and storage cost,
5. reduce the need to import high quality coals; and
6. improve health and safety by mitigating environmental
degradation.
Two key principles are applied to separate higher grade coal
material (higher calorific value and lower ash content) from lower
grade carbonaceous material, and other mineral matter under
physical beneficiation. These principles are reflected in
(i) Processes based on differences in relative density (RD) between
coal and associated mineral matter. Pure coal has an RD of �1.3
and shale contamination has an RD of 42.2.
(ii) Processes based on differences in surface properties between
coal and associated mineral.
The desulfurisation of coal prior to combustion is reported
either by physical, biological or chemical methods. Coal is hydrophobic and associated mineral matter is generally hydrophilic.
Physical methods are only capable of removing large pyritic
particles. Such processes are cost effective, but may not be
effective in separating the finely dispersed minerals and those
bound to the coal structure. The biological techniques, however,
are time-consuming with some of the microbes specifically
removing only certain types of sulfur forms. Most of the effective
coal desulfurization techniques are based on chemical methods
whereby almost all the pyritic sulfur, ash and substantial amount
of organic sulfur can be removed from the coal. The chemical
methods for the demineralization of coal have some advantages
because both types of mineral species can be leached out.
Demineralization of coal can be achieved by using acidic or
basic agents. Basic solutions, such as NaOH, KOH, Ca(OH)2, or
acidic solutions such as HF, HCl, H2SO4, HNO3, as well as H2O2 and
combinations of all these chemicals have been attempted to
remove the undesired minerals [16]. Besides methods like physical, biological and chemical, solvent extraction, thermal, nuclear,
oxidation, electrochemical, alkali and hydrodesulfurization are
also reported for demineralization and desulfurization of the coals
749
[17–30]. The effectiveness of these methods depends on the type
of coal and the sulfur content. Much research has been carried
out on desulfurization/demineralization via chemical methods
[23,26,29]. The reagent type must be selected with the aim of an
effective desulfurization and demineralization.
2. Physical beneficiation of coal
Physical beneficiation techniques as mentioned earlier may be
broadly classified as those based on specific gravity and surface
properties of the mineral and carbonaceous parts. Processes based
on surface properties (wettability) are froth flotation, flotation by
Jameson cell, column flotation, oleo flotation and oil agglomeration, whereas difference in density properties is utilized in jigs,
shaking tables, spirals, cyclone and dense medium separation. In
almost all the gravity based techniques, it has been noted that a
classification step prior to beneficiation is essential for effective
treatment. Magnetic susceptibility of the gangue/impurities is
employed in magnetic separation and electrostatic separation
utilizes the difference in conductivity or dielectric properties.
The role of coal cleaning for the removal of toxic elements has
been discussed by Akers and Dospoy [31] in greater depth. Coal
cleaning as a means of abating emission of potential trace
elements offers the advantages of relatively low cost, improved
boiler thermal efficiency and reduction of SO2 emissions. However,
cleaning based on physical beneficiation is unlikely to provide
complete removal of the rare and trace elements. Physical treatment particularly flotation, magnetic separation or the use of
hydrocyclones mainly removes inorganic sulfur, whereas elimination of organic sulfur requires in most cases chemical and/or
microbial treatment [32]. Some of the processes/techniques for
deashing and desulfurisation of coal are discussed in brief.
2.1. Gravity separation techniques
Gravity separation, which is governed by the differences in specific
gravity between coal and mineral matters (ash-forming minerals and
pyrite), is widely used in the coal preparation. Among gravity separation techniques, dense medium separation is one of the most
prevalent processes. Other gravity separation techniques include
centrifuge, jig, landers, etc. Despite its efficiency in ash removal for
relatively coarse coal, they are not so useful in fine coal cleaning. In fact
the gravity beneficiation for coal usually requires feed size larger than
0.5 mm. Sulfur mineral viz., pyrite is usually finely disseminated in
coal matrix and can be liberated only by grinding to a finer size, thus
cannot be removed by gravity separation.
The development of an enhanced gravity concentrator such as
Mozley Multi-Gravity Separator (MGS), which is successful to
concentrate cassiterite, chromite, etc., shows promise in fine coal
treatment. Gravity based separator for coal cleaning employs a
dense-medium which comprises of an aqueous suspension of
ultrafine magnetite. The density of the suspension is adjusted in
between the densities of coal and the associated mineral matter,
so that the light coal particles float while the heavy particles
(mineral matter) sink. To achieve an efficient separation an
enhanced gravity field is required, which can be achieved using
small diameter cyclones (� 15–20 cm) and/or by high feed pressures (4690 kPa). Gravity based processes are much more efficient than flotation for treatment of middling particles. Enhanced
density separators [31] such as the Mosley Multi-Gravity Separator
and the Falcon and Knelson concentrators are used for the
processing of coal fines of sizeo 0.25 mm. These types of separators are mechanically-driven devices that produce large dynamic
force to enhance a density separation, using high-gravity forces
coupled with flowing-film or tabling techniques to effect the
�750
P. Meshram et al. / Renewable and Sustainable Energy Reviews 41 (2015) 745–761
-0.5 mm Coal
Ash
+0.15 mm
S1:25.1% S2:30.4%
-0.15 mm
Wet Screening
Jameson Flotation
Spiral Concentration
Concentrate
Ash
S1:13.3%
S2:12.1%
Middling
Ash
S1:21.2%
S2:28.1%
Tailings
Ash
S1:59.6%
S2:69.2%
Jameson Flotation
Concentrate
Concentrate
Ash S1:11.9% S2:12.1%
Tailings
Ash
S1:51.1%
S2:58.5%
Tailings
Ash
S1:30.9%
S2:45.7%
Final Concentrate
Ash S1:12% S2:12%
Fig. 1. Modified flow diagram developed for the split processing of the two coals [39]. (S1 and S2: sample nos. 1 and 2).
separation. The application of high-pressure feed injection into the
dense-medium cyclones to provide an elevated centrifugal force
has been found to allow efficient separation performance for the
treatment of fine coal (i.e. o 1000 mm) [34]. Results showed that
the process reduced the ash content of a difficult-to-clean coal
from 29% to nearly 7%.
The beneficiation of two lignite tailings containing 66% and 53%
ash, by Multi-Gravity Separator (MGS) was investigated by Özgen
et al. [35]. It was possible to produce cleaner coals containing � 23% ash with a recovery of 49.3% and 60.01%. An enhanced
gravity separator (Falcon concentrator) was used for the concentration of fine and ultra-fine minerals [36]. It was shown that the
Falcon concentrator can produce a clean coal with an ash value of
36% from a feed coal of about 66% ash with a recovery of about
35%. Similarly, Honaker et al. [37] obtained the ash rejection values
between 60% and 70% from the treatment of several fine coal
samples using Falcon concentrator with a recovery of greater than
85% of the combustibles. In another study Honaker et al. [33]
showed high ash and total sulfur rejections from a semicontinuous Falcon concentrator with a recovery of more than
90% of the coal.
Recently, Rath et al. [38] concluded that Falcon concentrator was
not able to reduce the ash content to low values as compared to the
froth flotation. The maximum ash reduction of 47.5% was achieved
from that of 60% with a yield of 35% by using Falcon concentrator
while froth flotation showed better result with 34% ash at a yield of
23%. A combination of gravity separation and Jameson cell separation process for cleaning fine coal that does not exhibit good
floatability has been demonstrated by Das et al. [39]. They have
shown that if the floatability was poor or moderate, then split
processing (a combination of spiral concentration of the coarser
fraction and froth flotation of the finer fraction using a Jameson cell)
improved coal cleaning performance. The split processing flow
diagram for Indian coals named as S1 and S3 with different ash
contents is shown in Fig. 1 [39].
2.2. Froth flotation
Froth flotation is separation of minerals that differ greatly in
wettability by using a surface active agent which can stabilize a
froth formed on the surface of an agitated suspension of the
substance in water. Primarily, the ash and sulfur-bearing minerals
found in coal are hydrophilic, and therefore should remain in the
tailings during the process of flotation. Generally, froth flotation is
the technique used for the beneficiation of coal particles below
0.5 mm in size. Froth flotation has been used to recover fine coal
(o0.6 mm) for over 50 years. The carbonaceous mineral constituents of coal being hydrophilic in nature, can be made to
preferentially attach to fine bubbles and float to the surface of a
dilute slurry, where they can be removed, while in contrast the
low carbonaceous inert minerals of the raw coal do not attach to
the bubbles [40].
The air introduced into the flotation cells is stabilized as froth by
a frothing reagent such as pine oil or kerosene. Selectivity of the
process can be improved by the addition of surfactant chemicals
(collectors) to selectively increase the hydrophobicity of the carbonaceous particles. However, efficiency of the process depends on
the hydrophobicity of the particles and even small portion of coal
matter in the gangue would be a great loss [41]. Again flotation
reagent cost adds up to the processing cost which makes the
flotation method more expensive than other physical methods.
Yet, to remove inorganic materials viz. pyritic sulfur, the most
suitable process is flotation to clean coal provided it is liberated in
feed [42].
The conventional froth flotation process operates in approximately
equi-dimensional open cells with a mechanical system to agitate the
�P. Meshram et al. / Renewable and Sustainable Energy Reviews 41 (2015) 745–761
slurry in a turbulent flow of bubbles, commonly referred to as
mechanical flotation. A more recent technical development, which
has become common in the last 10 years, is column flotation, which
uses the same principle of separation but takes place in columnar
vessels without mechanical agitation.
There are now many types of column flotation cells commercially available with several more under development. Individual
columns of up to 7 m diameter with feed capacities of up to 80 tph
are now in use. Technical variations range from simple columns
where air or an air/water mixture is injected at the base e.g. the
pyramid system [43] to more complex systems. In the microcel
system [44], slurry is recirculated through the sparging system to
create shearing forces. In the Jameson cell [45], the particles and
bubbles are attached in a down-coming feed tube. Other systems
such as, the turbo-column [46] present a hybrid of the conventional cells with a number of innovative features. In this technique,
the particles to be floated coat the carrier material and the coated
particles are then floated. Carrier flotation for desulfurization and
deashing of difficult-to-float coals was reported by Atesok et al.
[47]. Under the optimum conditions, a fine ( 38 mm) concentrate
containing 8.3% ash and 0.72% total sulfur with a recovery of 81%
was obtained from a feed containing 16.3% ash and 2.0% total
sulfur. The addition of pitch was found to further improve the
performance of carrier-flotation.
Flotation characteristics of oxidized Indian high ash subbituminous coal from Talcher coal field, India were studied by
Jena et al. [48]. Initially the flotation study was carried out using
conventional reagents only in a Denver D-12 sub-aeration flotation
cell. Then it was pre-treated with aliphatic alcohols i.e., ethanol
and butanol to de-oxidize the coal surface. The beneficiated coal
with 31% ash content and 80.4% yield was produced from a coal
containing 41–42% ash. In case of column flotation, ash could be
reduced further to 26.6% from the same coal with 66.5% yield.
The effect of pH, collector (kerosene) amount and frother type
(MIBC, AF 76, pine oil, DF 250) for depressing pyrite from the
Hazro coal was investigated by Ayhan et al. [49]. The best flotation
conditions were found to be: pH 9, kerosene 250 g/t, and methyl
isobutyl carbinol (MIBC) as the frother. By the flotation method
�50% ash content was reduced along with the removal of most of
sulfate sulfur (490%) and 67% of the pyritic sulfur from the coal
sample. Column flotation has an advantage over conventional
flotation as it can provide higher concentrate grade and recovery,
lower maintenance costs, and improved process control [50].
Flotation variables are the pH of pulp, types and dosages of
reagents, percentage of solid in pulp, temperature and agitation
rate [51]. Reagent used and type of the reagent are important
factors in froth flotation. The effect of reagents and reagent
mixtures on flotation of bituminous coal fines (23.95% ash) was
investigated [52]. The highest recoveries ( 490%) were achieved in
the presence of conventional reagents like MIBC or sodium
dodecyl sulfate (SDS). However, ash rejection values were lower
with the same reagents which were considerably improved by
using the mixture of reagents.
