22%Cr Duplex Stainless Steels: Astm Bs en & Din BS UNS Proprietary Alloys Include
22%Cr Duplex Stainless Steels: Astm Bs en & Din BS UNS Proprietary Alloys Include
Download as pdf or txt
You might also like
- AWS - CMWS-2005 - Certified Welding Supervisor Manual For Quality and Productivity ImprovementDocument449 pagesAWS - CMWS-2005 - Certified Welding Supervisor Manual For Quality and Productivity ImprovementNguyen Anh Tuan94% (18)
- The Australian Welding Guide PDFDocument220 pagesThe Australian Welding Guide PDFThành Nguyễn Xuân100% (1)
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- 6-Hot Dip Galvanizing Procedure - Rev 0-PDocument9 pages6-Hot Dip Galvanizing Procedure - Rev 0-PNguyen Anh Tuan80% (5)
- Huawei Embedded Power System ETP48150-A3 DataSheetDocument2 pagesHuawei Embedded Power System ETP48150-A3 DataSheetGuilherme Leite VasconcelosNo ratings yet
- Carreg - Cdm816 Parts BookDocument87 pagesCarreg - Cdm816 Parts BookLuzioNeto71% (7)
- Metrode E2209 (B-60) ElectrodeDocument6 pagesMetrode E2209 (B-60) ElectrodeClaudia MmsNo ratings yet
- Duplex MetrodeDocument6 pagesDuplex Metrodeandresrojas25No ratings yet
- 22%Cr Duplex Stainless Steels: Astm Bs en & Din BS UNS Proprietary Alloys IncludeDocument7 pages22%Cr Duplex Stainless Steels: Astm Bs en & Din BS UNS Proprietary Alloys IncludeOnM deptNo ratings yet
- Metrode ER110S-G FillerDocument6 pagesMetrode ER110S-G FillerBernie SimcsNo ratings yet
- B-62 2507 Rev 06Document5 pagesB-62 2507 Rev 06Shaik ShahNo ratings yet
- Welding Consumables For Hydro Power StationsDocument16 pagesWelding Consumables For Hydro Power StationsMohamed FaragNo ratings yet
- Welding Technology Steelconstr - EngDocument32 pagesWelding Technology Steelconstr - EngLukman Tarigan SumatraNo ratings yet
- A-23 WB36 Rev 03 15NiCuMoNb5 MicrostructureDocument4 pagesA-23 WB36 Rev 03 15NiCuMoNb5 Microstructuremavis16No ratings yet
- Metrode Cryogenic 308lcf B-37Document5 pagesMetrode Cryogenic 308lcf B-37Claudia MmsNo ratings yet
- Metrode Welding Duplex & Superduplex Stainless SteelsDocument18 pagesMetrode Welding Duplex & Superduplex Stainless SteelsClaudia Mms50% (2)
- A-80 RailrodDocument1 pageA-80 RailrodSyed AbudhakirNo ratings yet
- Select Arc Catalogue Part 2Document10 pagesSelect Arc Catalogue Part 2lionheartedNo ratings yet
- Esab DublexDocument8 pagesEsab DublexSuphi YükselNo ratings yet
- Supercore D 81Document1 pageSupercore D 81camelod555No ratings yet
- P91 - Modified 9crmo: Data SheetDocument7 pagesP91 - Modified 9crmo: Data SheetpbanerjeeNo ratings yet
- Metrode 410NiMo B-11Document4 pagesMetrode 410NiMo B-11Claudia MmsNo ratings yet
- Avesta ER2507Document1 pageAvesta ER2507Carlos Eduardo Castillo LanderosNo ratings yet
- ESAB OK Autrod 12.51Document2 pagesESAB OK Autrod 12.51hooky1No ratings yet
- Flux CoredDocument21 pagesFlux CoredmmkattaNo ratings yet
- Railrod: Data SheetDocument1 pageRailrod: Data Sheetmohamed AdelNo ratings yet
- Metrode Cryogenic ER316 B-38Document5 pagesMetrode Cryogenic ER316 B-38Claudia MmsNo ratings yet
- Select Arc Catalogue Part 1Document10 pagesSelect Arc Catalogue Part 1lionheartedNo ratings yet
- Zeron SmawDocument4 pagesZeron SmawJoe FizzoNo ratings yet
