100%(5)100% found this document useful (5 votes)
909 viewsTroubleshooting HYDRAULICS
Troubleshooting HYDRAULICS
Uploaded by
amguna4056trouble shooting guide for maintenance engineers
Copyright:
© All Rights Reserved
Available Formats
Download as PDF, TXT or read online from Scribd
Troubleshooting HYDRAULICS
Troubleshooting HYDRAULICS
Uploaded by
amguna4056100%(5)100% found this document useful (5 votes)
909 views62 pagestrouble shooting guide for maintenance engineers
Copyright
© © All Rights Reserved
Available Formats
PDF, TXT or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
trouble shooting guide for maintenance engineers
Copyright:
© All Rights Reserved
Available Formats
Download as PDF, TXT or read online from Scribd
Download as pdf or txt
100%(5)100% found this document useful (5 votes)
909 views62 pagesTroubleshooting HYDRAULICS
Troubleshooting HYDRAULICS
Uploaded by
amguna4056trouble shooting guide for maintenance engineers
Copyright:
© All Rights Reserved
Available Formats
Download as PDF, TXT or read online from Scribd
Download as pdf or txt
You are on page 1of 62
Hydraulic Pumps & Motors
Vane Troubleshooting Guide
Denison Vane Technology
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps & Motors
2
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
Table of contents
1. INTRODUCTION _____________________________________________________________________ 4
1.1. PRESENTATION _______________________________________________________________________ 4
1.2. HOW TO USE THIS GUIDE _____________________________________________________________ 4
1.3. WHY A PARKER VANE PUMP SHOULD NOT BREAK DOWN ______________________________ 5
1.4. BASIC PRECAUTIONS FOR A LONG LIFETIME __________________________________________ 7
2. ANALYSIS OF THE FAILURES _________________________________________________________ 8
2.1. MECHANICAL FAILURES ______________________________________________________________ 8
1. Problems on shafts __________________________________________________________________ 8
2. Bad shaft/coupling connection _______________________________________________________ 10
3. Dowel pin of the cartridge not correctly positioned in the housing __________________________ 11
4. Cartridge screws not properly mounted _______________________________________________ 12
5. Hollow push pin wrongly mounted ____________________________________________________ 12
6. Loose fasteners ___________________________________________________________________ 12
7. Marks on port plates _______________________________________________________________ 12
2.2. THE CONSEQUENCES OF MECHANICAL FAILURES ____________________________________ 13
1. Fretting corrosion __________________________________________________________________ 13
2. Shaft splines/keyed shaft worn out on their total length __________________________________ 13
3. Shaft splines/keyed shaft worn out on a part of their length _______________________________ 13
4. Fatigue shaft rupture _______________________________________________________________ 14
5. Bush/bearing problems _____________________________________________________________ 16
6. Marked cam ring ___________________________________________________________________ 16
7. Shaft seal loosing contact ___________________________________________________________ 17
8. Dissymmetrical wear on the port plates ________________________________________________ 17
9. Broken dowel pin __________________________________________________________________ 17
10. Noisy pump _______________________________________________________________________ 17
11. Broken screws ____________________________________________________________________ 18
12. Parallel marks on the port plate ______________________________________________________ 18
2.3. PRESSURE FAILURES ________________________________________________________________ 19
1. Pressure overshoot __________________________________________________________________19
2. Instant pressure overshoot __________________________________________________________ 19
3. The consequences of instant pressure overshoot _______________________________________ 19
4. Cycled overpressurization ___________________________________________________________ 21
5. The consequences of cycled overpressurization ________________________________________ 22
6. Pressure gradients _________________________________________________________________ 24
7. Consequences of too high pressure gradients __________________________________________ 24
2.4. PHYSICAL, CHEMICAL OR HYDRAULIC FAILURES _____________________________________ 25
1. Start-up without a proper air bleed-off _________________________________________________ 25
2. Air contamination - Fluid foaming _____________________________________________________ 25
3. Solid particle contamination _________________________________________________________ 32
4. Consequences of solid particle contamination __________________________________________ 33
5. Water contamination _______________________________________________________________ 36
6. Consequences of water contamination ________________________________________________ 37
7. Viscosity failures ___________________________________________________________________ 38
8. Consequences of viscosity failures ____________________________________________________ 39
9. Unsuitable fluids ___________________________________________________________________ 40
10. Unsuitable grease __________________________________________________________________ 41
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps and Motors
3
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
3. SPECIFICS OF VANE MOTORS FAILURES AND CAUSES _______________________________ 42
3.1. TORQUE OVER THE CATALOGUE LIMITS ______________________________________________ 43
3.2. BAD AIR BLEED-OFF OR AIR INTAKE __________________________________________________ 43
3.3. TOO HIGH PRESSURE IN A OR B LINE _________________________________________________ 44
3.4. TOO HIGH PRESSURE IN THE DRAIN LINE _____________________________________________ 44
3.5. EXCESS OF AIR IN THE FLUID ________________________________________________________ 45
3.6. CAVITATION _________________________________________________________________________ 45
3.7. POLLUTION __________________________________________________________________________ 46
3.8. TOO LOW VISCOSITY ________________________________________________________________ 47
4. TROUBLESHOOTING CHARTS _______________________________________________________ 48
4.1. TROUBLESHOOTING TABLE FOR VANE PUMPS ________________________________________ 50
1. No flow, no pressure _______________________________________________________________ 50