Reduction of ash and sulfur from Tabas coal, Iran by flotation
was studied by Reza and Farahnaz [53]. Use of kerosene and
methanol as collectors decreased the ash and sulfur content of the
coal by 40–50% and 30%, respectively, but kerosene at 125 g/t
consumption yielded more recovery of coal ( �80%) than the
methanol.
The floatability and liberation characteristics of hard-to-float
high-ash coal slime sample from China and its potential separation
processes were investigated by Xiu-xiang et al. [54]. Experimental
results indicated that classified flotation could not effectively
improve the fine coal quality, while the processes of fine grinding–
recleaning to roughing cleaning coal and selective agglomerationflotation were suitable for this coal. Compared with the original coal
751
flotation process, the processes of fine grinding–recleaning to
roughing cleaning of coal increased the cumulative yield from
50.8% up to 55.5% while reducing the product ash content from
11.8% to 10.7%. In the selective agglomeration–flotation process, the
lowest ash level in clean coal is found to be 10.7% with 58.7% yield,
7.8% higher in yield and 1.1% lower in ash content.
Conventional flotation circuits are generally inefficient in
recovering fine coals. As a result the rejects of flotation plant still
contain considerable coal values which can be recovered by using
more efficient equipments like flotation column [55,56]. Investigations were carried out using column flotation to recover coking
coal fines from the tailings generated at flotation plant of one of
the operating washeries in India [57]. Investigation on tailings of
flotation plant indicated that the rejects had got the potential to
yield 60% clean coal with 15% ash level.
2.3. Oil agglomeration
Among the physical methods, the oil agglomeration process
[58] has drawn special attention in recent years. The process of
agglomeration is based on the principle that coal particles are
naturally hydrophobic or at least less hydrophilic than inorganic
materials, and can therefore, be agglomerated and separated from
the mineral matter by the addition of a suitable bridging liquid
that wets the carbonaceous constituents.
The oil agglomeration process is very promising for
� Beneficiation of coal, especially for the extreme fines which
cannot be treated by conventional processes.
� Recovery and upgrading of coal slurries and effluents originating from the conventional coal preparation plants, and
� Preparation of coal that has specifically low ash and inorganic
sulfur contents.
A physical method of cleaning Assam coal from India by
agglomeration with xylene and hexane was reported by Baruah
et al. [59]. The maximum organic matter recovery for xylene has
been found to be 92% whereas with hexane the value is about 55%
on a dry basis. The highest ash rejection values with xylene and
hexane are almost the same (90%).
Various vegetable oils (both edible and non-edible) were tested
in order to find out their efficiency as agglomerants with respect to
five widely different Indian coking and thermal coals [60]. It was
observed that the yield of agglomerates ranged from 40.0% to 87.5%
and ash rejections from 13.5% to 62.0% using different coal–oil
combinations. Bacterial pre-treatment of coal with mixed culture
prior to oil agglomeration improved the selectivity of vegetable oils
resulting in higher ash rejections (59–76%). Also, pre-treatment of
high sulfur coal with Acidithiobacillus ferrooxidans culture resulted
in significant enhancement in pyritic sulfur rejection from 69% to
98.5%. Spherical oil agglomeration of bituminous coal fines was
carried out using diesel oil as a bridging liquid [61].
Surface based separation processes such as flotation and oil
agglomeration have been traditionally recognized as the practical
methods for cleaning fine coal. These processes are very selective
in rejecting well liberated mineral matter, but are much less
effective if the feed coal contains a disproportionate amount of
composite particles. Pyrite cannot be floated if the surface chemistry of the flotation pulp is not properly controlled.
2.4. Magnetic separation
An important and promising physical method for the possible
removal of ash and sulfur from coal is the magnetic separation
technique based on difference in the natural magnetic properties of
the coal and associated mineral impurities. Coal is a weak diamagnetic
�752
P. Meshram et al. / Renewable and Sustainable Energy Reviews 41 (2015) 745–761
material. A particle gets magnetized to some extent in the presence of
magnetic field and acts as a magnetic dipole. Magnetic separation may
be used for coal beneficiation when the gangue minerals contain iron
phase. The magnetic susceptibilities are very small for coal separations
and therefore, strong magnetic field is required. Some of the iron
containing minerals in coal is strongly paramagnetic and the sulfur
bearing and major ash forming minerals in coals are also paramagnetic; hence they can normally be separated from remaining diamagnetic matters by magnetic means [62]. Significant level of ash
reduction can be achieved by magnetic separation in this case.
Magnetic separation of coal material can be accomplished by two
methods namely High-Gradient Magnetic Separation (HGMS) and
Open-Gradient Magnetic Separation (OGMS). With the former, the
separation is achieved by applying a large force over a short distance,
while in the latter, a smaller force is applied over a much larger
distance.
Depending upon the types of coals used and the separation
conditions employed, the existing bench-scale and pilot scale
results have shown that the use of single-pass HGMS was effective
in reducing the total sulfur by 40%, the ash by 35% and the pyritic
sulfur by 80%. A maximum coal recovery of about 95% was
achieved in the process [63].
Wet and dry methods have been used in high-gradient magnetic separation for the desulfurization of pulverized coal. The dry
methods may be desirable because they require the lowest initial
capital investment and have the lowest maintenance costs of all
currently used methods of upgrading fine coal. Gravity-enhanced
high-gradient magnetic separation has been successfully applied
for the removal of mineral impurities from coal with a 4-T
superconducting solenoid magnet [64]. Under optimum separation conditions, this technique effectively cleaned up to 72% of the
pyritic sulfur and 44% of the ash content from a typical pulverized
coal in a vertically upward airstream rig, with the heating value
recovery of almost 95%.
A combination of semi-coking followed by a permanent roll
magnetic separator (PERM ROLL) has been used for upgrading a
Turkish low-rank lignitic coal [65]. Initially coal sample was
carbonized at 600 1C and was then subjected to PERM ROLL. Under
the optimum conditions, carbonization of lignite particles in
9 þ0.5 mm size range which contained 12.2% ash and 3.4% total
sulfur produced a product containing 25.9% ash and 3.2% total
sulfur (on a dry basis). After that dry magnetic separation employing the PERM ROLL upgraded this product to 11.2% ash and 1.4%
total sulfur with a recovery of 31.5% based on the feed to the
carbonization process.
2.5. Electro-static separation
As an advanced dry fine coal cleaning technology, the triboelectrostatic beneficiation can effectively process the fine coal of less than
74 mm size. Triboelectrostatic separation of the associated minerals
from coal is based on the difference of work function and the
conductance of minerals and coal. Separation occurs under the
influence of very high electric field. Prior to the separation stage,
particles have to be electro-statically charged. The separation of a
mineral from the organic phase in the coal is based on the difference
in the ability of the two phases to develop and maintain charges in
different types of separators. Two such types of electrostatic processes are in vogue, one uses the difference in electric resistivity
while the other uses difference in the electronic surface structure
[66,67]. Conductive induction, tribo-electrification and Ion or Corona
bombardment are common commercial methods of electric separation. Coal is generally less conducting than the mineral matter, except
perhaps in the case of brown coal which has high water content and
also often has high ion content [68]. Pyrite is the most conducting
mineral that is commonly found in the coal.
There are two mechanisms for particle charging: corona charging and triboelectric charging mechanism. In corona charging
mechanism, all particles are charged but lose the charge at
different rates depending upon their conductivity, and are separated based on the difference in remaining charge. In triboelectric
charging (friction or contact), clean coal generally charges positively and ash forming minerals charge negatively to make the
separation [68–70]. Tribo-electric separations of coal and associated tribo-charging characteristics have been investigated by
many researchers for successful separation of the mineral matter
from coal [71–77].
Inculet et al. [78] had successfully beneficiated the coal to
remove ash while retaining calorific value by the dry electrostatic
separation process using a fluidized bed for triboelectrification.
Recovery and ash contents of the beneficiated coal were comparable to the recoveries by water washing. The triboelectrostatic
method was applied to beneficiate non-coking Indian thermal coal
containing 43% ash. Tests on a laboratory in-house built triboelectrostatic free-fall separator with o 300 μm coal showed that
the ash content was reduced from 43% to about 18%, and a clean
coal product as judged by the washability studies can be obtained
[79]. Research on the triboelectrostatic separation of minerals
from coal was also carried out by Zhang et al. [80]. The quartz,
kaolin and pyrite can be removed effectively by triboelectrostatic
separation from coal. Results showed that the kaolin and pyrite
were easier to remove than quartz.
A comparison of various physical beneficiation processes for
coal is presented in Table 7.
2.6. Microwave processing
The treatment of coal by microwave irradiation [frequency
2.45 GHz/wavelength 12.2 cm and energy 1.22 � 10 5 eV for most
industrial applications] depends on its dielectric properties [81–83].
The difference in dielectric characteristics of organic and inorganic
matters in the coal results in differential heating with microwave
[84]. Chatterjee et al. [85] determined the dielectric constant of dry
coal, pyrite and mineral matter (without pyrite) to be 3, 7 and 4.6,
respectively. The high energy density of the microwave can be used
to heat quickly for minimal heat loss to the coal, with the pyritic
phase absorbing more energy than the rest of the coal matrix
[81,86]. The magnetic susceptibility of pyrite also improves on
heating due to the conversion of FeS2 to FeS, a strongly magnetic
material [87]. The conversion of pyrite to pyrrhotite (Fe1 xS) after
microwave treatment (Eq. (1)) was confirmed [88–90], which
increased the magnetic susceptibility of coal and making it easier
to desulfurize using magnetic separation.
FeS2 -Fe1
x S-
FeS or FeSO4 ð0 o x o 0:125Þ
ð1Þ
The inorganic sulfur removal was found to be 44% at the
irradiation time of 100 s. On combining the process with HCl
(5%) washing which attacked pyrrhotite by forming H2S, a 97%
decrease in inorganic sulfur was obtained [88]. Microwave is
reported to break the bonds of S–Fe in pyrite and S–C in organic
sulfur with the release of some sulfur in gaseous form; the
conversion being 10% and more in some cases [91]. This technique
shows significant liberation of iron and sulfide phases in the coal
[89]. In a similar experiment Uslu and Atalay [92] heated coal with
magnetite addition under microwave for 300 s before magnetic
separation and mineralogical analysis. The magnetite was essential
for increasing the medium temperature to sufficiently heat the
pyrite. Thus pyritic sulfur was found to decrease by 55.1% and ash
by 21.5%, while the calorific value increased by 20.4%, compared to
the decrease of 22.3% pyrite and 15.8% ash in the conventional
stove-top heating.
�753
P. Meshram et al. / Renewable and Sustainable Energy Reviews 41 (2015) 745–761
Table 7
A comparison of various physical beneficiation processes for coal.
Technique
Principle
Feed size
Advantages
Disadvantages
Ref.
Gravity separation
Difference in specific
gravity of coal and
mineral matters (ashforming minerals and
pyrite)
4 0.5 mm
Difference in surface
properties and
hydrophobicity of coal
and other minerals is
driving force to
separate pyrite and ash
forming minerals.
Difference in the
surface properties of
organic and inorganic
particles.
o 0.5 mm
Sulfur minerals are
usually finely
disseminated in coal
matrix and can be
liberated only by
grinding to a finer size.
Using large quantity of
water and loss of
millions of tons of coal
in tailing ponds.
[31]
Froth flotation
Most efficient for
removing undesirable
gangue materials from
ROM coal and also for
treatment of
middlings.
Relatively low capital
and space
requirements, as well
as relatively high
recovery achievable
under a wide range of
operating conditions.
Able to minimize fine
coal losses and to
recover combustible
matter from refuse
ponds.
Oil agglomeration
Extreme fines
( o 75 mm)
Magnetic separation
Difference in natural
magnetic properties of
coal and associated
mineral impurities.
o 125 mm (for dry
magnetic separation).