- Dual Shield 8000b2Document1 pageDual Shield 8000b2Gokul RajanNo ratings yet
- Consumables For Duplex Stainless SteelDocument6 pagesConsumables For Duplex Stainless SteelMohamed FaragNo ratings yet
- Mild Steel Welding Electrodes: Salient FeaturesDocument16 pagesMild Steel Welding Electrodes: Salient FeaturesHandrea Hadi SaputraNo ratings yet
- Data Sheet A-10: Alloy TypeDocument3 pagesData Sheet A-10: Alloy Typemohamed AdelNo ratings yet
- Duplex Stainless Steel WeldingDocument25 pagesDuplex Stainless Steel WeldingcfcshakerNo ratings yet
- Hyundai Welding Handbook (12th) - GmawDocument30 pagesHyundai Welding Handbook (12th) - GmawErick Quan LunaNo ratings yet
- Electrodes EnglishDocument139 pagesElectrodes Englishcostelino72No ratings yet
- Arc Welding ElectrodesDocument6 pagesArc Welding ElectrodeswaleedyossefNo ratings yet
- S-23804-Eng - 22 12 HTDocument2 pagesS-23804-Eng - 22 12 HTbiliboi5No ratings yet
- Böhler CN 13/4-Mc Hi: Classifi CationsDocument1 pageBöhler CN 13/4-Mc Hi: Classifi CationsBranko FerenčakNo ratings yet
- Böhler Nibas 625 PW-FD: DescriptionDocument1 pageBöhler Nibas 625 PW-FD: DescriptionBBalopesabbNo ratings yet
- Diamondspark 52 MC: Seamless Metal-Cored WireDocument2 pagesDiamondspark 52 MC: Seamless Metal-Cored WireDavid RodriguesNo ratings yet
- Böhler Foxa7 Fox A 7Cn: DescriptionDocument1 pageBöhler Foxa7 Fox A 7Cn: Description2003vinayNo ratings yet
- CW CAT TABEL25!08!09 BewerkversieDocument46 pagesCW CAT TABEL25!08!09 BewerkversieAdeKusumahNo ratings yet
- MIP Bohler Welding Austwqrwq2332e3eddwria 98Document1 pageMIP Bohler Welding Austwqrwq2332e3eddwria 98maxi27No ratings yet
- Elgacore DWA 55EDocument2 pagesElgacore DWA 55Ecfyjdyu_684672809No ratings yet
- OK 48.20 ESAB 36 H (SPL) : A Basic Coated Low-Hydrogen Electrode For MMAW A Basic Coated Electrode For MMAWDocument1 pageOK 48.20 ESAB 36 H (SPL) : A Basic Coated Low-Hydrogen Electrode For MMAW A Basic Coated Electrode For MMAWGokul RajanNo ratings yet
- Laiwu Jincai Welding Materials Co.,Ltd: LJ-SJ501Document1 pageLaiwu Jincai Welding Materials Co.,Ltd: LJ-SJ501Carlos PadillaNo ratings yet
- Avesta 2205 VDX Ac DCDocument1 pageAvesta 2205 VDX Ac DCpipedown456No ratings yet
- Equipment Catalogue 2014 - ENDocument48 pagesEquipment Catalogue 2014 - ENIonut SaucaNo ratings yet
- 1.smaw All PDFDocument76 pages1.smaw All PDFkaviatchennaiNo ratings yet
- Fox CN 23-12-ADocument1 pageFox CN 23-12-AVIRPOPNo ratings yet
- DuplexTestReqs Rev1Document18 pagesDuplexTestReqs Rev1ATAUR RAHMANNo ratings yet
- Flux Cored Wires PDFDocument71 pagesFlux Cored Wires PDFCristian Camilo QuirogaNo ratings yet
- Avesta 2205 - MIGDocument1 pageAvesta 2205 - MIGgonzomapsNo ratings yet
- Welding, Brazing & Cutting - 11-21-2007Document7 pagesWelding, Brazing & Cutting - 11-21-2007Jimmy ClavelNo ratings yet
- Avesta 2205 AC DCDocument1 pageAvesta 2205 AC DCpipedown456No ratings yet
- Cold Rolled 2010 DUNAFER HungriaDocument12 pagesCold Rolled 2010 DUNAFER HungriaBeatriz RizzoNo ratings yet
- On-Chip Electro-Static Discharge (ESD) Protection for Radio-Frequency Integrated CircuitsFrom EverandOn-Chip Electro-Static Discharge (ESD) Protection for Radio-Frequency Integrated CircuitsNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- 12414-00-1765 - Rev.0 - VT ProcedureDocument12 pages12414-00-1765 - Rev.0 - VT ProcedureNguyen Anh TuanNo ratings yet