2. Flow below rated __________________________________________________________________ 50
3. No pressure _______________________________________________________________________ 51
4. Not enough pressure _______________________________________________________________ 52
5. Unusual noise level _________________________________________________________________ 52
6. Unusual heat level __________________________________________________________________ 52
7. Shaft seal leakage __________________________________________________________________ 53
4.2. TROUBLESHOOTING TABLE FOR VANE MOTORS - M3* / M4* SERIES ____________________ 54
1. No rotation ________________________________________________________________________ 54
2. Stalls easily _______________________________________________________________________ 54
3. Not enough speed __________________________________________________________________54
4. Erratic speed ______________________________________________________________________ 54
5. Unusual noise level _________________________________________________________________ 55
6. Unusual heat level __________________________________________________________________ 55
7. Shaft end leakage __________________________________________________________________ 55
4.3. TROUBLESHOOTING TABLE FOR VANE MOTORS - M5* SERIES __________________________ 56
1. No rotation ________________________________________________________________________ 56
2. Stalls easily _______________________________________________________________________ 56
3. Not enough speed __________________________________________________________________56
4. Erratic speed ______________________________________________________________________ 56
5. Unusual noise level _________________________________________________________________ 57
6. Unusual heat level __________________________________________________________________ 57
7. Shaft end leakage __________________________________________________________________ 57
5. GENERAL INFORMATION ____________________________________________________________ 61
6. COMPONENT ANALYSIS TABLE ________________________________________ Folded last page
Table of contents
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps & Motors
4
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
1. INTRODUCTION
1.1. PRESENTATION
The main purpose of this guide is to help all the Parker vane product users to understand the most common
causes of destruction of these hydraulic vane pumps and motors in service. Experience has shown us that
failures occurring in the rst 500 hours of service are real premature failures. Failing to follow instructions, or
ignoring the correct application and functioning limits of the units, inevitably leads to premature failures. It is
also very important to point out that 80 % of the failures are linked to uid contamination incidents.
This Vane Troubleshooting Guide comes as an addition to our sales and maintenance documentation available
at www.parker.com/vanepump.
1.2. HOW TO USE THIS GUIDE
Just like for any book, we recommend you to read this Vane Troubleshooting Guide from the beginning to
the end. However, you may wish to nd answers in another way, then the table of contents and the below
comments are for you.
Interpret the physical damages on a stripped vane pump or vane motor
The component analysis table on the last page indicates all the pictures of the failed components. Go to
the corresponding pages to recognize the failed component and to understand the cause of the failure.
The most common failure causes
The chapter 2 is detailing the major incidents you may encounter on the vane pumps (cavitation, aeration,
misalignment...) and their consequences.
The chapter 3 is covering the same topic but for the vane motors.
Fault fnding while the pump or motor is running
If you are facing problems in working conditions, the troubleshooting tables for vane pumps and vane
motors in the chapter 4 will help you to nd out what can be wrong and the eventual remedies (Failure-Cause-
Solution).
Introduction
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps and Motors
5
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
Why a Parker Vane pump should not break down
Hydromecanic force
Flow force and direction
High pressure
Low pressure (Suction)
Operation of a single vane pump
1.3. WHY A PARKER VANE PUMP SHOULD NOT BREAK DOWN
Unlike most other hydraulic technologies, the Parker vane pump design is hydraulically balanced. One cannot
estimate the lifetime expectancy of these pumps by simply calculating the lifetime of the ball bearing as no
internal load, neither axial nor radial, is applied on the shaft. The main purpose of the ball bearing in the Parker
vane pump is to absorb eventual external shaft misalignments or abnormal coupling loads.
As shown on the drawing hereafter, the two symmetrical high pressure zones have a self centering effect on
the rotating components. This is a hydrostatically balanced pump, both axially and radially.
Each single vane is independently loaded in order to always be kept against the cam ring contour. The specic
push pin design reduces the possible internal leakage, reduces the possible vane/cam ring wear (also thanks to
the precise balancing of the forces under and over the vane), considerably lowers the noise level, allows higher
pressure capabilities, extends the lifetime...
Hydromechanical force
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps & Motors
6
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
In addition to this push pin design there is the double lip technology of the vane. This vane technology,
combined with the push pin design, is contributing to bring the unique overall performances of the Parker
Vane pumps. The double lip design allows the pressure all around the vane to be the same, whether it is on
its top, bottom or sides. This is made possible thanks to the double lip shape and the balancing through
the holes in the vanes. Here again, the components are hydrostatically balanced. Another advantage of the
double lip design is the fact that one lip seals the low pressure area when the other one seals the high
pressure area. This increases the lifetime of the pump, especially when working with contaminated uid. The
wear, due to the particles of pollution, will have a negative effect but mainly on the rst lip, when the second
one, working in the high pressure area, will keep its original sealing, maintaining a high volumetric efciency.
This double lip technology helps to compensate the wear, and the effect of contamination on the Parker vane
design is not a major issue of pump failure as it may be with pumps of other technologies.
Every port plate and cam ring gets a surface treatment to increase its life expectancy.