Electro-static
separation
Difference in dielectric
property of coal and
minerals to maintain/
dissipate an induced
charge under dynamic
conditions.
o 74 mm
Microwave processing is thus an emerging technique used for
ore and coal beneficiation [90–93]. The principal advantage of
microwave treatment is the energy and time reduction, while
lowering the costs in the minerals processing industry [94]. In
terms of desulfurization of coal using microwave energy as
discussed above, the selective heating property of the minerals
can be exploited to free them from the coal matrix.
Chemical desulfurization of low rank coal using HI (acid) as a
desulfurizing agent with microwaves as the energy source was
investigated by Andrés et al. [95]. The experiment involved exposing the coal and hydroiodic acid mixture to microwaves in an inert
argon atmosphere. After 10 min of exposure time, approximately
99% of the pyritic sulfur was removed and an organic sulfur removal
of 65% was achieved after 20 min of irradiation. In a similar study by
Yürüm et al. [96] the chemically treated pulverized coal ( 65 mm)
sample was treated in microwave for 20 min in an inert atmosphere. This method removed all the pyritic sulfur and 70% of the
organic sulfur, but the process was not cost effective [96].
The effect of molten caustics in coal desulfurisation using
microwave energy was reported by Hayashi et al. [97]. Easy removal
of pyritic sulfur by alternate means such as wet washing or
magnetic separation was reported, but it was almost impossible
to remove the organic sulfur other than with the molten caustic
methods. Jorjani et al. [98] desulfurized coal using a combination of
microwave irradiation and peroxyacetic acid. Microwave irradiation
was carried out on a pulverized sample for 50, 80, and 110 s at the
powers of 600, 800 and 1000 W. The sample was then treated with
peroxyacetic acid. This was performed by heating the coal in glacial
acetic acid to the required temperature and then adding H2O2.
Microwave desulfurization alone removed 19% of the sulfur. The
peroxyacetic acid washing increased the sulfur removal to 36% after
Insensitivity to coal
chemistry makes it
useful for oxidized
coals and magnetic
separation is able to
remove locked coal/
pyrite.
Electrostatic forces
work on particles to be
separated only; they do
not affect the medium
in which particles are
located.
Pyrite is readily wetted
by fuel oil and
agglomerated due to
its weakly hydrophobic
surface compared to
other minerals
(hydrophilic). Oil
makes the process
costly.
Magnetic susceptibility
– very small for coal
separations and needs
strong magnetic field.
Limitation of
maximum mass that it
can effectively work
upon. Continuous
power supply is also
needed for separation.
[40]
[61]
[62]
[66]
exposing to microwave for 30 min. Sulfur removal increased with
an increase in the residence time.
2.7. Dry fluidization
Presently, cleaning of the majority of run-of-mine coal is
conducted by heavy media separator, jigs, chemical flotation, etc.
In these techniques water is used as a separation medium. It is
hardly an advantage to reduce the ash content of a coal by cleaning
it and simultaneously water is consumed as product moisture and
tailings disposal. Waste generated from wet process after recycling
of the water is unsuitable for disposal to water resources, because
it contains large amount of waste solids fines, which causes the
pollution of water bodies. Problems related to treatment and
storage of process waste water can be avoided by using dry
processes. Dry process may also result in higher calorific value of
the coal. Dry fluidization could be the substitute to the present wet
chemical flotation method, whenever fine crushing is needed to
liberate the product from gangue.
The fluidized bed provides the difference in the densities of the
materials to be separated. So the less dense particles will float on
the top of the bed and the heavier ones will sink through it.
Mainly, fluidized bed separators can be classified as the following
three main types:
1. The Yancey and Frazer separator: The process using this
separator is simple and deals with a feed size of 1–5 cm. It
separates off coal and refuse by fluidized sand, with a bulk
density of 1.45 g/cm3. Coal floats across the containing vessel
and refuse sinks through the fluidized sand mixture due to its
higher density.
�754
P. Meshram et al. / Renewable and Sustainable Energy Reviews 41 (2015) 745–761
2. Two separators developed by Warren Spring Laboratories (an
inclined bed separator and a sluice box): The inclined bed
separator consists of an inclined vibrating trough with a porous
base filled with dry sand. Feed sized between 7.5 cm and
0.6 mm can be treated effectively. Here mixtures are added to
the sand, thereby excess sand with floating particles overflows
the separator at the weir side end. The sinking particles are
transported from the bottom to the other end of the incline by
vibration. The second separator is the sluice box or Dry Flow
separator. This separator consists of an inclined rectangular
trough through which dry sand flows. The mixture is added to
the sand and stratifies in a heavy and light fraction, then the
fractions are separated by using splitter or knife.
3. The rectangular trough separator and the circular trough
separator: It is used for the sorting of minerals, agricultural
products and separation of non-ferrous metal scrap. It consists
of a horizontal vibrating trench with circular design that
provides the sand circulation, and the sorted material during
passage on inclined screens is de-sanded [99].
2.8. Limitations of physical beneficiation
Ash is generally well intermixed into the coal structure and
hence coal washing using physical methods is difficult, although it
might be simple and necessary for industrial use. Some of the
limitations of physical coal cleaning are given here:
� Very fine grinding is required to liberate the fine pyrite
�
�
�
�
inclusions. Fine grinding is most energy intensive operation
and ultrafine particles are difficult to handle and dewater.
Desulfurization increases with grinding to finer size but
decreases density of the separating medium, leading to the
problem of dewatering.
Only pyritic sulfur can be removed with physical beneficiation
and pyrite removal causes certain loss in combustible matter.
Gravity beneficiation for coal usually requires feed size larger
than 0.5 mm.
Physical separation is not suitable for chemically bound
minerals.
Therefore, chemical beneficiation of coal is considered necessary for effective removal of mineral matters which are finely
distributed and bound strongly to the coal. It is possible to produce
ultra-clean coal (UCC) by reducing ash forming minerals, pyritic
sulfur and organic sulfur. Chemical cleaning of coal is simple when
it operates under mild conditions. Although chemical processing
can usually achieve better impurity removal in comparison to
physical processing, higher cost limits its commercial application.
The effect of some filamentous fungi such as Aspergillus niger and
Penicillium sp. on demineralization of low rank (sub-bituminous) coal
was studied by Manoj and Elcey [100]. Result showed that the ash
content was decreased by about 73% when leached with acclimatized
mixed culture of Aspergillus niger and Penicillium sp. The coal so
processed showed an increase of 26.5% in calorific value and that of
carbon content by about 20%.
Several microorganisms have been reported for the desulfurisation of coals [101,102]. Zarubina et al. [103] and Silverman et al.
[101] carried out the biodesulfurization using chemoautotrophic,
acidophilic bacteria, Acidithiobacillus ferrooxidans and reported the
bacterial oxidation of the pyritic sulfur in coal. The bacterium was
used as pure and mixed cultures in which other species, such as A.
thiooxidans, Leptospirillum ferrooxidans, Acidithiobacillus acidofilus,
etc., were present in smaller proportions [102,104]. The advantage
of using mixed cultures is to utilize the characteristics of each
microorganism.
A. ferrooxidans (a sulfur and iron oxidizer) and L. ferrooxidans
(an iron oxidizer) are capable of oxidizing pyrite when growing in
pure culture, whereas A. thiooxidans (a sulfur oxidizer) is not able
to oxidize pyrite alone, but grows on the sulfur released after the
iron is oxidized [103]. A. thiooxidans is thought to favor the activity
of A. ferrooxidans by oxidizing the elemental sulfur formed in
intermediate reactions. A. acidofilus is known as a satellite microorganism, since in mixed cultures it feeds on the degradation
products of A. ferrooxidans and A. thiooxidans preventing the
saturation of the reaction medium by these products [105–107].
Kargi and Robinson [108] used the thermophilic organism, Sulfolobus acidocaldarius for the removal of � 44% of initial organic
sulfur from 10% coal slurries at 70 1C in about 4 weeks time.
Two types of mechanisms have been suggested for pyrite
oxidation, direct and indirect mechanisms. In the direct mechanism, the pyrite is oxidized biologically and it requires physical
contact between the bacterium (Acidithiobacillus ferrooxidans) and
pyrite particles. It is a heterogeneous process in which the
bacterial cell attaches itself to the sulfide crystal surface and the
corrosion occurs in a thin film located in the interspace between
the bacterial outer membrane and the sulfide surface. In the
indirect mechanism pyrite slowly oxidizes on exposure to air
and water to produce acid and ferrous ion.
Direct mechanism:
Bacteria
FeS2 þ 2H2 SO4 þ O2 -
2FeSO4 þ 2H2 O þ 2So
2FeSO4 þ H2 SO4 þO2 -Fe2 ðSO4 Þ3 þ H2 O
ð2Þ
ð3Þ
In the indirect mechanism ferric ions oxidize the ferrous ions of
pyrite leaving Fe2 þ and elemental sulfur.
FeS2 þ Fe2 ðSO4 Þ3 -3FeSO4 þ 2So
ð4Þ
The elemental sulfur is oxidized by A. ferrooxidans to sulfate.
3. Bio-processing of coal
Bio-processing of coal is an emerging technology which has
been explored with two aims: (i) coal cleaning–removal of sulfur,
nitrogen and trace metals by mild microbial processes, and (ii) coal
conversion–microbial liquification, microbial gasification, methane
production, etc. Bio-processing of coal usually requires lower
capital and operating costs; both pyritic and organic sulfur can
be removed by microbial catalysis without causing any significant
energy loss or coal refuse. This process operates at low temperature (25–75 1C) and atmospheric pressure and therefore, is less
energy intensive than the chemical processes. Bio-desulfurization
of coal can be achieved by the microbial treatment under laboratory conditions and can be translated to commercial operations.
2So þ 3O2 þ H2 O- 2H2 SO4
ð5Þ
The formation of iron precipitates, mainly jarosites (MFe3
(SO4)2(OH)6), where M stands for either hydronium, potassium,
sodium or ammonium, is a problem in the oxidation of pyrite. The
isolation and characterization of Rhodococcus erythropolis IGTS8
(formerly called Rhodococcus rhodochrous IGTS8) led to major
advancements in the investigations of bio-desulfurization of
dibenzothiophene present in coal.
Thermophilic microorganisms such as Sulfolobus acidocaldarius
and Acidianus brierleyi, formerly known as Sulfolobus brierleyi,
were shown to remove pyrite from coal at 70 1C [109]. Both the
direct and indirect mechanisms of pyrite oxidation act simultaneously and together. The essential conditions for the oxidation
reactions to occur are that the pyrite surface should be accessible
�P. Meshram et al. / Renewable and Sustainable Energy Reviews 41 (2015) 745–761
and for this reason, the porosity of the coal plays an important
role [110].
Microbial desulfurization of coal has advantages such as a
higher pyrite removal efficiency and lower coal wastage than with
physical methods, and the reduced cost compared to the chemical
methods because microbial methods operate at ambient conditions with the fewer reagents. It is a low energy process operating
at atmospheric pressure and low temperature, and can enable
sulfur to be separated without loss of coal [111].
Although the above methods were proven to be successful in
removing finely disseminated pyrite from coal which is difficult to
achieve using physical methods, but the depyritisation process
was found to be too slow. Besides it is costly as well, as further
dewatering and drying need to be employed before such a coal can
be used in industry. The bio-processing of coal by using microbes
is an attractive process but its suitability has to be established at
the large or pilot scale. Since bio-desulfurization takes a longer
duration of about 1–2 weeks, so, further research is essential to
reduce the incubation time.
