Prequalified WPS Checklist PDF
Prequalified WPS Checklist PDF
Download as pdf or txt
You might also like
- Vintage - Lion AmigurumiDocument8 pagesVintage - Lion AmigurumiKaren D. Car100% (5)
- Written Practice (Sample)Document21 pagesWritten Practice (Sample)Patrick Dominguez89% (9)
- Cswip 3.1 Welding Inspector - Multiple Choice Question, Dec 7, 2007Document43 pagesCswip 3.1 Welding Inspector - Multiple Choice Question, Dec 7, 2007claytoninf87% (30)
- Okuma Program FormatDocument7 pagesOkuma Program FormatmikadoturkNo ratings yet
- Welding Procedure Specification (WPS) : Joint Design PositionDocument9 pagesWelding Procedure Specification (WPS) : Joint Design PositionpetermanroelibraryNo ratings yet
- API 1104 SummaryDocument7 pagesAPI 1104 Summarymohamedqc100% (2)
- Sublime 616Document55 pagesSublime 616May BlancoNo ratings yet
- Smithy Workshop ManualDocument11 pagesSmithy Workshop ManualshahzaibNo ratings yet
- Aws d1.1 WQT ThicknessDocument2 pagesAws d1.1 WQT ThicknessArul Edwin VijayNo ratings yet
- WPS, PQR, WQT, WPQ: BBW30103 Teknologi Kimpalan BerautomasiDocument12 pagesWPS, PQR, WQT, WPQ: BBW30103 Teknologi Kimpalan BerautomasiNazrin GLNo ratings yet
- Form Wps JBL09-2011Document2 pagesForm Wps JBL09-2011fawad aliNo ratings yet
- PQR - 152Document3 pagesPQR - 152MAT-LIONNo ratings yet
- Pressure Vessel Plate InspectionDocument5 pagesPressure Vessel Plate InspectionSadashiw PatilNo ratings yet
- WPQ CS SmawDocument1 pageWPQ CS Smawniket0No ratings yet
- ASME Section IX Welding Procedure Qualification: Antonius P. BramonoDocument50 pagesASME Section IX Welding Procedure Qualification: Antonius P. BramonoHAKANNo ratings yet
- Pqr-152 - Run SheetDocument38 pagesPqr-152 - Run SheetMAT-LIONNo ratings yet
- Oxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupsDocument6 pagesOxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupssanketNo ratings yet
- Sample Forms WPS PQRDocument22 pagesSample Forms WPS PQRGMNo ratings yet
- SAIC-LT-2007 LeaK Testing-Vacuum BoxDocument3 pagesSAIC-LT-2007 LeaK Testing-Vacuum BoxKirubhakarPooranamNo ratings yet
- Mech QC CV PointsDocument6 pagesMech QC CV PointsFirozeNo ratings yet
- TEMSAN-WQC ID CARD (GMAW) XlsDocument6 pagesTEMSAN-WQC ID CARD (GMAW) XlssasikumarNo ratings yet
- HFY-PIP-SP-00004 X Specification For Sour Service - A-CommentedDocument9 pagesHFY-PIP-SP-00004 X Specification For Sour Service - A-CommentedVignesh PanchabakesanNo ratings yet
- Satr-W-2020Document1 pageSatr-W-2020Joni Carino SuniNo ratings yet
- WPS PQR For Alumunium Reactor TankDocument31 pagesWPS PQR For Alumunium Reactor TankAlirza Aliyev100% (1)
- NSH-DALM-JERP-WPS-11-P2 Rev.00Document10 pagesNSH-DALM-JERP-WPS-11-P2 Rev.00Alam MD SazidNo ratings yet
- Wps Mma PipeDocument2 pagesWps Mma PipeDimitris NikouNo ratings yet
- Sample Forms AWS, ASME and APIDocument14 pagesSample Forms AWS, ASME and APIaamirtec301No ratings yet
- WPS 01 - Pipe - SSDocument1 pageWPS 01 - Pipe - SSAdvanced Quality Centre AQCNo ratings yet
- D1.5M D1.5 2015 AMD1 Form O 2 FillableDocument1 pageD1.5M D1.5 2015 AMD1 Form O 2 Fillablevikasphopale1No ratings yet
- Preguntas Al Comite API 1104Document12 pagesPreguntas Al Comite API 1104alefeli26No ratings yet