On each cam ring, for example, a dry lubricant coating is applied to the cam prole. This coating will assure
a good start-up, even in bad priming conditions, minimizing the risk of micro-seizures. With the dry lubricant
coating, the deciency of uid is compensated but not replaced. This is done for short time deciencies.
Our experience taught us that, outside pressure and mechanical failures, the most common breakdowns are
linked to the quality of the uid and a lack of lubrication. As soon as there is a rupture of the lubricating lm,
the failure is imminent. Here are some examples of very common causes:
Air in the fuid (cavitation, aeration),
Large size solid particles,
Chemical agents (water, wrong additives, tar...),
Too high or too low viscosity,
Overheating (shaft alignment),
Flow of the system coming back to the pump,
Poor fuid quality losing its main chemical characteristics.
...
Thus, good ltration and uid quality, good thermal stability, when combined with a well designed hydraulic
system and a correct knowledge of hydraulics, will always increase the lifetime of the hydraulic components.
Our vane pump technology is a heavy duty engineering design that will last years when elementary precautions
are taken.
Why a Parker vane pump should not break down
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps and Motors
7
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
1.4. BASIC PRECAUTIONS FOR A LONG LIFETIME
The Parker vane products are designed for a long life, and the following minor precautions should help you
to avoid premature breakdowns :
Do not forget to have a correct air bleed-off at start-up.
Always check the fuid velocity (inlet & outlet), which should determine the correct sizes of pipes, hoses
and connectors. The uid velocity for the inlet line must be limited to 1.9 m/s, and 6.0 m/s for the
discharge line.
No strainer on the inlet line is recommended (If absolutely necessary, it should be 250 microns minimum
and its pressure drop at high uid viscosity has to be checked). A high quality return line lter is preferred.
Always pay attention to the viscosity of the oil versus its temperature. Even a small change in the tem-
perature can have a big effect on the viscosity, hence the lubrication of the parts.
Measure the pressure at the inlet port. The position of the tank and the shaft rotational speed are
inuencing this parameter. Please refer to the minimum inlet pressure tables in our catalogues.
Consider the ratio fow/tank capacity and the cooling requirements of the power unit.
Proper coupling with the driving source and good shaft alignments can be classic "forgotten things", as
well as the lubrication of these links.
Be sure the fuid selection versus the application conditions is appropriate. Viscosity index, viscosity
grade (ISO 32, 46, 68...), environment (biodegradability, re resistance, normal conditions), operating
temperature range, lterability, deaeration capability and thermal stability, are all to be considered.
When a pump is used on a very fast pressure cycling machine, attention should be paid to the relation-
ship between the pressure rise/fall gradient and the inlet pressure, in order to avoid cavitation. We rec-
ommend maximum limits, with mineral oil, of 5000 bar/s (72500 PSI/s) for pressure rise and 6000 bar/s
(87000 PSI/s) for pressure fall.
Basic precautions for a long lifetime
Housing
Cartridge
Shaft assembly
Front cap
Mounting cap
Cartridge
End cap
Retainings screws
Rear port plate
Rotor
Pressure port plate
Vane
Cam ring
Dowels pins
Pin
Back-up ring
Seals
Exploded view of a double vane pump
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps & Motors
8
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
Analysis of the failures
1. Problems on shafts
Bad alignment, wrong
mechanical link (bracket,
chassis deformation, bad
bell housing, too loose
damping elements...) can
create :
Misalignment.
Out of squareness.
BAD
BAD
Consequence pages
- Fretting P 13
- Shaft rupture P 14 & 15
- Rear bushing P 16
- Marked cam ring P 16
- Shaft seal problem P 17
- Dissymmetrical wear on the port plates
P 17
- Ball bearing worn or destroyed
- Fretting P 13
- Shaft rupture P 14 & 15
- Rear bushing P 16
- Marked cam ring P 16
- Shaft seal problem P 17
- Dissymmetrical wear on the port plates
P 17
- Ball bearing worn or destroyed
Coupling
Coupling
2. ANALYSIS OF THE FAILURES
The systematic analysis of the failures allows the causes to be determined with logic. These failures may be
either distortion, shearing, surface seizure or scoring.
If the failure is shearing, we can almost certainly say it is the consequence of a brutal or a fatigue failure. A brutal
failure is due to sudden increase in loads, exceeding the material strength limit or its resistance to shocks.
A fatigue failure is the result of reaching the tensile limit of the sensitive point of a component. Studying the
crystalline faces will allow us to determine the mechanical causes that provoked the failure.
This vane troubleshooting guide has been prepared in such a way that it allows everyone to quickly
reach a satisfactory conclusion.
2.1. MECHANICAL FAILURES
Mechanical failures are due to external physical parameters that change the mechanical stucture of the
materials. The causes of these incidents are mostly axial and radial shaft overloads, rotary bending (exion)
and torsion (twisted) fatigue failures.
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps and Motors
9
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
Mechanical failures
- Gap between the two
coupling anges is two
small (axial loads / radial
loads). See coupling manu-
facturer's convenient clear-
ance required depending
on the torque.
- Coupling is unbalanced =
radial load.
- Too high load on a belt
driven system (belt drives
are not recommended).
- Non-homokinetic trans-
mission due to unbalanced
cardan shaft (or universal
joint) meaning inconstant
shaft speed.