4. Chemical beneficiation of coal
Due to low demineralization achieved by physical techniques to
produce clean and ultra-clean coal (UCC), chemical processes are
frequently considered. The general approach followed for upgrading the low grade coal involves leaching under a variety of
conditions. Chemical cleaning of coal with alkali and acid solutions
has proved effective in reducing significant amounts of ashforming minerals, pyritic sulfur and organic sulfur (disulfides,
thiols, sulfides, thiophenes and thioketones) from coal. Chemical
demineralization processes, either alone or following physical
cleaning processes, have been extensively explored for the production of UCC. Some of the chemical demineralization processes
which have been investigated, include leaching with NaOH [112],
NaOH followed by mineral acids [113–117], KOH-acids [115,118],
Na2CO3 [119], Ca(OH)2 followed by acid washing [120], mineral
acids viz. HNO3 [121–123], HCl [116], H2SO4 [124,125], oxidizing
agents viz. H2O2 [23,125], Fe2(SO4)3 [126], K2Cr2O7 [127], NaOCl
[128], HF [129], HF then HNO3 [29,130] and sequential leaching by
NaOH–H2SO4 [131].
4.1. Acid leaching
Direct acid leaching is a powerful method to demineralize
coals, as summarized in Table 8 [131–138]. A few compounds are
dissolved in caustics, but low pH is generally favorable for metal
ion solubilization.
Concentrated hydroiodic acid (HI) was used to remove sulfate
and pyritic sulfur in Spanish coals at temperatures up to 260 1C
and pressures up to 60 bar in a microwave heating setup [132].
Inorganic sulfur was completely removed in the first 10 min of the
treatment while 70% of the organic sulfur could be removed only
after 20 min. Use of other acids showed low yields.
Hydrofluoric acid (HF) can effectively dissolve quartz and
kaolinite. Quartz is more difficult to mobilize than kaolinite, therefore, coal demineralization rate strongly depends on the proportion
of quartz and kaolinite in a coal [139].
Fig. 2 shows the two-stage leaching process: HF acid leaching
followed by HNO3/Fe(NO3)3 leaching of different bituminous coals.
Steel and Patrick [130] investigated the production of UCC by
chemical demineralization of a high-volatile British coal containing
7.9% ash and 2.6% sulfur by leaching with HF followed by HNO3
solutions. Upon treatment for 3 h at 65 1C, HF reduced the ash
content to � 2.6% and the subsequent treatment with HNO3
reduced the ash content to 0.63% by dissolving fluoride compounds
755
formed during HF leaching and iron as FeS2. The remaining ash
consists largely of unreacted FeS2 encapsulated in the coal structure.
This investigation clearly shows that HNO3 reacts with FeS2 above a
particular HNO3 concentration and is consumed preferentially to a
certain extent with the organic coal structure. The final sulfur
content after treatment with HF and HNO3 was found to be 1.4%.
In a separate study [25] ash content was reduced from 5% to
0.2% and sulfur from 2.4% to 1.3% in a sequential leaching with HF
and HNO3.
Producing ultra-clean coal by microwave pre-treatment and
sequential leaching with HF and HNO3 was reported [140]. The
demineralization of bituminous coal of UK using a two-stage
leaching by hydrofluoric acid and ferric nitrate [137] showed
decrease in ash content from 5.3% to 990 ppm. The first-stage
leaching with HF at 65 1C reduced the ash content to 1.37% by
mainly removing Al and Si-containing minerals and subsequent
leaching by ferric ions decreased the ash content further
(990 ppm) by removing most of the pyrite and fluorides formed
during the HF leaching. A two-stage leaching sequence of aqueous
HF and HNO3 was proposed [141] for coal demineralization. The
chemical treatment of a high-volatile bituminous coal with 25% HF
for 8 h at 60 1C followed by 25% HNO3 for 16 h at 60 1C reduced the
ash content from 6.2% to 2.2% and then to 0.3%, respectively. The
effect of hydrothermal leaching using solutions of sodium hydroxide and nitric acid has been reported [142]. HNO3 was more
effective than NaOH in reducing elemental concentrations of Mg,
Al, Si, S, Mn, Fe, Ca, etc., except V and Ga.
In a chemical cleaning process (the Meyers process, Fig. 3),
crushed coal was leached with an acidic solution of ferric sulfate at
100–130 1C for several hours [27]. It removed almost all pyritic sulfur.
Rodriguez et al. [123] concluded that nitric acid leaching of
Spanish coal at atmospheric pressure is effective for desulfurization of intermediate-rank coal, especially for inorganic sulfur
removal. In another study [143], it was found that most of the
sulfur reduction takes place during the first 5 min. By leaching
with 30% nitric acid at 90 1C, the total sulfur content (inorganic
sulfur drops down close to zero, reduction in sulfate sulfur 86%,
pyritic sulfur 94%, organic sulfur 28.9% after 5 min and 39.1% after
2 h) was quite below the initial organic sulfur content (8.34%).
Alvarez et al. [19] observed that HNO3 led to a rapid reduction of
pyritic and sulfate sulfur. However, FT–IR results of coals leached
at high temperatures by nitric acid showed that the oxidization
capacity of coal increased and the O2 of nitrate group appeared
as carbonyl group in molecular structure of coal. Nitrogen substitutes the two adjacent nonbonding hydrogen atoms and nitrates
the coal as aromatic nitrogen. For this reason the leaching process
with nitric acid is avoided to preserve desirable characteristics and
appearance of coal.
Steel et al. [144] investigated the leaching behavior of the
mineral matter in coal towards aqueous HCl and HF. HCl was found
to dissolve simple compounds such as phosphates and carbonates,
but it could not completely dissolve the clays. HF reacts with
almost every mineral matter except pyrite. Desulfurization of
Tabas Mezino coal was conducted with two consecutive steps of
froth flotation at ambient temperature followed by leaching with
nitric acid [121]. After these processes total sulfur and ash level
were brought down by 75.4% and 53.2% from 1.76% and 16.80% of
the raw coal from Mezino coal mines in Tabas, Iran.
Mineral acids for demineralization of coal can modify the
surface morphology and harm carbon while reducing the calorific
value and creating environmental problems due to their strong
oxidizing power. Therefore, some mild leachants were considered
for deashing of coal, to avoid above disadvantages [136]. EDTA and
citric acid were found as effective as mineral acids like HCl, HNO3
and HF. The use of cheap and weak acids such as pyroligneous acid
and citric acid for the generation of ultra-clean coal has proven
�756
P. Meshram et al. / Renewable and Sustainable Energy Reviews 41 (2015) 745–761
Table 8
Chemical beneficiation of some coal samples.
Ash type Coal type, origin (% ash, % S)
Leaching conditions
% Deashing/desulfurization
Reference
High ash Bituminous coal, Turkey, (44–69% ash,
coal
0.21–0.73% S)
Coking (33.6% ash) and thermal coal
(43% ash) Jharkhand, India.
Coking coal, Nigeria (32.5% ash)
140–500 mm, 0.5 N NaOH – 10% HCl, [S/L: 1/16, 20 min]
46.8% Demineralization.
[133]
125–250 mm, 20% NaOH – 10% H2SO4 [S/L: 3:50, 24 h]
75–80% Demineralization.
[131]
7250 mm, H2O – Na2CO3 – H2O [90 1C, 25 min]
38.9% Deashing, 19.9% final ash.
[119]
30% HCl/HNO3 [90 1C, 90 min]
53.2%/75.4% De-ashing/de[121]
sulfurization.
Loss of calorific value with KOH, 12% ash [134]
and 4% S.
58% S and 24% ash removal.
[135]
Medium
ash
coal
Sub-bituminous coal, Iran (16.8% ash,
1.76% S)
Sub-bituminous coal, Italy (15% ash,
� 7% S)
Sub-bituminous HV coal, Thailand
(14.7% ash, 4.2% S)
Low grade coal, Pakistan (14% ash, 3% S)
Low ash
coal
Coking coal, Assam, India (6.60% ash)
Bituminous coal, UK (5.30% ash)
o5 mm, stage I-KOH [S/L:2/5, 95 1C, 6 h], stage II – 3.5% H2O2
[S/L: 2:5, 90 1C, 6 h]
500–1000 mm, 2% methanol and 0.025 g KOH/g coal [S/L: 2:3,
150 1C, 1 h]
64–71% Deashing by acids and acid mix, [136]
250–212 mm, EDTA, citric acid, HCl, HNO3 and mixed acid:
H2O, HNO3, HCl and HF (10:5:1:1) [S/L: 1:10, 50 1C, 5 h]
64% de-ashing by EDTA and citric acid.
212–600 mm, 500 g/L NaOH [S/L: 1/10, 120 1C, 2 h]
o52 mm, Stage I: 3.51 M HF [S/L: 3/10, 65 1C, 4 h], Stage II: Fe
(NO3)3 [S/L:1:10, 100 1C, 6 h]
Victorian brown coal for gas turbine [A: 106–150 mm, 1 M pyroligneous and citric acid and 0.1 M Na1.65% ash, 0.5% S; B: 2.35% ash, 0.8% S] EDTA [S/L:1:10, 24 h]; 1 M ammonium acetate-1–5 M HNO3
[24h]
� 70% Demineralization.
[114]
Stage I: 1.37% ash Stage II: 990 ppm ash. [137]
Ultra-clean coal by using cheap and
weak acids.
[138]
Fig. 2. Two-stage leaching of various bituminous coals.
efficiency [138]. Compared to ammonium acetate, these acids can
even act as chelating agents to mobilize the nitric acid–insoluble
oxides/hydroxides in coal, which in turn can substantially reduce
the ash and even sulfur/chlorine contents. The effect of demineralization on an Indian bituminous coal containing 8.20% ash has
been studied by leaching using different organic acids viz. acetic,
oxalic, citric acid and gluconic, and EDTA at room temperature
[145]. When leaching was carried out with citric acid and EDTA,
the ash content was reduced to less than 1.94% and 1.81 wt%,
respectively. EDTA, acetic acid and gluconic acid leaching was able
to remove calcium completely with substantial removal of aluminum and silica, whereas citric acid leaching could remove aluminum completely from the coal matrix. The calorific value of the
leached coal reported an increase of 12% with EDTA and gluconic
acid leaching.
Leaching of various metals from coal into aqueous solutions
containing an acid or a chelating agent was investigated by Ohki
et al. [146]. The tendency of metal in coal to leach was roughly
divided into three categories, such as largely leached (Ca, Mg and
Mn), moderately leached (Cu, Fe, Pb and Zn), and a little leached
(Al, Co, Cr and Ni). Demineralization was found to increase with
the increase in HNO3 or EDTA concentration. Interestingly even a
low concentration of EDTA (0.1 mM) had a considerable ability of
leaching of metal like Mn.
The effect of hydrogen peroxide alone and in the presence of
dilute sulfuric acid on the desulfurization and demineralization of
coal of north-eastern region, India was investigated by Mukherjee
et al. [147]. Hydrogen peroxide (15%) alone removed over 76%
pyritic sulfur, 70% sulfate sulfur, 5% organic sulfur and over 14% ash
at 25 1C, which improved to almost complete removal of pyritic
and sulfate sulfur, over 26% organic sulfur and 43% ash in the
presence of 0.1 N H2SO4. Sulfuric acid acts as catalyst for bringing
oxygen and pyrite molecules close to each other which helps in
desulfurization. The kinetic and energetic studies using the mixture of 0.1 N H2SO4 and hydrogen peroxide on desulfurization of
Indian coal were reported by Mukherjee and Srivastava [148].
Pyritic sulfur to the tune of about 93% in Baragolai coal and 98% in
Ledo coal was removed using a mixture of 15% (v/v) hydrogen
peroxide and 0.1 N sulfuric acid. The untreated Baragolai and Ledo
coal had pyritic sulfur content of 0.64% and 0.52%, respectively.
�P. Meshram et al. / Renewable and Sustainable Energy Reviews 41 (2015) 745–761
757
Fig. 3. The TRW Meyers process for desulfurization of coal [27].
Vasilakos et al. [125] investigated chemical beneficiation of high
volatile bituminous coal with H2O2/H2SO4 at ambient temperature.
