Detail of Welder Welding
Detail of Welder Welding
Download as ppt, pdf, or txt
You might also like
- BS en 10277-2018Document56 pagesBS en 10277-2018Bharath BhusanNo ratings yet
- ASME Section IX - UpdatedDocument260 pagesASME Section IX - UpdatedIrfan Mehmood96% (26)
- QC Welding Inspector InterviewDocument286 pagesQC Welding Inspector InterviewNDT CTC100% (7)
- Prequalified WPS Checklist PDFDocument2 pagesPrequalified WPS Checklist PDFPatrick DominguezNo ratings yet
- Closed Book Practice QuestionsDocument10 pagesClosed Book Practice Questionsdgelvez100% (3)
- ASME Sec IXDocument5 pagesASME Sec IXkirubha_karan2000No ratings yet
- Properties and Applications of Ferrous AlloysDocument11 pagesProperties and Applications of Ferrous Alloyskalaivananmek100% (1)
- Brennan 2002Document8 pagesBrennan 2002Karla HernándezNo ratings yet
- Welding InspectionDocument43 pagesWelding Inspectionzubairsarwar912No ratings yet
- Asme Sec Ix WPS PQRDocument41 pagesAsme Sec Ix WPS PQRwentroprem100% (1)
- WpsDocument39 pagesWpsAkhilesh Kumar100% (1)
- ASME Sec IXDocument46 pagesASME Sec IXShyam Singh100% (2)
- 102 Welding QualificationsDocument27 pages102 Welding Qualificationsdayalram100% (1)
- Shortcut To A WPSDocument18 pagesShortcut To A WPSCepi Sindang Kamulan100% (1)
- Welder Qualification Tests WQT DL QC 001 2019Document24 pagesWelder Qualification Tests WQT DL QC 001 2019adelNo ratings yet
- Aws d1.1 WQT ThicknessDocument2 pagesAws d1.1 WQT ThicknessArul Edwin VijayNo ratings yet
- Duplex Welding GuidelinesDocument13 pagesDuplex Welding GuidelinesadelNo ratings yet
- ASME IX Tables-WPS-PQR-WPQTDocument33 pagesASME IX Tables-WPS-PQR-WPQTBabel THIAMNo ratings yet
- Asme IxDocument10 pagesAsme IxMohammed YoussefNo ratings yet
- PEIPL-WI-01Electrode BakingDocument2 pagesPEIPL-WI-01Electrode BakingBalkishan Dyavanapelly100% (1)
- Question Paper For Snr. WeldingDocument3 pagesQuestion Paper For Snr. WeldingThulasi Ram100% (1)
- CBT QuestionsDocument17 pagesCBT QuestionsNaseer Ahmed SokhalNo ratings yet
- Welding Inspector Interview QuestionsDocument5 pagesWelding Inspector Interview Questionsவிஷ்ணு ராஜசெல்வன்No ratings yet
- WPQ CS SmawDocument1 pageWPQ CS Smawniket0No ratings yet
- Welding Qualification: by L D PoyyaraDocument45 pagesWelding Qualification: by L D PoyyaraAshish GhadiyaNo ratings yet
- ASME Section IX 1710085075Document130 pagesASME Section IX 1710085075Jasmine100% (1)
- 4 - WELDING QUALITY CONTROL - StudentDocument16 pages4 - WELDING QUALITY CONTROL - Studentrazlan ghazali100% (3)
- Welder Diameter Limitation ASME SEC IXDocument1 pageWelder Diameter Limitation ASME SEC IXkumarNo ratings yet
- Question & Answer IDocument36 pagesQuestion & Answer IvenkateshNo ratings yet
- ASME AcceptanceDocument46 pagesASME AcceptanceSteelera EngineersNo ratings yet
- Asme 9 TipsDocument13 pagesAsme 9 Tipsnasrpk100% (1)
- API-570 SAMPLE Closed Book ExamDocument12 pagesAPI-570 SAMPLE Closed Book ExamuttamNo ratings yet
- Specification Requirement For CRA & CRA Clad PipelineDocument2 pagesSpecification Requirement For CRA & CRA Clad PipelineSơn Nguyễn Thái100% (1)
- General Mechanical Questions (JGM Comments Incorp)Document13 pagesGeneral Mechanical Questions (JGM Comments Incorp)mohamed elmasryNo ratings yet
- WPS For A333 ADocument1 pageWPS For A333 ARamzi BEN AHMED100% (1)
- Birla Copper WPS For Tube To Tubesheet Welding MOC - CSDocument2 pagesBirla Copper WPS For Tube To Tubesheet Welding MOC - CSJitu Padhiyar PadhiyarNo ratings yet
- Asme Sec Ix - Short NotesDocument20 pagesAsme Sec Ix - Short NotesParvee K Nakwal100% (2)
- Asme Sec Ix 2021Document79 pagesAsme Sec Ix 2021abdelkader bensatal67% (3)
- ASME Section IX Interpretations Vol 44Document10 pagesASME Section IX Interpretations Vol 44MulYadiNo ratings yet