- Too high moment of iner-
tia due to heavy couplings
(like chain couplings) or
couplings with very large
diameter.
Clearance required Clearance required
GOOD ASS'Y
BAD ASS'Y
F
F
F F
f Hz
2f
o
3f
o
4f
o
5f
o
f
o
= n (tr/min) / 60 f
p
= pump freq.
v
a
SPEED
REV.
S
1 REV.
Consequence pages
- Fretting corrosion P 12
- Shaft rupture P 14 & 15
- Ball bearing worn out
- Rear bushing P 16
- Shaft rupture P 14 & 15
- Bushing P 16
- Marked cam ring P 16
- Shaft seal problem P 17
- Dissymmetrical wear on the port plates
P 17
- Shaft rupture P 14 & 15
- Bushing P 16
- Marked cam ring P 16
- Shaft seal problem P 17
Coupling
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps & Motors
10
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
Mechanical failures
- Bracket deformation when
the pump is loaded.
- Hose strain force (reaction
to a brutal pressure com-
pression / decompression)
- Rigid pipe mounting strain.
- Input torque over the limit
(too high pressure versus
displacement for the ca-
pacity of the chosen shaft).
2. Bad shaft / coupling
connection
- "Locking screw" not
properly positioned on the
key (keyed shaft).
F
F2 F1
P2 P1
TORQUE
TIME
MAX
TORQUE
Consequence pages
- Shaft rupture P 14 & 15
- Bushing problems P 16
- Marked cam ring P 16
- Seal problems P 17
- Wear on port plate P 17
- Shaft rupture P 14 & 15
- Bushing problems P 16
- Marked cam ring P 16
- Seal problems P 17
- Wear on port plate P 17
- Shaft rupture (torsional fatigue) P 14 & 15
- Shaft wear P 13
- Shaft rupture P 14 & 15
- Rear bushing P 16
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps and Motors
11
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
- Wrong machining of the
couplings.
- Incorrect tolerance t
between the shaft diameter
and the coupling diameter.
- Key way in the coupling
not properly centered with
the main bore axis.
- Bad heat treatment (too
high or too low).
- Shaft not properly engaged
(too small surface of spline
or key used).
- Bad (or no) lubrication of
splined shafts / coupling.
3. Dowel pin of the
cartridge not correctly
positioned in the housing
Consequence pages
- Fretting P 13
- Shaft rupture P 14 & 15
- Shaft worn out P 13
- Shaft rupture P 14 & 15
- Wear of the splines P 13
- Wear of the key P 13
- Spline wear P 13
- Dowel pin rupture P 17
- No pressure
- Unconstant ow
- Cavitation
- Noisy pump
Mechanical failures
Parker requires a grease with disulde of
molybdenum base for the lubrication of the
shafts.
Coupling
Tolerance
Dowel pin positioned
in dowel pin hole
Wrong possible mounting area
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps & Motors
12
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
4. Cartridge screws not
properly mounted
After a cartridge modi-
cation, no precaution has
been taken to check if the
rotor could freely rotate in
the newly built cartridge.
Some vanes can have tilted
and therefore be squeezed
between the port plates.
These screws should be
lightly tightened as they
just hold the parts together
to obtain a cartridge. After
reassembling a cartridge,
always check if the rotor &
vanes can freely rotate in
the cartridge.
5. Hollow push pin
wrongly mounted
Pin installed upside down
in the T6*M mobile car-
tridges.
6. Loose fasteners
(ex. : after modifying the
pump, the assembling
screws were not tightened
at the proper torque and
worked loose).
7. Marks on port plates
that disturb the cycle of
the pump. Even a small
scratch between the inlet
& the pressure area can
destabilize the vanes.
Free space
Consequence pages
- Vane marks P 12
- Vane marks P 18
- Noisy pump
- Unstable ow
- Broken screws P 18
- Vane marks P 18
- Noisy pump
- Limited pressure
- Unconstant ow
Mechanical failures
Vane marks
GOOD BAD
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps and Motors
13
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
1. Fretting corrosion
This phenomenon appears
when the solicitations are
great and when there is a
slight vibration movement.
These movements will
"create" metallic oxides.
Being very abrasive, they
will weaken the structure of
the component and will fa-
vour the start of the fatigue
rupture (twisted).
2. Shaft splines / keyed
shaft worn out on their
total length
3. Shaft splines / keyed
shaft worn out on a part
of their length
Incident pages
- Bad shaft / coupling link P 10
- Bad coupling manufacturing P 11
- Bad grease when assembling
- Bad shaft / coupling connection P 11
- Bad lubricant (Grease)
- Over torque values P 10
- Highly cycled
- Over torque values P 10
- Too small splined or key surface
being used P 11
The consequences of mechanical failures
2.2. THE CONSEQUENCES OF MECHANICAL FAILURES
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps & Motors
14
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
Fatigue line
Final rupture
HIGH SOLICITATIONS
4. Fatigue shaft rupture
- Perpendicular, centered,
rotational bending fatigue
rupture.
- Perpendicular, over-cen-
tered rotational bending
fatigue rupture.