Almost complete removal of inorganic sulfur and substantial
reduction in ash were observed. However, organic sulfur was hardly
affected. Ahnonkitpanit and Prasassarakich [17] followed the similar
treatment for subbituminous high volatile coals from Thailand and
observed the removal of a small amount of organic sulfur (7.1%)
along with almost complete removal of the ash and inorganic sulfur.
Karaca and Ceylan [23] also found H2O2 as an effective agent for
removal of ash and pyritic sulfur, but less effective for organic sulfur.
A 15% H2O2 solution was suitable for appreciable reduction in ash
(65% and 31%) and pyritic sulfur (97% and 92%) from two Turkish
lignite samples of Beypazari and Tuncbilek mines, respectively
within 60 min of treatment at 30 1C; the samples contained 21.4%
and 16.71% ash, and 0.98% and 0.73% pyritic sulfur, respectively.
4.2. Alkali leaching
In alkali leaching process the dominant kaolinite and quartz
phases in coal are converted to hydrated alkali-bearing silicate,
alumina–silicate complexes like sodalite, etc. It requires low
pressure and temperature as compared to acid leaching. A portion
of pyrite and organic sulfur can also be removed.
The demineralization of coal with aqueous alkaline solution is
reported by several researchers [149–151]. Kara and Ceylan [149]
have reported similar results for demineralization (91%) of Turkish
lignites with NaOH. The effect of aqueous caustic leaching (ACL) of
asphaltite from Turkey was investigated by Saydut et al. [151].
Caustic leaching (1 M NaOH) at 180 1C for 16 h reduced the ash
content of asphaltite by 44.6%, pyritic sulfur by 83.3%, organic
sulfur by 53.9%, total sulfur by 61.82% and volatile matter by
46.29%. On the other hand Friedman and Warzinski [152] achieved
complete removal of pyritic sulfur and 40% organic sulfur from
coal by treatment with sodium hydroxide solution at 300 1C.
Chemical treatment of coal by grinding and aqueous caustic
leaching was studied by Balaz et al. [112]. Grinding (mechanical
activation) of two different coals with 28.2% and 7% ash, 3.0% and
2% sulfur followed by leaching with 5% NaOH reduced the sulfur
content to 1.5% and 0.9% respectively. The drawback of this process
is that ash content is increased mainly due to the glass wear
during grinding and alkaline chemical leaching (GACL), with a
simultaneous reduction in C and H content.
Molten caustic leaching (MCL) is another effective process for
reducing significant amounts of ash-forming minerals, pyritic
sulfur and organic sulfur from solid fossil fuels. Removal of
inorganic components from fuel by MCL at 200–400 1C can be
expressed as
SiO2 þ 2NaOH-Na2 SiO3 þ H2 O
ð6Þ
4FeS2 þ 20NaOH -4NaFeO2 þ8Na2 S þ 10H2 O þ O2
ð7Þ
Sodium silicate and sodium ferrate (sodium iron oxide) can
thus be easily removed by water leaching while regenerating
spent alkali [153]. The alkaline desulfurization is more effective
in removing pyritic sulfur than the organic sulfur. Typically � 50%
of total sulfur removal was achieved by Lolja [154], when a low
rank coal sample with 3.69% total sulfur was treated by MCL route
with 1 M KOH at room temperature for 2 h of treatment time,
although three-quarters of achieved conversion happened in first
30 min. The desulfurization mechanism, based on the unreactedshrinking core model in a homogeneous coal particle of unchanging size, was found to describe the reaction.
Effect of alkali treatment for ash and sulfur removal from
Assam coal, India was investigated by Mukherjee and Borthakur
[118]. Deashing and desulfurization level of 2–19% and 16–30%
from two types of coal was obtained at 95 1C. Chriswell et al.
[155,156] stated that the chemical cleaning of coal by MCL can
remove over 95% of the ash-forming minerals and up to 90% of
sulfur from coal. However, during MCL unwanted carbonate byproducts are formed which result in the loss of coal carbon,
significant consumption of expensive caustic, and subsequent
filtration problems during the processing of spent caustic solutions. Lee and Shon [157] have also reported large reduction in
sulfur (70% and 60%) and ash (85% and 99%) by the MCL process for
Korean anthracite and bituminous coals, respectively. Araya et al.
[158] achieved reduction of 29% ash and 30% total sulfur from a
sub-bituminous coal from Chile by treatment with 10% sodium
hydroxide solution at 80 1C for 8 h. Wang et al. [159] applied
caustic wash to two different coals, one with high ash (15.5%) and
the other with low ash content (7%). Removal of major components, quartz and kaolinite was easy, whereas the removal of Ca
and Fe compounds strongly depended on the type of mineral
matter. Coal mineral matter can react with fused or molten caustic
at 370 1C in a much shorter time of heating than that commonly
used in the MCL process for chemical cleaning of coal [160].
However, the MCL is a harsh process and results in a partial
conversion of the coal to volatiles and produces changes in the
coal structure. Therefore, the aqueous caustic process with mild
operating conditions will have practical significance.
The use of calcium oxide instead of sodium hydroxide was
attempted as a leaching agent for the Australian coal [120,161].
Lime (Ca(OH)2) is efficient and cost effective when compared with
�758
P. Meshram et al. / Renewable and Sustainable Energy Reviews 41 (2015) 745–761
NaOH. Other advantages of using lime instead of sodium hydroxide are (1) less extensive extraction of coal organic matter into
the leaching solution; (2) less corrosive to the reactor and equipment materials, and (3) a lesser fouling effect of the residue if
chemically treated coal is employed in combustion or gasification
applications. Wang and Tomita [161] investigated the chemistry of
hydrothermal reactions of Ca(OH)2 with pure quartz and pure
kaolinite. Wang et al. [120] reported about 76% of ash removal
from Newstan coal of Australia by leaching with 5% CaO at 340 1C
for 120 min, followed by hydrochloric acid wash; the ash content
decreased from 9.2% to 2.2%. Stambaugh et al. [162] and Stambaugh [163,164] used a mixture of 10% NaOH and 2–3% Ca(OH)2 as
a leaching agent. The process needed fairly rigorous leaching
conditions such as, temperature of 250–300 1C and pressure of
3.9–8.4 MPa. The calcium added acts as a sulfur scavenger when
the treated coal is burnt.
Recently, the response of Nigerian coal to de-ashing with
Na2CO3, a cheaper alternative to sodium hydroxide was investigated [119] with an average ash reduction of 38.66% from a feed of
32.55% ash to 19.90% ash. A complete removal of inorganic sulfur
and � 70% reduction, in organic sulfur of coal, was achieved with
dilute solution of Na2CO3 at temperature between 120 and 150 1C
[165]. Norton et al. [166] reported the removal of 60–90% ash and
sulfur from bituminous coals from New Zealand using fused
caustic. Markuszewski et al. [167] treated several bituminous coals
( � 7–15% ash and � 3–5% S) with molten mixtures of NaOH and
KOH at 350–370 1C and were able to remove 80–90% ash and 70–
80% of total sulfur. In the TRW Gravimelt process a mixture of
NaOH and KOH rather than NaOH alone desulfurized coal effectively (490% total sulfur) at 350 1C [168].
4.3. Leaching of coal with alkali followed by acid
The alkali leaching of coal in combination with acid washing
has been extensively investigated. The advantage of using the
leaching agents like NaOH and KOH lies in its applicability for
effective removal of most of the minerals from the coals. The
dominant phases such as kaolinite and quartz in coal are converted to hydrated alkali-bearing silicate and alumina–silicate
complexes (e.g., sodalite), and a portion of pyrite and organic
sulfur can also be removed. The products formed from alkali
treatment are weakly soluble and hence essentially needs treatment by dilute acid.
Yang et al. [169] reported the demineralization of different
coals with three stage leaching involving caustic treatment,
followed by sulfuric and nitric acid treatment. In this process,
pyrite reacts with NaOH and forms Fe2O3 and Na2S. Reactions with
NaOH lower the aluminum and silicon contents. Soluble sodium
silicates and aluminates are the main products. Dilute sulfuric acid
dissolves all of the sodium salts and remaining iron compounds
are dissolved by nitric acid. The coal obtained by this process
meets the purity (ash r0.5%, iron r0.03% and silicon r0.02%)
requirements of Hall Cell anode grade carbon. The caustic wash
was applied to two different lignites from Turkey [113]. At high
temperature (187 1C) � 90% of the mineral matter was removed by
washing with caustic solution (4 M NaOH) for 60 min followed by
acid washing with 1 M HCl at boiling condition for 10 min for both
low ash (7%) and high ash (35.6%) coals. The caustic-HF leaching
method has been found to be the most effective method for coal
deashing, followed by caustic-HCl–HNO3 and caustic-HCl–H2SO4
leaching methods [115].
The effect of leaching asphaltite samples from Turkey with the
molten NaOH method followed by mild acid leaching was investigated
by Duz et al. [170]. The complete removal of pyritic sulfur, 70% organic
sulfur and ash and 70–79% volatile matter from asphaltites were
reported with alkali at a 1:1 ratio with asphalite at 400 1C for 45 min
followed by wash with 1 M HCl. Ash content was reduced from 18.3%
to 6.8% from a coal of Hazro fields, Turkey and 70% of combustible was
recovered with the MCL process [171].
Study by Mukherjee and Borthakur [116] showed the removal
of 43–50% ash, total inorganic sulfur and � 10% organic sulfur from
two Assam coals (8.4% and 10.4% ash, total sulfur 4.3% respectively)
by treatment with 16% NaOH solution followed by 10% HCl at
90–95 1C. Subsequent study was reported with KOH alone at 95 1C
and 150 1C and in combination with mild acid treatment [118]. At
150 1C, successive treatment of coal with 18% KOH and 10% HCl led
to 52.7% desulfurization along with removal all of inorganic sulfur
and 37% organic sulfur. Deashing of Assam coking coal from Triop
region (Table 8) by sodium hydroxide leaching was studied by
Kumar and Gupta [114]. The coal treated at 120 1C with 500 g/L
NaOH showed � 70% demineralization from a level of 6.6% ash in
the as-received coal.
Reduction in the ash content of physically beneficiated Indian coals
by treatment with caustic solution followed by acid washing was
reported [14]. Degree of demineralization improved by increasing the
reaction time, alkali concentration and temperature, and by reducing
the coal particle size. A marginal reduction in sulfur content and
significant reduction in phosphorous content was observed after the
acid treatment.
A process of chemical cleaning of coal by alkali-acid leaching
under mild and ambient pressure was developed by Nabeel et al.
[131]. Chemical demineralization of low-grade coal in a three step
process, using 1% or 5% aqueous NaOH treatment followed by 1%
or 5% H2SO4 leaching, has been developed with a removal of more
than 75–80% of mineral matter. At CSIRO, Australia, a process has
been developed [172] for removal of 90% mineral matter from
bituminous coal using 10% NaOH at 200–300 1C under pressure
followed by acid treatment.
The effect of aqueous caustic and various acid treatments on
the removal of mineral matter in asphaltite was investigated by
Doymaz et al. [173]. About 59.6% of the mineral matter could be
removed by 10% H2SO4 and 40% HF after pre-treating the coal with
5% NaOH solution. Similarly, Bolat et al. [133] studied the chemical
demineralization of Turkish coal using different acids (HF, HCl,
HNO3 and H2SO4) alone and in combination of 0.5 N aqueous
NaOH with one or two acids and found maximum of 46.78%
demineralization. In another study a low level of 3.3% ash content
was obtained from the Tuncbilek lignite when treated with 30%
NaOH and 10% HCl [26]. Baruah and Khare [174] reported the
removal of inorganic and organic sulfur, and minerals by solvent
extraction and alkali treatment of the coal oxidized by H2O2–
HCOOH. Chemical leaching of the two high sulfur coal named as
Ledo and Baragorai from Assam, India with the ash content of
10.35% and 5.70%, and total sulfur content of 3.57% and 5.30%,
respectively, was investigated by Baruah et al. [175]. The aqueous
leaching removed 89.7% and 77.05% sulfur in 120 h and 45 1C in
Ledo and Baragorai coals, respectively.