- Centre To Centre Tolerance For BoltingDocument50 pagesCentre To Centre Tolerance For BoltingSm JawedNo ratings yet
- Esential For WPS - FCAW (QW-255) PDFDocument2 pagesEsential For WPS - FCAW (QW-255) PDFMoch_adiganjarNo ratings yet
- General Mechanical-2 PDFDocument6 pagesGeneral Mechanical-2 PDFAhmed Shaban KotbNo ratings yet
- Welding QuestionnairesDocument2 pagesWelding Questionnairesasif712100% (3)
- WPS PQR For Alumunium Reactor TankDocument31 pagesWPS PQR For Alumunium Reactor TankAlirza Aliyev100% (1)
- Qualification of Procedure and Welder (19 February 2014)Document20 pagesQualification of Procedure and Welder (19 February 2014)Zanuardi YahyaNo ratings yet
- WPSPQRDocument11 pagesWPSPQR0502raviNo ratings yet
- Fab 04 WPS, WPQR, Welder Qualification, Welding Positions, Defect - Repair WeldingDocument39 pagesFab 04 WPS, WPQR, Welder Qualification, Welding Positions, Defect - Repair WeldingRaghu vamshiNo ratings yet
- 1 - CBT Welding NDT 26 02 2020 - Ans and ExplanetionDocument27 pages1 - CBT Welding NDT 26 02 2020 - Ans and ExplanetionAMALENDU PAULNo ratings yet
- Welders QualificationDocument47 pagesWelders Qualificationidealparrot100% (4)
- Asme Ix QuizDocument5 pagesAsme Ix Quizamalhaj2013No ratings yet
- Preguntas Al Comite API 1104Document12 pagesPreguntas Al Comite API 1104alefeli26No ratings yet
- QW-451 Procedure Qualification Thickness Limits and Test SpecimensDocument2 pagesQW-451 Procedure Qualification Thickness Limits and Test Specimensmitesh0% (1)
- 4 - ASME IX Exam (61 Q&A)Document10 pages4 - ASME IX Exam (61 Q&A)Dada Khalandar100% (1)
- API 1104 - Sample Quiz - 2012Document42 pagesAPI 1104 - Sample Quiz - 2012장재성No ratings yet
- Ab-094 Welding Examiner SyllabusDocument8 pagesAb-094 Welding Examiner SyllabusSiva Sankara Narayanan SubramanianNo ratings yet
- QC Inspector (Offshore Pipeline Installation) Jobs in Propel Consult in UAE - United Arab Emirates - NaukrigulfDocument7 pagesQC Inspector (Offshore Pipeline Installation) Jobs in Propel Consult in UAE - United Arab Emirates - NaukrigulfAshif IqubalNo ratings yet
- Valves Inspection - General Requirement - ENDocument18 pagesValves Inspection - General Requirement - ENABDELKADER BENABDALLAHNo ratings yet
- P91 ProfileDocument6 pagesP91 ProfilesrinivasanNo ratings yet
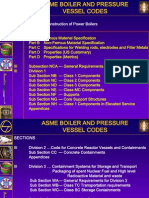
- Sections: I Rules For Construction of Power BoilersDocument68 pagesSections: I Rules For Construction of Power BoilersAnonymous VohpMtUSN100% (1)
- Presentation Asme Sec-Ix Wps PQR Wpq..Document176 pagesPresentation Asme Sec-Ix Wps PQR Wpq..Utkarsh GautamNo ratings yet
- Presentation Asme Sec Ix Wps PQR WPQ PDFDocument177 pagesPresentation Asme Sec Ix Wps PQR WPQ PDFemrullah100% (1)
- Presentation Asme Sec Ix Wps PQR WPQDocument177 pagesPresentation Asme Sec Ix Wps PQR WPQM A67% (3)
- A WPS Is A Document That Describes How Welding Is To Be Carried Out in ProductionDocument3 pagesA WPS Is A Document That Describes How Welding Is To Be Carried Out in Productionukavathekar100% (1)
- Inroduction To NDTDocument18 pagesInroduction To NDTjaimin100No ratings yet
- Mission N Vision Company ProfileDocument6 pagesMission N Vision Company Profilejaimin100No ratings yet
- Astm E1065Document21 pagesAstm E1065Jiten KarmakarNo ratings yet
- Speech DR KalamDocument17 pagesSpeech DR Kalamjaimin100No ratings yet
- How To Make Tool Box in Solid WorksDocument1 pageHow To Make Tool Box in Solid Worksjaimin100No ratings yet
- B.I.T.T. (Mumbai / Panvel) : L Iii - Aug 2013 Preparatory Course ScheduleDocument1 pageB.I.T.T. (Mumbai / Panvel) : L Iii - Aug 2013 Preparatory Course Schedulejaimin100No ratings yet
- Complete Android ROM Development and Essential TutorialsDocument12 pagesComplete Android ROM Development and Essential Tutorialsjaimin100No ratings yet