Incident pages
- Bad alignment P 8
- Out of squareness P 8
- Unbalanced coupling P 9
- Too high radial load P 9
- Non homokinetic P 9
- Too great moment of inertia P 9
- Bracket chassis deformation P 10
- Hose strain force P 10
- Bad shaft / coupling link P 10
- Bad alignment P 8
- Out of squareness P 8
- Unbalanced coupling P 9
- Too high radial load P 9
- Non homokinetic drive P 9
- Too great moment of inertia P 9
- Bracket chassis deformation P 10
- Hose strain force P 10
- Bad shaft / coupling link P 10
Fatigue line
Final rupture
LOW SOLICITATIONS
Rotational bending fatigue
Rotational bending fatigue
The consequences of mechanical failures
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps and Motors
15
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
- Twisted torsional rupture.
- Perpendicular, torsional
fatigue rupture.
Incident pages
- Fretting corrosion P 13
- Over torque limits P 10
- Torsional fatigue with peak torque
values P10
The consequences of mechanical failures
45
TORSIONAL FATIGUE
Torsional fatigue
Torsional fatigue
Fatigue line
Final rupture
HIGH SOLICITATIONS
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps & Motors
16
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
5. Bush / bearing
problems
- Front or rear bearing or
bush with heavy wear.
- Bush "welded" on the
shaft.
- Rear bush moving out of
the rear port plate.
- Front ball bearing = inner
ring damaged
6. Marked cam ring
- Marks made by the rotor
on the smallest diameter.
If the contact between the
rotor and the cam ring is
important, it will transform
the hardness of the cam
ring and create local ten-
sions (cracks).
Incident pages
- Problems on shafts P 8, 9 & 10
- Bad shaft / coupling connection P 11
- Problems on shafts P 8, 9 & 10
- Bad shaft / coupling connection P 11
- Problems on shafts P 8, 9 & 10
- Bad shaft / coupling connection P 11
- Problems on shafts P 8, 9 & 10
- Problems on shafts P 8, 9 & 10
- Bad shaft / coupling connection P 11
The consequences of mechanical failures
Bushing out of rear plate
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps and Motors
17
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
7. Shaft seal loosing
contact
- Air intake
- Leakage
8. Dissymmetrical
wear on the port plates
9. Broken dowel pin
10. Noisy pump
Air intake if negative inlet pressure
Leak
Incident pages
- Problems on shafts P 8, 9 & 10
- Bad shaft / coupling connection P 11
- Problems on shafts P 8, 9 & 10
- Bad shaft / coupling connection P 11
- Problems on shafts P 8, 9 & 10
- Bad shaft / coupling connection P 11
- Over torque limits P 10
- Cartridge not properly mounted in the
housing P 11
- Hollow pin vane P 12
The consequences of mechanical failures
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps & Motors
18
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
11. Broken screws
12. Parallel marks on
the port plate
- Tilted vanes marked the
port plate but the pump
did not rotate.
- Tilted vanes but the
pump did rotate. The result
is scars on the port plate.
Incident pages
- Loose pump fasteners P 12
- Cartridge not properly assembled P 12
- Cartridge not properly assembled P 12
The consequences of mechanical failures
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps and Motors
19
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
1. Pressure overshoot
2. Instant pressure overshoot
3. The consequences of instant
pressure overshoot
- Cracks or rupture of the pressure
port plate.
Pressure failures
The working pressures in hydraulic systems are constantly rising
and the pressure overshoots are doing the same. The effects on
the hydraulic pumps, whichever technology is used, are always
bad. We split-up this phenomenom into two different categories :
"Instant pressure overshoot" and "Cycled overpressurization".
The nal consequences of these two problems are the same : the
failure of components. However they are damaged differently if it
is an "Instant pressure overshoot" or a "Cycled overpressurization.
The peak can come from a valve that makes the pressure relief valve
open, or from the system. Valves, piping rigidity and distance to the
pumps have a great impact on these pressure peaks. The fact
is that the pressure rises over the initial settings or designed set-
tings. The pump can be protected by a check valve, or not. When a
check-valve closes itself too slowly, the ow comes backwards into
the pump. This problem will be seen in the "cycled overpressuriza-
tion". These pressure peaks can reach 2 to 5 times the adjusted
maximum pressure valve. They are not readable with a standard
manometer, and only recordings with electronic sensors will show
the facts.
This a brutal high peak of pressure. The consequence is that the
mechanical strength of the material is exceeded.
This will cause some brutal failures of components such as the port
plates (on the high pressure distribution area), the rotor (split), the
cam ring (cracked), the shaft (broken), the dowel pin (cut in two parts).
2.3 PRESSURE FAILURES : OVERSHOOT & PRESSURE GRADIENTS
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps & Motors
20
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
- Cracks or rupture of the rotor.
- Cam ring cracked.
- Shaft broken, with a perpendicular
"clean cut".
Pressures failures
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps and Motors
21
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
Pressure failures
- Dowel pin cut in two parts.
4. Cycled overpressurization
- The pressure rating of the system
is just over the allowed pressure
specied.
- The system is not secured with a
check valve or this check valve is
too slow to open.
This will give a fatigue failure on the long term. It is the sum of the
pressure exceeding limits that will weaken the mechanical strength
of the components. Such specic failures can be seen on the follow-
ing components : cam ring, vanes, shaft, side plates, rotor splines
or the rotor rupture between two vane slots.