5. Conclusion
For the demineralization of coal, physical processes are the
most economical methods and are used commercially. Generally
the gravity based processes are quite useful for deashing of coal of
larger size particles (4 0.5 mm). Processes based on surface
properties of coal like froth flotation are also quite successful for
the particles below 0.5 mm size, but has the problem of utilizing
large quantity of water and results in generation of tailings and
increase in moisture content as well. Whenever fine size particles
from crushing/grinding are needed to liberate product from the
gangue, dry fluidization could be an alternative to the wet
chemical flotation and cost-effective as well.
�P. Meshram et al. / Renewable and Sustainable Energy Reviews 41 (2015) 745–761
Though the mineral-rich grains may be removed by physical
beneficiation, but for finely dispersed minerals bound to the coal
structure or organic bound elements chemical beneficiation is an
effective method. However, these methods are expensive due to the
requirements of chemical reagents and dewatering of the fine-sized
slurry. Almost all studies on the demineralization of coal have ignored
the recyclability of wastewater generated and its treatment as
presently none of these methods are used industrially. As regards
the bio-desulfurization of coal complete development using native
microbes is yet to emerge, although desulfurization of inorganic as
well as organic sulfur can be achieved. Establishing the biodesulfurization process on pilot/large scale may ensure its exploitation for the coal preparation.
For general applications like thermal power generation, cement
and non-critical metallurgical industries, chemical beneficiation
methods may not compete with the physical cleaning technologies
presently followed for the coal preparation. This is because
beneficiation methods need to have low cost and must be
environmental friendly. However, the use of chemical methods
in a hybrid approach with the physical method as a pre-treatment
step appears to be an attractive option. The combined physical and
chemical cleaning has shown the potential for deashing and
demineralization of various coals. By the combined physical–
chemical beneficiation process the cleaner and ultra-clean coals
can be produced for specific use like metallurgical and gas turbine
applications.
Acknowledgements
The authors are thankful to the Director, CSIR-National Metallurgical Laboratory, Jamshedpur, India for giving permission to
publish the paper. Financial support from Ministry of Steel, Govt.
of India is gratefully acknowledged.
References
[1] Singh R, Sinha SN. Beneficiation of high ash Indian coal-problems and
prospects. Indian Min Eng J 2003:1–4.
[2] BP (British Petroleum) statistical review of world energy. London; June 2014.
[3] Garg P. Energy scenario and vision 2020 in India. J Sustain Energy Environ
2012;3:7–17.
[4] Dwari RK, Rao KH. Tribo-electrostatic behavior of high ash non-coking Indian
thermal coal. Int J Miner Process 2006;81(2):93–104.
[5] Coal Marketing International Ltd.; 2012. URL 〈http://www.coalmarketinginfo.
com/advanced-coal-science〉.
[6] Haldar DD. Beneficiation of non-coking coals: basic concepts and technology
routes. In: Singh R, Das A, Banerjee PK, Bhattacharya KK, Goswami NG,
editors. Proceedings of the XI International Seminar on Mineral Processing
Technology (MPT-2010). Jamshedpur: Allied publishers; 2010. p. 419–27.
[7] Ward CR. Analysis and significance of mineral matter in coal seams. Int J Coal
Geol 2002;50:135–68.
[8] IEA Report. Coal in the Energy Supply of India. International Energy Agency—
Coal Industry Advisory Board. India; 2002.
[9] ASTM, 1998: Annual Book of American Society for Testing and Materials
Standards, Chapter D 388–98; p. 174–99.
[10] Valković V. Trace elements in coal, vol. I. Boca Raton, Fla.: CRC Press; 1983.
[11] BP (British Petroleum) Statistical Review of World Energy. URL 〈bp.com/
statisticalreview〉; June 2012.
[12] Indian Minerals Year Book (IMYB). Part II, Coal & Lignite. 50th ed. Government of India, Ministry of Mines, Indian Bureau of Mines; 2011.
[13] Coal Directory of India. Coal Controller's Organisation, Kolkata; 2010–11.
[14] Dash PS, Kumar SS, Banerjee PK, Ganguly S. Chemical leaching of high ash
Indian coals for production of low ash clean coal. Miner Process Extract
Metall Rev 2013;34:223–39.
[15] CPCB. Thermal power plants – environmental regulation. P.C.I. Division.
India: Central Pollution Control Board; 1997.
[16] Karaca S, Akyurek M, Bayrakceken S. The removal of pyritic sulfur from
Askale lignite in aqueous suspension by nitric acid. Fuel Process Technol
2003;80:1–8.
[17] Ahnonkitpanit E, Prasassarakich P. Coal desulfurization in aqueous hydrogen
peroxide. Fuel 1989;68:819–24.
[18] Aitani AM, Ali MF, Al-Ali HH. Review of non-conventional methods for the
desulfurization of residual fuel oil. Pet Sci Technol 2000;18(5):537–53.
759
[19] Alvarez R, Clemente C, Gomez-Limon D. The influence of nitric acid oxidation
of low rank coal and its impact on coal structure. Fuel 2003;82:2007–15.
[20] Babich JA, Mouljin JA. Science and technology of novel processes for deep
desulfurization of oil refinery streams – a review. Fuel 2003;82:607–31.
[21] Charutawai K, Ngamprasertsisith S, Prasassarakich P. Supercritical desulfurization
of low rank coal with ethanol/KOH. Fuel Process Technol 2003;84:207–16.
[22] Demirbas A, Balat M. Coal desulfurization via different methods. Energy
Sources 2004;26:541–50.
[23] Karaca H, Ceylan K. Chemical cleaning of Turkish lignites by leaching with
aqueous hydrogen peroxide. Fuel Process Technol 1997;50:19–33.
[24] Karaca H, Ceylan K, Olcay A. Catalytic dissolution of two Turkish lignites in
tetralin under nitrogen atmosphere: effects of the extraction parameters on
the conversion. Fuel 2001;80:559–64.
[25] Karaca H, Onal Y. Demineralization of lignites by single and successive
pretreatment. Fuel 2003;82(12):1517–22.
[26] Karaca H, Yildiz Z. Desulfurization of fuel by leaching using H2O2 and H2SO4.
Pet Sci Technol 2005;23(3–4):285–98.
[27] Meyers RA. Coal desulphurization. New York: Marcel Dekker, Inc.; 1977.
[28] Ozbas KE, Hicyılmaz C, Kok MV. The effect of lime addition on the
combustion properties and sulfur contents of three different coals. Energy
Source 2002;24:643–52.
[29] Steel KM, Patrick JW. The production of ultra-clean coal by sequential
leaching with HF followed by HNO3. Fuel 2003;82:1917–20.
[30] Yıldız Z, Karaca H. Determination of optimum process parameters in
desulphurization of fuel oil. Pet Sci Technol 2005;23:371–84.
[31] Akers D, Dospoy R. Role of coal cleaning in control of coal toxics. Fuel Process
Technol 1994;39(1–3):73–86.
[32] Palmer S, Hippo E, Dorai X. Selective oxidation pre-treatments for the
enhanced desulfurization of coal. Fuel 1995;74:193–200.
[33] Honaker RQ, Paul BC, Wang D, Ho K. Enhanced gravity separation: an
alternative to flotation. In: Kawatra SK, editor. Proceedings of high efficiency
coal preparation: an international symposium. Colorado: SME Inc.; 1995.
p. 70–8.
[34] Honaker RQ, Singh N, Govindarajan B. Application of dense-medium in an
enhanced gravity separator for fine coal cleaning. Miner Eng 2000;13(4):415–27.
[35] Özgen S, Malkoç Ö, Doğancik C, Sabah E, Şapçi FO. Optimization of a multi
gravity separator to produce clean coal from Turkish lignite fine coal tailings.
Fuel 2011;90(4):1549–55.
[36] Oruç F, Özgen S, Sabah E. An enhanced-gravity method to recover ultra-fine
coal from tailings: Falcon concentrator. Fuel 2010;89:2433–7.
[37] Honaker RQ, Wang D, Ho K. Application of the Falcon concentrator for fine
coal cleaning. Miner Eng 1996;9(11):1143–56.
[38] Rath RK, Singh R, Bhattacharya KK. Processing of coal waste by enhanced
gravity separation and froth flotation. In: Proceedings of international
conference on coal and coke. National Metallurgical Laboratory. Jamshedpur;
2011.
[39] Das A, Sarkar B, Ari V, Roy S. Efficient recovery of combustibles from coking
coal fines. Miner Process Extract Metall Rev 2010;31:236–49.
[40] Couch GR. Advanced coal cleaning technology, IEA Coal Research. IEA Coal
Research Publishers; 1991.
[41] Özgen S, Türksoy VO, Sabah E, Oruç F. Process development studies on
recovery of clean coal from ultra fine hard coal tailings using enhanced
gravity separator. Can J Chem Eng 2009;87:715–25.
[42] Demirbas A. Demineralization and desulphurization of coals via column froth
flotation and different methods. Energy Convers Manag 2002;43:885–95.
[43] Budge G. RJB refines treatments at Gascoigne Wood. Mine Quarry
1998:48–52.
[44] Yoon RH, Luttrel GH, Adel GT, Mankosa MJ. The application of Microcell
column flotation to fine coal cleaning. In: Proceedings of engineering
foundation conference on fine coal cleaning. Palm Coast, FL; 1990.
[45] Mohanty MK, Honaker RQ. Performance optimization of Jameson flotation
technology for fine coal cleaning. Miner Eng 1999;12(4):367–81.
[46] Firth B. Turbo flotation: faster, cleaner, cheaper fine coal recovery. The
Australian Coal Review; 1999.
[47] Atesok G, Boylu F, Celĭk MS. Carrier flotation for desulfurization and deashing
of difficult-to-float coals. Miner Eng 2001;14(6):661–70.
[48] Jena MS, Biswal SK, Rudramuniyappa MV. Study on flotation characteristics
of oxidized Indian high ash sub-bituminous coal. Int J Miner Process
2008;87:42–50.
[49] Ayhan FD, Abakay H, Saydut A. Desulfurization and deashing of Hazro coal
via a flotation method. Energy Fuels 2005;19:1003–7.
[50] Groppo JG, Parekh BK. Continuous pilot-scale testing of column flotation for
recovery of fine. Miner Eng 1990;42(10):1189–92.
[51] Cilek EC, Aktas H, Sari A. Desulfurization of Turkish lignites by column
flotation. Energy Educ Sci Technol 2000;5:93–103.
[52] Erol M, Cigdem C, Zeki A. The effect of reagents and reagent mixtures on
froth flotation of coal fines. Int J Miner Process 2003;71:131–45.
[53] Reza EM, Farahnaz E. Reduction of sulfur and ash from Tabas coal by froth
flotation. Iran J Chem Eng 2007;26(2):35–40.
[54] Xiu-Xiang T, Cao YJ, Liu J, Shi KY, Liu JY, Maoming F. Studies on characteristics and flotation of a hard-to-float high-ash fine coal. Proced Earth Planet
Sci 2009;1:799–806.
[55] Reddy PSR, Kumar SG, Bhattacharya KK, Sastri SRS, Narasimhan KS. Flotation
column for fine coal beneficiation. Int J Miner Process 1988;24(2):161–72.
[56] Sastri SRS. Recovery of coal fines using column flotation. Miner Eng
1988;1(4):359–63.
�760
P. Meshram et al. / Renewable and Sustainable Energy Reviews 41 (2015) 745–761
[57] Reddy PSR, Biswal SK, Prakash S, Bhaumik SK, Sastri SRS. Recovery of coal
fines from rejects by column flotation. In: Bhattacharyya P, Singh R, Goswami
NG, editors. Processing of Fines, 2. Jamshedpur, India: NML; 2000. p. 213–21.
[58] Tsai SC. Coal Science and technology 2: Fundamentals of coal beneficiation
and utilization. Amsterdam: Elsevier Scientific Publishers; 1982.