- v1 Block Calibration in UtDocument1 pagev1 Block Calibration in Utjaimin100100% (5)
- Basic Principles of Ultrasonic TestingDocument42 pagesBasic Principles of Ultrasonic TestingyoungfpNo ratings yet
- Ultrasonic TestDocument19 pagesUltrasonic Testjaimin100100% (1)
- Attar - Tofd CalculatorDocument1 pageAttar - Tofd Calculatorjaimin100No ratings yet
- ChipDocument1 pageChipjaimin100No ratings yet
- M Tech in NDTDocument17 pagesM Tech in NDTjaimin100No ratings yet
- Van Design AssemblyDocument18 pagesVan Design Assemblyjaimin100No ratings yet
- (Refer To The Both Backing and Retainers) (Metal /non Fusing Metal /Non-Metallic /others)Document6 pages(Refer To The Both Backing and Retainers) (Metal /non Fusing Metal /Non-Metallic /others)Saifulla CmpNo ratings yet
- A962a962m 18Document13 pagesA962a962m 18AFQBAVQ2EFCQF31FNo ratings yet
- Product Activity CodeDocument3,049 pagesProduct Activity CodeMadhusoodhanan RamakrishnanNo ratings yet
- Iso 11120-2015Document40 pagesIso 11120-2015MaciekNo ratings yet
- Steel, Sheet, Carbon, Structural, and High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, General Requirements ForDocument31 pagesSteel, Sheet, Carbon, Structural, and High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, General Requirements ForLucero AlemanNo ratings yet
- HR Plate AS3678300Document1 pageHR Plate AS3678300ABHISHEKNo ratings yet
- Russi Mody 2Document3 pagesRussi Mody 2rockstarchandreshNo ratings yet
- ME2201 Manufacturing Technology-IDocument9 pagesME2201 Manufacturing Technology-IHiru Purushothaman HirudayanathanNo ratings yet
- GP 5500 Fo 01 e - DpmsiDocument49 pagesGP 5500 Fo 01 e - DpmsijoapmeNo ratings yet
- Appendix A & CDocument7 pagesAppendix A & CAmr HeshamNo ratings yet
- DEMO-ASME Filler Metals DatabaseDocument6 pagesDEMO-ASME Filler Metals DatabaseadammzjinNo ratings yet
- 00 Datasheet - Spec AllDocument2 pages00 Datasheet - Spec AllJusril HidayatNo ratings yet
- Threaded End Connection: Series F Carbon SteelDocument1 pageThreaded End Connection: Series F Carbon Steelobada4love7456No ratings yet
- Manoj MDocument36 pagesManoj Mmanojm12062002No ratings yet
- Astralloy-V Plates ENDocument2 pagesAstralloy-V Plates ENRdavilasanchezNo ratings yet
- ASME B 31.3 Impact Testing NotesDocument2 pagesASME B 31.3 Impact Testing NotesAjmal KhanNo ratings yet
- India's Legendary Wootz Steel (Sharada Srinivasan & Srinivasa Ranganathan, 2004)Document94 pagesIndia's Legendary Wootz Steel (Sharada Srinivasan & Srinivasa Ranganathan, 2004)Srini Kalyanaraman100% (2)
- Study and Analysis of Spot Welding of Dissimilar Material 1008 Low Carbon Steel-5052 Aluminum AlloyDocument17 pagesStudy and Analysis of Spot Welding of Dissimilar Material 1008 Low Carbon Steel-5052 Aluminum AlloyIJRASETPublicationsNo ratings yet
- MHN-PPLQ-WPS-STR-50B R0 PDFDocument2 pagesMHN-PPLQ-WPS-STR-50B R0 PDFsurya1960No ratings yet
- Foreign Trade of The DPRK 2016 - 02Document36 pagesForeign Trade of The DPRK 2016 - 02StirlitzNo ratings yet
- CBSE Class 8 Social Science History Notes Chapter 6 Weavers Iron Smelters and Factory OwnersDocument4 pagesCBSE Class 8 Social Science History Notes Chapter 6 Weavers Iron Smelters and Factory Ownersnitinbhai01101No ratings yet
- OEMDocument9 pagesOEMNavneesh AggrawalNo ratings yet
- The Structure and Properties of The Heat Affected Zone of Structu1Document200 pagesThe Structure and Properties of The Heat Affected Zone of Structu1heitor valendolfNo ratings yet
- Movex Catalog 2018 v1Document493 pagesMovex Catalog 2018 v1Mike MichaelidesNo ratings yet
- 18me34 MSDocument173 pages18me34 MSArjun AjoozNo ratings yet
- Sist en 10277 1 2008Document11 pagesSist en 10277 1 2008arulkumarganapathi2612No ratings yet