- 12414-00-1761 - Rev.0 - RT ProcedureDocument39 pages12414-00-1761 - Rev.0 - RT ProcedureNguyen Anh TuanNo ratings yet
- Corrosion Management Issue119 LowresDocument36 pagesCorrosion Management Issue119 LowresNguyen Anh Tuan100% (1)
- Corrective Action Request (CAR) - Rev 0: Stop Here. Submit CAR To N.A.TuanDocument1 pageCorrective Action Request (CAR) - Rev 0: Stop Here. Submit CAR To N.A.TuanNguyen Anh TuanNo ratings yet
- 4-Welding Painting Repair-PDocument8 pages4-Welding Painting Repair-PNguyen Anh TuanNo ratings yet
- Quality Control Plan For Ducting: Project Name: TokushimaDocument4 pagesQuality Control Plan For Ducting: Project Name: TokushimaNguyen Anh TuanNo ratings yet
- 12414-00-1762 - Rev.0 - MT ProcedureDocument14 pages12414-00-1762 - Rev.0 - MT ProcedureNguyen Anh TuanNo ratings yet
- 2010v01 Inspection Is Not QaDocument2 pages2010v01 Inspection Is Not QaNguyen Anh TuanNo ratings yet
- Quality Assurance CourseDocument63 pagesQuality Assurance CourseNguyen Anh Tuan100% (1)
- E401 1000 Air Cooled CondensersDocument4 pagesE401 1000 Air Cooled CondensersNguyen Anh TuanNo ratings yet
- SC C06 Cag HBK PRC STDocument26 pagesSC C06 Cag HBK PRC STNguyen Anh Tuan100% (2)
- A Training Presentation On The N7Document69 pagesA Training Presentation On The N7Nguyen Anh TuanNo ratings yet
- THK Paint Defects GB PDFDocument24 pagesTHK Paint Defects GB PDFmaddyNo ratings yet
- Fb40rev1 Audit-Checkliste EN15085 ENGDocument14 pagesFb40rev1 Audit-Checkliste EN15085 ENGNguyen Anh TuanNo ratings yet
- (Env Safety) 1 - Global Safety Management - ENDocument49 pages(Env Safety) 1 - Global Safety Management - ENNguyen Anh TuanNo ratings yet
- Standard & Specification Status - 170709Document2 pagesStandard & Specification Status - 170709Nguyen Anh TuanNo ratings yet
- Paint Application Record: Condition of Surface PreperationDocument2 pagesPaint Application Record: Condition of Surface PreperationNguyen Anh Tuan100% (1)
- Wps 304HDocument2 pagesWps 304HNguyen Anh TuanNo ratings yet
- Documents - Tips TCVN Iso 90042011 Iso 90042009Document64 pagesDocuments - Tips TCVN Iso 90042011 Iso 90042009Nguyen Anh TuanNo ratings yet
- Standard & Specification Status - 170709Document2 pagesStandard & Specification Status - 170709Nguyen Anh TuanNo ratings yet
- CE Marking GuideDocument74 pagesCE Marking Guiderrkishore0No ratings yet
- List of Qualified Welders: No Welder Name Welder ID Welding Process Position Thick./Dia Range Exprity Date RemarkDocument6 pagesList of Qualified Welders: No Welder Name Welder ID Welding Process Position Thick./Dia Range Exprity Date RemarkNguyen Anh TuanNo ratings yet
- En RailLok Clips B15 2012 11 Rev2Document2 pagesEn RailLok Clips B15 2012 11 Rev2Nguyen Anh TuanNo ratings yet
- MFL62184445 - Sign3 DID 2Document52 pagesMFL62184445 - Sign3 DID 2MarkNo ratings yet
- Nutrition For Aquatic Athletes Booklet v5 FinalDocument50 pagesNutrition For Aquatic Athletes Booklet v5 FinalAyu FirriciaNo ratings yet