- Birla Copper WPS For Tube To Tubesheet Welding MOC - CSDocument2 pagesBirla Copper WPS For Tube To Tubesheet Welding MOC - CSJitu Padhiyar PadhiyarNo ratings yet
- PEIPL-WI-01Electrode BakingDocument2 pagesPEIPL-WI-01Electrode BakingBalkishan Dyavanapelly100% (1)
- 5.Exhibit-5.Technical Delivery Conditions-Welding ConsumablesDocument1 page5.Exhibit-5.Technical Delivery Conditions-Welding Consumablesjohn gonzalezNo ratings yet
- Acceptable Grade of Plate Material (API 650)Document1 pageAcceptable Grade of Plate Material (API 650)juantamad02No ratings yet
- SAIC-A-2008 Rev 0Document3 pagesSAIC-A-2008 Rev 0Kristine Caye DatarioNo ratings yet
- CASTI - Guide-to-International-Certification-of-Welding-Inspectors PDFDocument20 pagesCASTI - Guide-to-International-Certification-of-Welding-Inspectors PDFxaviereduardoNo ratings yet
- PQR Asme Ix - CompletedDocument3 pagesPQR Asme Ix - CompletedCarlos Nombela Palacios100% (1)
- P01-Welding Consm ControlDocument5 pagesP01-Welding Consm ControlvenkateshNo ratings yet
- API Repair ProcedureDocument1 pageAPI Repair ProcedurejacquesmayolNo ratings yet
- Detail of Welder WeldingDocument72 pagesDetail of Welder Weldingjaimin100No ratings yet
- Saudi Aramco Inspection ChecklistDocument4 pagesSaudi Aramco Inspection ChecklistRijwan MohammadNo ratings yet
- WPS, PQR, WPQDocument2 pagesWPS, PQR, WPQESL100% (1)
- Duplex Welding GuidelinesDocument13 pagesDuplex Welding GuidelinesadelNo ratings yet
- Welding Control Procedure (Project Standards and Specifications)Document4 pagesWelding Control Procedure (Project Standards and Specifications)Axtella Global for Information Technology CompanyqNo ratings yet
- WPS 03 GtawDocument3 pagesWPS 03 GtawBiswajit DeyNo ratings yet
- WQT ProcedureDocument28 pagesWQT ProcedureAnant Rubade100% (1)
- API 1104 - Sample Quiz - 2012Document42 pagesAPI 1104 - Sample Quiz - 2012장재성No ratings yet
- Gtaw Smaw 6 Inch 6G CSDocument1 pageGtaw Smaw 6 Inch 6G CSKentDemeterio100% (1)
- WPS PqrchecklistDocument1 pageWPS PqrchecklistrodofgodNo ratings yet
- Welder Performance Qualification WPQDocument3 pagesWelder Performance Qualification WPQramzi5ben5ahmed100% (1)
- Saudi Aramco Inspection ChecklistDocument5 pagesSaudi Aramco Inspection ChecklistManoj Kumar100% (1)
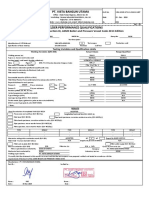
- Pt. Vista Bangun Utama: in Accordance With Section IX, ASME Boiler and Pressure Vessel Code 2013 EditionDocument1 pagePt. Vista Bangun Utama: in Accordance With Section IX, ASME Boiler and Pressure Vessel Code 2013 EditionHaryanto RNo ratings yet
- QC Inspector (Offshore Pipeline Installation) Jobs in Propel Consult in UAE - United Arab Emirates - NaukrigulfDocument7 pagesQC Inspector (Offshore Pipeline Installation) Jobs in Propel Consult in UAE - United Arab Emirates - NaukrigulfAshif IqubalNo ratings yet
- SAIC-W-2006 Rev 8Document4 pagesSAIC-W-2006 Rev 8saravananmenmathiNo ratings yet
- Welder Qualification Tests WQT DL QC 001 2019Document24 pagesWelder Qualification Tests WQT DL QC 001 2019adelNo ratings yet
- d1.1 Fcaw Unlimited Test Plate ConfigurationDocument77 pagesd1.1 Fcaw Unlimited Test Plate ConfigurationJuan Martinez100% (1)