Another effect is the deection of the cam rings' external diameter
due to this overpressure. The consequence of this expansion is to
reduce the space between the rotor OD and the minor diameter of
the cam ring. When this gap is too narrow, the rotor may come in
contact with the cam ring. If both cam deection and shaft misalign-
ment happen at the same time, then the contact often arises.
Another distortion effect is this overpressure pushing on the pres-
sure port plate. The deection of the pressure port plate will, in its
center, reduce the normal clearance between the port plates and
the rotor. The lm of oil lubricating these components will be re-
duced, its temperature will rise because of the narrow gap, and a
friction welding will result. The total seizure will then be the conse-
quence if the local temperature rises too high.
During the opening time of the "slow" pressure relief valve, the fow
delivered from actuators or the pump has to go somewhere. Usu-
ally, the relief valve opens and this ow goes back to the tank.
Here, not being able to go back to the tank, the ow will go back to
the pump. If the check valve closes fast enough, the pressure will
increase and accelerate the relief valve opening to allow the ow
back to the tank. If there is no check valve or if it is too slow, the
ow will return to the pump. This ow will then push the rotor for-
wards, wich will wear the rotors' splines. The gap between the rotor
& the port plates will then be increased and create a local cavitation.
This local cavitation will suck the oil lubricating the sides. Without
enough oil, the local overheat will start a pump seizing. The vanes
will have marks on both sides, the splines of the shaft and the rotor
will be worn (on both splined teeth anks).
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps & Motors
22
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
5. The consequences of cycled
overpressurization
- Vanes.
- Cam ring rupture / cracks.
- Rotor / cam ring contact at the
"smallest diameter" level.
Origin
Worn
Contact with housing
Contact in the thickest area
(smallest diameter)
Pressures failures
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps and Motors
23
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
- Shaft having its internal splines
worn out.
- Shaft rupture :
Torsional fatigue ruptures
Perpendicular : few cycles but very
high torque.
Twisted shaft, often under high
cycling.
Twisted shaft.
- Port plates deformations = con-
tact on the smallest diameter of
the rotor.
Pressures failures
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps & Motors
24
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
6. Pressure gradients
7. Consequences of too high
pressure gradients
- Cam ring fatigue rupture.
- Rotor and port plates seizure :
These are due to a very strong cavi-
tation when the pressure decrease
is dramatic. The sudden ow re-
quired is so important that the in-
stant local velocity rises and creates
the cavitation.
This pressure increase or decrease, in bar per second (bar/s), is known
by most people but often forgotten in many hydraulic systems. The
velocity of this increase/decrease is very important. Beyond the fact
that it stresses the materials, it has some big effects on the velocity of
the uid. These sudden pressure changes modify the internal leakage of
the pumps. Depending on the pumps' technology, these allowable
pressure gradients are more or less important. The Denison vane
technology of Parker can be used safely up to 5000 bar/s for pressure
rise and 6000 bar/s for pressure fall, with mineral oils. Over these
limits, phenomena such as cavitation, hose decompression effect
(...) can appear. A positive inlet pressure and no inlet strainer are
recommended to avoid a too high inlet vacuum.
Pressure failures
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps and Motors
25
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
The vane pumps are designed and manufactured with a dry lubri-
cant capability. The dry graphite lubricant coating on the cam ring
and the surface treatment on the distribution plates are allowing a
good lubrication during start-ups.
A good circuit priming and air bleed-off must be made before
operating the pump under pressure.
- Without priming, the pump will not be lubricated enough and
be damaged. The consequence of this bad lubrication is local
overheating. Depending on how long this defect lasts, the con-
sequences can go up to the seizure between the port plates and
the rotor. The local temperature becomes so high that the lm of
oil between the components disappears, then, the metal to metal
contact will create a friction leading to the "welding seizure".
- Without complete air bleed-off, the pump will not work properly.
The pressure will not build up correctly, the ow could be lower
than the one required, the pumping will be erratic and noisy.
- If the inlet velocity is too low, under 0,5 m/s, the air will stay
trapped in the pump and in the inlet pipe.
When we talk about air in the oil, it is the simplication of a complex
chemical transformation. What we will call air is more a mix of different
gases than air. This explains why under pressure, these gases will
implode and create a very high local temperature.
The pressure creates the ignition and the gases will combust at
temperatures as high as 1300 C.
The result is the destruction of the uid, giving it a black color and a
"burnt" smell. This phenomenon is also known as the "Lorentz" or
"Diesel" effect.
The phenomenon occurs when some air is brought into the system
and, with the turbulences of the flows, generates a foamed
substance.
This new "fuid" has lost all the requirements of the original fuid and,
therefore, lost all the capabilities of a standard hydraulic uid. The
consequences of such a transformation are different depending on
the quantity of air brought into the system.
Fluid aeration could be caused by different external problems, such as :
- A suction pipe under vacuum that is not sealed, therefore sucking air.
- A deteriorated shaft seal (or high radial load creating an air intake).
- An inlet tube in front of a return line (amplifying the foaming).
- A turbulence created by a high velocity around the inlet tube (not
enough suction surface).