- Taylor, Charles Fayette - Internal-Combustion Engine in Theory and Practice, Volume 1 - Thermodynamics, Fluid Flow, Performance-MIT Press (1985)Document599 pagesTaylor, Charles Fayette - Internal-Combustion Engine in Theory and Practice, Volume 1 - Thermodynamics, Fluid Flow, Performance-MIT Press (1985)Miguel Redal GonzálezNo ratings yet
- SMA - Safety of A PV Plant - 12c 1Document25 pagesSMA - Safety of A PV Plant - 12c 1markylloNo ratings yet
- EVL400W-ADP/ATXDm 00164908Document10 pagesEVL400W-ADP/ATXDm 00164908conti51No ratings yet
- Russian Jp54 Aviation Kerosene Colonial Grade 54 Component Unit MIN MAX AdditivesDocument1 pageRussian Jp54 Aviation Kerosene Colonial Grade 54 Component Unit MIN MAX AdditivesPunggawa storiesNo ratings yet
- Safety Management SystemDocument8 pagesSafety Management SystemJoshua CastilloNo ratings yet
- Avalench and Zenier BreakdownDocument2 pagesAvalench and Zenier BreakdownAbubaker SaeedNo ratings yet
- Transfer StationDocument26 pagesTransfer StationakshaypolavarapuNo ratings yet
- Tda 2005Document21 pagesTda 2005Vamsi Mani Deep ElapakurtyNo ratings yet
- Copper Sulphate Crystallization Plants at Remote LDocument6 pagesCopper Sulphate Crystallization Plants at Remote Lmaría joséNo ratings yet
- CoalDocument41 pagesCoalKarthi KeyanNo ratings yet
- MotorDocument16 pagesMotorElias Lima da Silva JuniorNo ratings yet
- 210G 210GLC John Deere Excavator Catalogo de Peças InglesDocument528 pages210G 210GLC John Deere Excavator Catalogo de Peças Inglesnorte hidraulica100% (2)
- Presentation CEA Crissis & DisasterDocument58 pagesPresentation CEA Crissis & DisastertotochakrabortyNo ratings yet
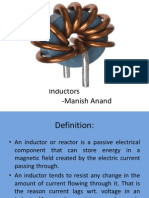
- InductorsDocument13 pagesInductorsManish Anand100% (1)
- Thyssenkrupp Excellence Manual en SteelDocument20 pagesThyssenkrupp Excellence Manual en SteelSoumitraNo ratings yet
- Condener m2Document6 pagesCondener m2yamen-691904No ratings yet
- A035 R256Document2 pagesA035 R256Naing SoeeNo ratings yet
- Makelsan Ups Boxer Series 10 20 Kva User Manual enDocument60 pagesMakelsan Ups Boxer Series 10 20 Kva User Manual enRECEP ÖZTÜRKNo ratings yet
- Smartform - The New Standard For Office Lighting With Slender Recessed LuminairesDocument4 pagesSmartform - The New Standard For Office Lighting With Slender Recessed LuminairesNevien Alaa EldeanNo ratings yet
- Request For Quotation: Collective RFQ Number/ Purchase GroupDocument47 pagesRequest For Quotation: Collective RFQ Number/ Purchase GroupanmolNo ratings yet
- Exercise SC Form 1 Chapter 6Document2 pagesExercise SC Form 1 Chapter 6Nor AdilaNo ratings yet
- Module 1 - IntroductionDocument7 pagesModule 1 - IntroductionFidhez TanNo ratings yet
- General CALDocument4 pagesGeneral CALctmtectrolNo ratings yet
- Thermodynamic Study On Density and Viscosity of Binary Mixtures of Ethyl Acetoacetate With (C4-C9) Aliphatic Ketones at (303.15 and 308.15) KDocument17 pagesThermodynamic Study On Density and Viscosity of Binary Mixtures of Ethyl Acetoacetate With (C4-C9) Aliphatic Ketones at (303.15 and 308.15) KInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- B 50N Centrifugal PumpsDocument8 pagesB 50N Centrifugal PumpsJaime Adolfo Mejia LeónNo ratings yet
- List of SensorsDocument9 pagesList of SensorsvinodlifeNo ratings yet