- SAIC-W-2XXX-11 Control of Welding ConsumablesDocument5 pagesSAIC-W-2XXX-11 Control of Welding ConsumablesAnsuman KalidasNo ratings yet
- IRN - 18.07.2019 - Harshad Panchal - Revision-0 - Furnace Fabrica - JNK - PORVAIR - RIL PDFDocument3 pagesIRN - 18.07.2019 - Harshad Panchal - Revision-0 - Furnace Fabrica - JNK - PORVAIR - RIL PDFsaptarshi jashNo ratings yet
- Visual Examination Procedure: 1 - PurposeDocument4 pagesVisual Examination Procedure: 1 - PurposeElvin MenlibaiNo ratings yet
- Saudi Aramco Standards: WeldingDocument12 pagesSaudi Aramco Standards: WeldingGEORGE IVANNo ratings yet
- WPQ Is 2062 Haresh Shah W1Document1 pageWPQ Is 2062 Haresh Shah W1Anand KesarkarNo ratings yet
- WPS Uide PDFDocument32 pagesWPS Uide PDFmuthuswamy77No ratings yet
- WeldingProcedurePreparation PDFDocument122 pagesWeldingProcedurePreparation PDFAlecioSM100% (1)
- Boon Asme Ix NotesDocument31 pagesBoon Asme Ix NotesPRAVEENNo ratings yet
- Welder Qualifications and The ASME CodeDocument2 pagesWelder Qualifications and The ASME CodeWaqas WaqasNo ratings yet
- WPS& WQRDocument132 pagesWPS& WQRAby Jacob Mathews100% (3)
- AWS Welding Journal (Dec 2011)Document138 pagesAWS Welding Journal (Dec 2011)Patrick DominguezNo ratings yet
- Discontinuities and DefectsDocument12 pagesDiscontinuities and DefectsPatrick Dominguez100% (1)
- AWS QC7-93 Supplement CDocument40 pagesAWS QC7-93 Supplement CPatrick DominguezNo ratings yet
- Flux Cored Arc WeldingDocument5 pagesFlux Cored Arc WeldingPatrick DominguezNo ratings yet
- Kerygma Magazine April 2012Document44 pagesKerygma Magazine April 2012Patrick Dominguez100% (1)
- Key Concepts 2 Heat InputDocument4 pagesKey Concepts 2 Heat InputBama RamachandranNo ratings yet
- Welding PreheatDocument2 pagesWelding PreheatAlok GuptaNo ratings yet
- Protecting The CWI StampDocument1 pageProtecting The CWI StampPatrick DominguezNo ratings yet
- Uphill Versus Downhill Welding PDFDocument4 pagesUphill Versus Downhill Welding PDFPatrick DominguezNo ratings yet
- Protecting The CWI StampDocument1 pageProtecting The CWI StampPatrick DominguezNo ratings yet
- ASTM A992 (Replacement For A572 Gr. 50) PDFDocument4 pagesASTM A992 (Replacement For A572 Gr. 50) PDFPatrick Dominguez100% (1)
- Welding AISI 4130Document5 pagesWelding AISI 4130Patrick DominguezNo ratings yet
- CLP Team Manual-1Document24 pagesCLP Team Manual-1Patrick Dominguez100% (1)
- Summary ISO TR 15608 Metallic Materials Grouping SystemDocument4 pagesSummary ISO TR 15608 Metallic Materials Grouping SystemV SwamiNo ratings yet
- Importance of Standardized Welding SymbolsDocument2 pagesImportance of Standardized Welding SymbolsPatrick DominguezNo ratings yet
- HOLD Members Management Database ManualDocument22 pagesHOLD Members Management Database ManualPatrick DominguezNo ratings yet
- Automatic Stud Welding PDFDocument1 pageAutomatic Stud Welding PDFPatrick DominguezNo ratings yet
- Flux Cored Arc WeldingDocument5 pagesFlux Cored Arc WeldingPatrick DominguezNo ratings yet
- Metallurgy and Welding PDFDocument18 pagesMetallurgy and Welding PDFPatrick DominguezNo ratings yet
- Discontinuities and DefectsDocument12 pagesDiscontinuities and DefectsPatrick Dominguez100% (1)