[59] Baruah MK, Kotoky P, Baruah J, Bora GC. Cleaning of Indian coals by
agglomeration with xylene and hexane. Sep Purif Technol 2000;20:235–41.
[60] Malik A, Singh DP, Sharma S, Dastidar MG, Roychoudhury PK. Oil agglomeration for recovery of coal fines: effect of vegetable oil and bacterial
pretreatment. Coal Prep 1999;20:247–68.
[61] Aktaş Z. Some factors affecting spherical oil agglomeration performance of
coal fines. Int J Miner Process 2002;65:177–90.
[62] Ergun S, Bean EE. Magnetic separation of pyrite from coals. (Report of
Investigation No. 7181). Pittsburgh: U.S. Bureau of Mines; 1968.
[63] Liu YA, Lin CJ. Assessment of sulfur and ash removal from coals by magnetic
separation. IEEE Trans Magn 1976;12:538–50.
[64] Zhou S, Garbett ES, Boucher RF. Gravity-enhanced magnetic (HGMS) coal
cleaning. Ind Eng Chem Res 1996;35:4257–63.
[65] Atesok G, Perek KT, Dincer H, Celik MS. Reduction of ash and sulfur contents
of low-rank Turkish semicoked lignite by high intensity dry magnetic
separation. Coal Prep 1999;20:179–90.
[66] Kelly EG, Spottiswood DJ. The theory of electrostatic separations: a review
Part I. fundamentals. Miner Eng 1989;2(1):33–46.
[67] Mazumder MK, Tennal KB, Lindquist D. Electrostatic beneficiation of coal. In:
Proceeding of the 10th annual coal preparation, utilization and environmental control contractors conference; 1994. p. 111–6.
[68] Lockhart NC. Review paper. Beneficiation of coal. Powder Technol
1984;40:17–42.
[69] Carta M, Del FC, Ciccu R, Curreli L, Agus M. Technical and economical
problems connected with the dry cleaning of raw coal and in particular with
pyrite removal by means of electric separation. In: Partridge A, editor.
Proceedings of 7th International Coal Preparation Congress. Australia: Adept
Printing Pvt. Ltd; 1976. p. 1–35.
[70] Alfano G, Carbini P, Ciccu R, Ghiani M, Peretti R, Zucca A. Progress in
triboelectric separation of minerals. In: Forssberg E, editor. Proceedings of
XVI International Mineral Processing Congress. Amsterdam: Elsevier Pub BV;
1988. p. 833–44.
[71] Anderson JM, Parobek L, Bergougnou MA, Inculet II. Electrostatic separation
of coal macerals. IEEE Trans Indust Appl, 1A-15 1979;3:291–3.
[72] Mukherjee A, Gidaspow D, Wasan DT. Surface charge of Illinois coal and
pyrites for dry electrostatic cleaning. In: Preprints of Papers-American
Chemical Society, Division of Fuel Chemistry 1987;32(1):395–407.
[73] Schaefer JL, Ban H, Stencel JM. Non-intrusive measurement of particle charge
relating to electrostatic dry coal cleaning. In: Proceeding of international
Pittsburgh coal conference. PA, USA; 1992. p. 259–64.
[74] Schaefer JL, Ban H, Stencel JM. Triboelectrostatic dry coal cleaning. In:
Proceedings of international Pittsburgh coal conference. PA, USA, vol. 1;
1994. p. 624–9.
[75] Ban H, Schaefer JL, Stencel JM. Particle tribocharging characteristics relating
to electrostatic dry coal cleaning. Fuel 1994;73:1108–15.
[76] Hower JC, Hang B, Schaefer JL, Stencel JM. Maceral/microlitho type partitioning
through triboelectrostatic dry coal cleaning. Int J Coal Geol 1997;34:277–86.
[77] Soong Y, Link TA, Schoffstall MR, Gray ML, Fauth DJ, Knoer JP, et al. Dry
beneficiation of Slovakian coal. Fuel Process Technol 2001;72(3):185–98.
[78] Inculet II, Quingley RM, Bergougnou MA, Brown JD. Electrostatic beneficiation of hat creek coal in the fluidized state. CIM Bull 1980:51–61.
[79] Dwari RK, Hanumantha Rao K. Tribo-electrostatic behavior of high ash noncoking Indian thermal coal. Int J Miner Process 2006;81:93–104.
[80] Zhang X, Duan DY, Tian B, Wang JS, Deng F, Li HS, et al. Research on the
tribo-electrostatic separation of minerals from coal. Proced Earth Planet Sci
2009;1(1):845–50.
[81] Marland S, Merchant A, Rowson N. Dielectric properties of coal. Fuel
2001;80:1839–49.
[82] Jones DA, Lelyveld TP, Mavrofidis SD, Kingman SW, Miles NJ. Microwave
heating applications in environmental engineering – a review. Resour
Conserv Recycl 2002;34:75–90.
[83] Church RH, Webb WE, Salsman JB. Dielectric properties of low loss materials.
Washington, US: US Bureau of Mines Report of Investigations 9194; 1993.
[84] Harrison PC, Rowson NA. The use of dielectric heating to alert mineral
properties, Icheme research event. In: Proceedings of the second European
conference for young researchers. Leeds, England; 1996.
[85] Chatterjee I, Misra M. Electromagnetic and thermal modeling of microwave
drying of fine coal. Miner Metall Process 1991:110–4.
[86] Shuey RT. Semiconductor ore minerals (developments in economic geology
4). Amsterdam: Elsevier; 1976.
[87] Maxwell E, Kelland DR, Jacobs IS, Levinson LM. Magnetic separation and
thermo-magneto-chemical properties of coal liquefaction mineral participates. Fuel 1982;61:369–76.
[88] Weng SH. Mossbauer analysis of the microwave desulfurization process of
raw coal. J Appl Phys 1993;73:4680–2.
[89] Zavitsanos PD, Golden JA. Tracking pyritic sulfur in the microwave desulphurisation of coal. J Appl Phys 1982;53:2730–2.
[90] Rowson NA, Rice NM. Desulphurisation of coal using low power microwave
energy. Miner Eng 1990;3(3–4):363–8.
[91] Zavitsanos PD, Bleiler KW. Coal desulfurization induces thermo-chemical,
in situ reactions between sulfur and other elements in coal, US Patent
4076607; 1978.
[92] Uslu T, Atalay Ü. Microwave heating of coal for enhanced magnetic removal
of pyrite. Fuel Process Technol 2003;85:21–9.
[93] Haque KE. Microwave energy for mineral treatment processes – a brief
review. Int J Miner Process 1999;57:1–24.
[94] Bykov YV, Rybakov KI, Semenov VE. High-temperature microwave processing of materials. J Phys D: Appl Phys 2000;34:55–75.
[95] Andrés JM, Ferrando AC, Membrado L. Chemical desulfurization of coal with
hydroiodic acid. Energy Fuels 1996;10:425–30.
[96] Yürüm Y, Elsamak GG, Oztas NA. Chemical desulphurisation of Turkish
Cayirhan lignite with HI using microwave and thermal energy. Fuel
2002;82:531–7.
[97] Hayashi J, Oku K, Kusakabe K, Morooka S. The role of microwave irradiation
in coal desulphurisation with molten caustics. Fuel 1990;69:739–42.
[98] Jorjani E, Rezai B, Vossoughi M, Osanloo M. Desulphurisation of Tabas coal
with microwave irradiation/peroxyacetic acid washing at 25, 55 and 85 1C.
Fuel 2003;83:943–9.
[99] Van Houwelingen JA, De Jong TPR. Dry cleaning of coal: review, fundamentals and opportunities. Geol Belg 2004;7(3–4):335–43.
[100] Manoj B, Elcey CD. Demineralization of coal by stepwise bioleaching: a study
of sub-bituminous Indian coal by FTIR and SEM. J Univ Chem Technol Metall
2010;45(4):385–90.
[101] Silverman MP, Rogoff MH, Wender I. Removal of pyritic sulfur from coal by
bacterial action. Fuel 1963;42:113–24.
[102] Dugan PR, Apel WA. Microbiological desulfurization of coal. In: Murr LE,
Torma AE, Brierley JA, editors. Metallurgical applications of bacterial leaching
and related microbiological phenomena. New York: Academic Press; 1978.
p. 223–50.
[103] Zarubina NN, Lyalikova NN, Shmuk EI. Investigation of microbiological
oxidation of coal pyrite. Invest Akad Nank SSr Otedl Tekh Mauk Me Toplivo
1959;1:117–9.
[104] Andrews GF, Maczuga J. Bacterial removal of pyrite from coal. Fuel
1984;63:297–302.
[105] Rawlings DE, Tributsch H, Hansford GS. Reasons why ‘Leptospirillum’ – like
species rather than Thiobacillus ferrooxidansare the dominant iron-oxidizing
bacteria in many commercial processes for the biooxidation of pyrite and
related ores. Microbiol 1999;145:5–13.
[106] Harrison AP. The acidophilic thiobacilli and other acidophilic bacteria that
share their habitat. J Ann Rev Microbiol 1984;38:265–92.
[107] Detz D, Barvinchak G. Microbial desulphurisation of coal. Min Congr J
1979;65:75–86.
[108] Kargi F, Robinson JM. Removal of organic sulfur from bituminous coal use of
the thermophilic organism Sulfolobus acidocaldarius. Fuel 1986;65:397–9.
[109] Kargi F, Robinson JM. Microbial desulfurization of coal by the thermophilic
microorganism Sulfolobus acidocaldarius. Biotechnol Bioeng 1982;24:2115–21.
[110] Hone HJ, Beyer M, Ebner HG, Klein J, Juntgen H. Microbial desulphurization of
coal – development and application of a slurry reactor. Chem Eng Technol
1987;10:173–6.
[111] Couch GR. Biodesulfurization of coal, IEA coal research report, London; 1993.
[112] Balaz P, LaCount RB, Kern DG, Turcaniova L. Chemical treatment of coal by
grinding and aqueous caustic leaching. Fuel 2001;80:665–71.
[113] Culfaz M, Ahmed M, Gürkan S. Removal of mineral matter and sulfur from
lignites by alkali treatment. Fuel Process Technol 1996;47:99–109.
[114] Kumar M, Gupta RC. Demineralization study of Indian Assam coking coal by
sodium hydroxide leaching. Energy Sources 1997;19:723–30.
[115] Kumar M, Shankar RH. Removal of ash from Indian Assam coking coal using
sodium hydroxide and acid solutions. Energy Sources 2000;22(2):187–96.
[116] Mukherjee S, Borthakur PC. Chemical demineralization/desulfurization of high
sulfur coal using sodium hydroxide and acid solutions. Fuel 2001;80:2037–40.
[117] Mukherjee S. Demineralization and desulfurization of high-sulfur Assam coal
with alkali treatment. Energy Fuels 2003;17:559–64.
[118] Mukherjee S, Borthakur PC. Effect of leaching high sulfur subbituminous coal
by potassium hydroxide and acid on removal of mineral matter and sulfur.
Fuel 2003;82:783–8.
[119] Adeleke AA, Ibitoye SA, Afonja AA, Chagga MM. Multistage caustic leaching
de-ashing of Nigerian Lafia-Obi coal. Pet Coal 2011;53(4):259–65.
[120] Wang J, Zhang ZG, Kobayashi Y, Tomita A. Chemistry of Ca(OH)2 leaching on
mineral matter removal from coal. Energy Fuels 1996;10:386–91.
[121] Alam HG, Moghaddam AZ, Omidkhan MR. The influence of process parameters on desulfurization of Mezino coal by HNO3/HCl leaching. Fuel Process
Technol 2009;90:1–7.
[122] Khan MA, Mohmand MI. Demineralization of Sor-Range Coal with HNO3 and
the determination of trace elements in the acid extracts. J Chem Soc Pak
1990;12(3):263–6.