Physical, chemical or hydraulic failures
All the following failure examples are linked, one way or another, to the quality of the lubricant, its poor ltration
or the poor inlet conditions. Either there is some contamination (air, particles, water...), or some temperature
problems, a poor oil edging, cavitation or uid aeration.
2.4. PHYSICAL, CHEMICAL OR HYDRAULIC FAILURES
1. Start-up without a proper air
bleed-off
2. Air contamination - Fluid
foaming
a) Aeration.
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps & Motors
26
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
b) Consequences of aeration :
- Quantity of air is erratic or not really
heavy :
The effects are only scores on the
port plates in the suction area.
- A return line coming back to the reservoir above the oil level. It
is required that the lowest point of a return line must always be
below the oil level (ve times the pipe diameter).
- An oil level in the tank that is too low compared to the suction level.
- A too small tank (high velocity in the tank).
- Fluid being in movement (bad tank design on mobile applications).
- Bad deaeration capabilities of the uid and/or the tank. Bafes
can help "pushing" the air to the surface. If the "vein fow" is too
fast and if no bafe is there to bring these bubbles to the surface,
they will reach the inlet side of the tank. This air going to the pump
will deteriorate it.
- A bad bafe design. If the uid is to pass over the bafe, its
maximum speed has to stay under 0.5 meter per second to avoid
turbulence.
- A Venturi effect on a return pipe.
- An anti-siphon hole drilled in a return pipe.
- water pollution that may create steam due to local overheating.
This steam in contact with oil will create foaming.
The vanes are going to be completely unbalanced because of the
abnormal uid compressibility due to the quantity of air in the oil.
Because of air, vanes usually hydrostatically balanced, will move
sideways with such erratic movements that they will destroy their
lubricant lm of oil that links them to the port plates. Doing so, the
vanes, as hardened metal parts, will start to wear the port plates
made of die cast or ductile iron.
The marks will start in the discharge area and, depending on the
quantity of air, will more or less create a groove. During all these
turbulences, the most noticeable fact is an unusual noise level.
Physical, chemical or hydraulic failures
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps and Motors
27
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
- Aeration is very severe : The groove
will deeply mark the port plates, from
the suction area to the outlet area.
The width of the groove is then the
width of the vane.
The vane is so unbalanced that,
sometimes, it can even break.
The loss of balance of the vanes is
generating very high instant accel-
erations of the pins. Pins hit the ring
inside the rotor, up to its eventual
destruction.
The pump is noisy.
Physical, chemical or hydraulic failures
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps & Motors
28
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
- Before obtaining such a disastrous
wear, the vanes being so unsteady
will make a lot of noise, the ow will
not be the one required and/or the
pressure level will not be obtained.
The physical aspect of the oil will be
"milky" on the surface as the oil and
the air create a foam.
The accumulation of air in the push
pin area leads to an unsteady
behaviour, the pin is hammering the
rotor ring till destruction by perfora-
tion.
c) Cavitation-Deaeration :
When a depression arises in the suction port, the gas (combustible)
and the aromatic essences dissolved in the uid (6 to 7 %) evaporate.
Depending on the type of uid, this deaeration will occur between
100 and 150 mmHg (around - 0.2 bar). Under this depression
(or vacuum), small bubbles with a diameter of .2 to .3 mm will be
formed. The natural appearance of oil is translucent. Under cavitation
and because of these small "bubbles", the fuid will have a "cloudy"
appearance. Depending on the value of the vacuum, the quantity of
suspended bubbles will be more or less important. As these bubbles
have a small diameter, they will reach the surface of the oil tank very
slowly (bad deaeration characteristics). As an example, 100 liters of
a foamed oil by cavitation will take 4 hours to become translucent again.
When the uid reaches local hot temperatures and the bubbles are
compressed above their critical pressure, they implode and cre-
ate a shock wave. Known as the Diesel effect, the impact of these
"combustion explosions" will create erosion in the shape of the
crater (cavities) when located near a metallic surface. These detached
metallic particles are very likely to cause, on a medium term base, a
seizure between the moving parts of the pump.
Physical, chemical or hydraulic failures
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps and Motors
29
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
d) Consequences when the pump is
cavitating :
- Noise level : much higher than
usual. Under pressure, this noise
level is amplied.
Cavitation Deaeration can happen because of different external
problems that can be independent or linked to each other, just like :
Suction strainer clogged by a foreign contaminant.
Suction strainer clogged by a too high viscosity.
Suction strainer sized too small (Flow rate / pressure drop).
Too long inlet Hose.
Too small inlet line (with a too small section on the whole piping
or restricted at one place only).
Too high or too low inlet line velocity (Min. is 0,5 m/s and Max.
is 1.9 m/s).
Inlet pipe inside the tank which is too close from the side panel
of the tank.
Inlet pipe inside the tank with a too small suction surface,
creating a local turbulence that deaerates the uid (inlet pipe
must always be cut with a bevel to avoid local high velocities).
Tank having a too small volume that creates high fuid velocities
in it.
Tank located too far away from the pump (either horizontally or
vertically).
Tank with bad deaeration capability. No baffes or poor design
of these, preventing the air to reach the uid surface.
Oil level of the tank that is installed too low compared to the
suction level (check when all cylinders are extended for exam-
ple).
Air flter clogged or not correctly dimensioned, generating a
vacuum inside the tank.