- AWS D1.1 Official Interpretation 2008Document48 pagesAWS D1.1 Official Interpretation 2008Patrick DominguezNo ratings yet
- AWS Publicattions Catalogue 2013Document48 pagesAWS Publicattions Catalogue 2013Patrick DominguezNo ratings yet
- Titanium Alloy GuideDocument48 pagesTitanium Alloy GuidePatrick DominguezNo ratings yet
- Seam DefectDocument4 pagesSeam DefectPatrick Dominguez100% (2)
- Procedure Mock UpDocument7 pagesProcedure Mock UpPatrick Dominguez100% (1)
- Inspection Trends (January 2013 Vol. 16 No. 1)Document28 pagesInspection Trends (January 2013 Vol. 16 No. 1)Patrick DominguezNo ratings yet
- AWS Welding Journal (Dec 2011)Document138 pagesAWS Welding Journal (Dec 2011)Patrick DominguezNo ratings yet
- 2001 ASME V Article 6Document8 pages2001 ASME V Article 6Patrick DominguezNo ratings yet
- Damascus NotesDocument13 pagesDamascus NotesuchoaNo ratings yet
- Powerpoint Arts 8 PDFDocument43 pagesPowerpoint Arts 8 PDFLaurence CaagNo ratings yet
- Internship Report EditedDocument28 pagesInternship Report EditedRohanRayNo ratings yet
- SapoDocument13 pagesSaporeforcenNo ratings yet
- Harry Potter Luna Lovegood by Alla Podhvatilina MR - KoshkaDocument19 pagesHarry Potter Luna Lovegood by Alla Podhvatilina MR - KoshkaMayra Ivonne Mori Saavedra100% (1)
- Mapúa University: Shop Practice No. 4 KnurlingDocument8 pagesMapúa University: Shop Practice No. 4 KnurlingmarisonNo ratings yet
- Mini Mill Users GuideDocument28 pagesMini Mill Users Guidemglsite1No ratings yet
- Harvesting Method 1Document3 pagesHarvesting Method 1JimenaPrietoRNo ratings yet
- Daftar Nama Karyawan Yang Belum Memiliki BPJSDocument37 pagesDaftar Nama Karyawan Yang Belum Memiliki BPJSanindaannaNo ratings yet
- Microsoft Word (Mac) - Knit Symbol Quick ReferenceDocument2 pagesMicrosoft Word (Mac) - Knit Symbol Quick ReferenceTaylorNo ratings yet
- RoosterDocument15 pagesRoosterARAUJO BUSTOSNo ratings yet
- 10 ScrewDocument4 pages10 ScrewSaikatNo ratings yet
- Die BasicsDocument2 pagesDie BasicsCosmin TanaseNo ratings yet
- DIY Adjustable DeskDocument28 pagesDIY Adjustable DeskWorker0% (1)
- A-14-04126 WID Trochoidal SEM en MetricDocument92 pagesA-14-04126 WID Trochoidal SEM en Metricadict26No ratings yet
- Milling MachinesDocument39 pagesMilling MachinesSahil Sheth0% (1)
- Fine Boring & Jig BoringDocument12 pagesFine Boring & Jig Boringshiva100% (1)
- 1.design For MachiningDocument7 pages1.design For MachiningSagarias AlbusNo ratings yet
- Crochet Christmas Deer Lucien Amigurumi Free PDF PatternDocument9 pagesCrochet Christmas Deer Lucien Amigurumi Free PDF PatternHuyền TrangNo ratings yet
- VARGUS - Industrial Solutions - MetricDocument20 pagesVARGUS - Industrial Solutions - MetricGilberto ManhattanNo ratings yet
- Manos Del Uruguay 2010F VersaillesDocument5 pagesManos Del Uruguay 2010F VersaillesÉrika Batista100% (1)
- Now IncludesDocument468 pagesNow IncludesAldorNo ratings yet
- ReviewerDocument1 pageReviewerDenmiel MagnayeNo ratings yet
- Cam - L8Document19 pagesCam - L8Ritik RajNo ratings yet
- Drawing Techniques PowerPointDocument14 pagesDrawing Techniques PowerPointDARICE MADELINE RENOSNo ratings yet
- Fiber Lesson PlanDocument2 pagesFiber Lesson PlanKaiNo ratings yet