[123] Rodriguez RA, Jul CC, Gomez-Limon D. The influence of process parameters
on coal desulfurization by nitric leaching. Fuel 1996;75:606–12.
[124] Paul M, Seferinoglu M, Ayçik GA, Sandström A, Smith ML, Paul J. Acid
leaching of ash and coal: time dependence and trace element occurrences.
Int J Miner Process 2006;79:27–41.
[125] Vasilakos NP, Clinton CS. Chemical beneficiation of coal with aqueous
hydrogen peroxide/sulphuric acid solutions. Fuel 1984;63(11):1561–3.
[126] Meyers RA. Hydrocarbon process 1975;54(6):93–6.
[127] Ali A, Srivastava SK, Haque R. Chemical desulphurization of high sulfur coals.
Fuel 1992;71:835–9.
�P. Meshram et al. / Renewable and Sustainable Energy Reviews 41 (2015) 745–761
[128] Li W, Cho EH. Coal desulphurization with sodium hypochlorite. Energy Fuels
2005;19:499–507.
[129] Steel KM, Besida J, O'Donnell TA, Wood DG. Production of ultra-clean coal.
Part-III. Effect of coal's carbonaceous matrix on the dissolution of mineral
matter using hydrofluoric acid. Fuel Process Technol 2002;76:51–9.
[130] Steel KM, Patrick JW. The production of ultra-clean coal by chemical
demineralization. Fuel 2001;80:2019–23.
[131] Nabeel A, Khan TA, Sharma DK. Studies on the production of ultra-clean coal
by alkali-acid leaching of low-grade coals. Energy Sources, Part A: Recov Util
Environ Effects 2009;31:594–601.
[132] Andres JM, Ferrando AC, Membrado L. Chemical desulfurization of coal with
hydroiodic acid. Energy Fuels 1996;10:425–30.
[133] Bolat E, Saglam S, Piskin S. Chemical demineralization of a Turkish high ash
bituminuous coal. Fuel Process Technol 1998;57:93–9.
[134] Fois E, Pistis A, Melis F, Mura G, Lallai A. Sulfur removal from sulcis coal
by sequential leaching with KOH followed by H2O2. Chem Eng Trans
2010;19:61–6.
[135] Ratanakandilok S, Ngamprasersith S, Prasassarakich P. Coal desulfurization
with methanol/water and methanol/KOH. Fuel 2001;80:1937–42.
[136] Shakirullah M, Ahmad I, Rehman H, Ishaq M, Khan U, Ullah H. Effective
chemical leaching and ash depletion of low rank coal with EDTA and citric
acid. J Chem Soc Pak 2006;28(1):56–61.
[137] Wu Z, Steel KM. Demineralization of a UK bituminous coal using HF and ferric
ions. Fuel 2007;86:2194–200.
[138] Wijaya N, Choo TK, Zhang L. Generation of ultra-clean coal from Victorian
brown coal – sequential and single leaching at room temperature to
elucidate the elution of individual inorganic elements. Fuel Process Technol
2011;92:2127–37.
[139] Wang J, Tomita A. Removal of mineral matter from some Australian coals by
Ca(OH)2/HCl leaching. Fuel 1998;77(15):1747–53.
[140] Jorjani E, Ghasemi CH, Tayebi KM. Ultra clean coal production by microwave
irradiation pretreatment and sequential leaching with HF followed by HNO3.
Fuel Process Technol 2011;92(10):1898–904.
[141] Rubiera F, Arenillas A, Arias B, Pis JJ, Suarez-Ruiz I, Steel KM, et al.
Combustion behavior of ultra clean coal obtained by chemical demineralization. Fuel 2003;82:2145–51.
[142] Blanchard LJ, Robertson JD, Srikantapura S, Parekh BK, Huggins FE. Potentially
hazardous trace elements in Kentucky coals. Am Chem Soc, Div Fuel Chem
Preprints 1995;40(4):828–32.
[143] Rodriguez RA, Jul CC, Gomez-Limon D. Evolution of the organic sulfur and
other components during nitric acid leaching of Mequinenza coal. Fuel
1997;76:1445–50.
[144] Steel KM, Besida J, O'Donnell TA, Wood DG. Production of ultra-clean coal.
Part-I – dissolution behavior of mineral matter in black coal toward
hydrochloric and hydrofluoric acid. Fuel Process Technol 2001;70:171–92.
[145] Manoj B. Chemical demineralization of high volatile Indian bituminous coal
by carboxylic acid and characterization of the products by SEM/EDS.
J Environ Res Dev 2012;6(3A):653–9.
[146] Ohki A, Nakajima T, Yamashita H, Iwashita A, Takanashi H. Leaching of
various metals from coal into aqueous solutions containing an acid or a
chelating agent. Fuel Process Technol 2004;85:1089–102.
[147] Mukherjee S, Mahiuddin S, Borthakur PC. Demineralization and desulfurization of
subbituminous coal with hydrogen peroxide. Energy Fuels 2001;15:1418–24.
[148] Mukherjee S, Srivastava SK. Kinetics and energetic of high-sulfur north
eastern India coal desulfurization using acidic hydrogen peroxide. Energy
Fuels 2004;18:1764–9.
[149] Kara H, Ceylan R. Removal of sulfur from four central Anatolian lignites by
NaOH. Fuel 1988;67:170–2.
[150] Mazumdar BK, Sengupta AN. De-ashing of coal. Science Today 1980;
January:42–3.
[151] Saydut A, Duz MZ, Erdogan S, Tonbul Y, Hamamci C. Chemical leaching on
sulfur and mineral matter removal from asphaltite (Harbul, SE Anatolia,
Turkey). Energy Sources, Part A: Recov Util Environ Effects 2011;33(5):383–91.
761
[152] Friedman SJ, Warzinski RP. Chemical cleaning of coal. Transactions of the
American Society of Mechanical Engineers. J Eng Power 1977;99A:361–4.
[153] Yaman S, Kucukbayrak S. Sulfur removal from Gediz lignite using aqueous
sodium hydroxide solutions under mild oxidative conditions. Energy Source
1999;21:829–37.
[154] Lolja SA. A model for alkaline removal of sulfur from a low-rank coal. Fuel
Process Technol 1999;60:185–94.
[155] Chriswell CD, Shah ND, Kaushik SM, Markuszewski R. Chemical cleaning of
coal by molten caustic leaching after pretreatment by low-temperature
devolatilization. Fuel Process Technol 1989;22(1):95–106.
[156] Chriswell CD, Shah ND, Markuszewski R. Counter current washing of
Pittsburgh No. 8 coal after leaching with molten mixture Na and K hydroxides. Sep Sci Technol 1991;26(7):961–75.
[157] Lee SH, Shon EK. Effect of molten caustic leaching on the combustion
characteristics of anthracite. Fuel 1997;76(3):241–6.
[158] Araya PE, Ohlbaum RB, Droguett SE. Study of the treatment of sub bituminous coals by NaOH solutions. Fuel 1981;60:1127–30.
[159] Wang ZY, Ohtsuka Y, Tomita A. Removal of mineral matter from coal by alkali
treatment. Fuel Process Technol 1986;13:279–89.
[160] Kaushik SM, Norton GA, Markuszewski R. Behavior of ash-forming mineral
matter in coal during chemical cleaning with molten caustic. Preprints of
papers, American Chemical Society, Division of Fuel Chemistry, USA 1988;33
(2):18–27.
[161] Wang J, Tomita A. Hydrothermal reaction of Ca(OH)2 with quartz in connection with coal demineralization. Ind Eng Chem Res 1997;36(5):1464–9.
[162] Stambaugh EP, Miller JF, Tam SS, Chauhan SP, Feldman HE, Carlton HE, et al.
Hydrocarb Process 1975;54(7):115–6.
[163] Stambaugh EP. Extracting sulfur and ash. US Patent 4,055,400; 1977.
[164] Stambaugh EP. Hydrothermal coal Process. In coal desulphurization: chemical and physical methods. In: Wheelock TD, editors, American chemical
society symposium series. Washington DC; 1977. p. 198–205.
[165] Markuszewski R, Chung KC, Wheelock TD. Coal desulphurization by leaching
with alkaline solutions containing oxygen. In: Rogers SE, Lemmon AW,
editors, EPA symposium on coal cleaning to achieve energy and environmental goals, Hollywood FL USA; 1978.
[166] Norton GA, Mroch DR, Chriswell CD, Markuszewski R. In: Chugh YP, Caudle
RD, editors. Processing and utilization of high sulfur coals – II. New York:
Elsevier; 1987. p. 213–23.
[167] Markuszewski R, Mroch DR, Norton GA, Straszheim WE. Desulfurization and
demineralization of coal by molten NaOH/KOH mixtures. Preprints paper –
American Chemical Society, Division of Fuel Chemistry 1985;30:41–8.
[168] Kusakabe K, Orita M, Morooka S, Kato Y, Kusunoki K. Simultaneous
desulphurization and demineralization of coal. Fuel 1989;68(3):396–9.
[169] Yang RT, Das SK, Tsai BMC Coal. demineralization using sodium hydroxide
and acid solutions. Fuel 1985;64:735–42.
[170] Duz MZ, Erdogan S, Saydut A, Merdivan M, Hamamci C. Effect of molten
caustic leaching on demineralization and desulfurization of asphaltite.
Energy Sources, Part A: Recov Util Environ Effects 2008;30(17):1637–44.
[171] Duz MZ, Saydut A, Erdogan S, Hamamci C. Removal of sulfur and ash from
coal using molten caustic leaching, a case study from Hazro fields, Turkey.
Energ Explor Exploit 2009;27:391–400.
[172] Waugh AB, Bouling KG. Removal of mineral matter from bituminous coals by
aqueous chemical leaching. Fuel Process Technol 1984;9:217–33.
[173] Doymaz I, Gulen J, Piskin S. The effect of aqueous caustic and various acid
treatments on the removal of mineral matter in asphaltite. Energy Sources,
Part A: Recov Util Environ Effects 2007;29(4):337–46.
[174] Baruah BP, Khare P. Desulfurization of oxidized Indian coals with solvent
extraction and alkali treatment. Energy Fuels 2007;21:2156–64.
[175] Baruah BP, Saikia BK, Kotoky P, Rao PG. Aqueous leaching on high sulfur subbituminous coals, in Assam, India. Energy Fuels 2006;20:1550–5.
�
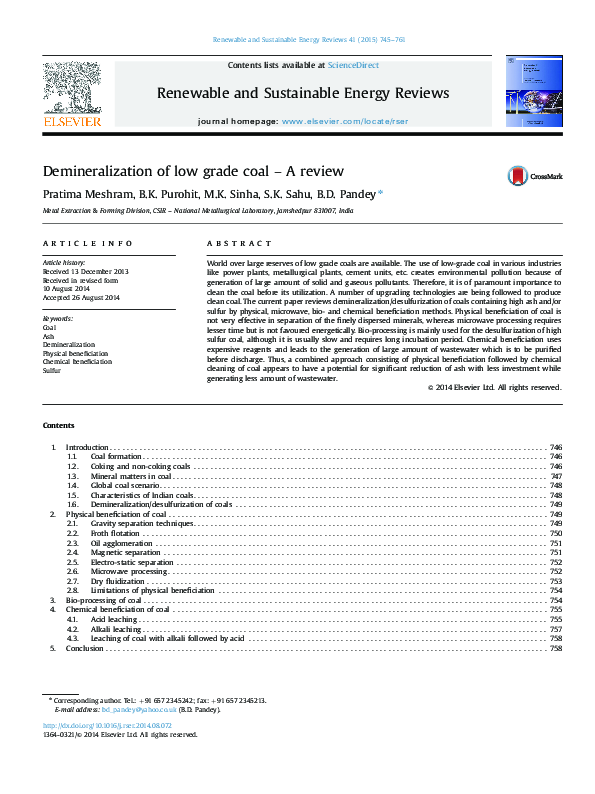
 Pratima Meshram
Pratima Meshram