Return line flter sized too small. Under dimension will increase
the uid velocity and may deaerate the oil.
Excessive pump shaft rotating speed.
Physical, chemical or hydraulic failures
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps & Motors
30
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
- Ripples on the cam ring : the
vanes are hydrostatically balanced
to avoid excessive loads on the
vane lips. Under suction cycle, the pin
compensates the out of balance load
due to the cam prole. When the
depression is over the design limits,
the vane bounces, creating ripples
on the cam ring prole. The depth
of these marks is proportional to the
strength of the depression.
- Craters : these erosion craters
are sometimes difcult to observe
as the pump may have already
seized. They come from erosion,
caused either by an explosion /
implosion, or by depressurization.
When the uid trapped between
two vanes is sucked in with a
certain percentage of air in suspension,
an explosion can occur. When this
trapped volume is compressed,
these air bubbles explode and
create craters in the port plates in
the area between the suction port
and the pressure port, around the
pressure bleed slots.
Craters on a port plate
Physical, chemical or hydraulic failures
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps and Motors
31
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
Craters on a vane
Craters on pins
- Black marks : The local depression
consequences can be seen on the
vanes (top lips and on the center of
the vane), on the port plates (in the
inlet area) and on the center of the
cam ring (just after the inlet "feed-
ing hole"). These black marks can
be transformed into small craters in
the port plates near the outlet bleed
slots as the air bubbles explosion
occurs.
Physical, chemical or hydraulic failures
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps & Motors
32
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
- Seizure of the pump :
Due to a lack of uid, the vacuum
generated, when really severe, will
suck the oil on the side of the pump
(between the rotor and the port
plates). This will have the effect of
breaking the lm of oil that lubricates
these surfaces.
The surfaces will then heat up and
this local overheat will modify the
standard lubricity into a dry friction.
The result is a seizure between the
rotor and the port plates (the heavy
contamination resulting from the
digging of the craters can also badly
lubricate the pump and lead to the
seizure).
- Twisted torsionnal rupture due
to rotor seizure, cartridge will be
blocked and shaft rupture due to
excessive torque loading.
3. Solid particle contamination
Physical, chemical or hydraulic failures
Unlike many other technologies, the Parker vane units do not generate
pollution.
Even if this has become an important topic and a lot of education
has been done around uid cleanliness, the pollution by particles
stays one of the greatest causes of pumps' destruction. The
consequences are either a rapid wear or a premature breakdown
(large size particles over 25 mm). In a hydraulic circuit, the pump is
the ow/pressure generator. Being so, it becomes the most sensi-
tive unit to pollution and, therefore, will be the rst component to fail.
Nature of the particles :
The main particles are made of metallic oxide, silica, carbon and
organic materials.
Origin of the particles :
- A common large particle is the metallic oxide coming from welding
burrs when the welded piping has not been cleaned up properly.
- The silica comes from the surrounding dust. This dust will enter
into the system through cylinders' sealing, through air intakes (no air
lter, a dirty environment, a not properly sealed tank...)
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps and Motors
33
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
4. Consequences of solid particles
contamination
- Vanes :
On the vane lip edges : The parti-
cles in the uid will have a grinding
effect between the top of the lip and
the cam ring prole. When the contam-
inant is too big or too stiff, the vane
lip edges can break.
On the vane surface : The flm of
oil between the vanes and the rotor
being contaminated, there will be
a rubbing effect in this area. These
rubbing marks (pollution marks) will
be vertical and of the height of the
vanes translation (displacement).
Physical, chemical or hydraulic failures
Depending on the size of the particles, the consequences can go
from a gentle ground nish on the vane lips, cam surface and side
plates to the total destruction of the cartridge.
It is obvious that under perfect ltration conditions, the rubbing of the
vanes in the rotor is reduced to a minimum by the action of the oil
under pressure which is located all around the vanes.
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps & Motors
34
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
- Cam ring :
Wear of the inner surface of the
cam ring due to the contaminated
oil lm between vane lip and cam
ring.
Wear on the edge of the cam ring
contour (has a slight chamfer when
new), you will nd a sharp angle
(edge). If the wear is heavy, the cam
ring can also have little burrs in this
area.
- Rotor and vanes :
In the rotors' slots, the rubbing wear
between the slots and the vanes will
also lead to pollution marks.
Physical, chemical or hydraulic failures
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps and Motors
35
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
- Rotor and port plates :
When the particles in suspension in
the uid are greater than half of the
clearance between the thickness of
the rotor and the thickness of the
cam ring, seizure occurs in the
peripheral diameter of the rotor and
the port plates.
- Rotor : The rubbing effect will
also appear between the side of
the rotor and the port plate. This
will create a torque between the
two vane slaps. This torque causes
a reasonably high level of fatigue
i n the materi al 's weakest area,
between the two bulb slots of the
rotor. If this fatigue level exceeds the
design limits. this portion of the rotor
breaks'.
- Rotor, vanes and port plates : Large
contamination particles damages
(like "carbon" welding balls) are usu-
ally seen on the port plates (blocked
in the slots) or/and on the top of
the vanes/rotor. Each time, they will
have an effect on the vane lips,
either on their top or on their sides.
The "rubbing" action will either de-
stroy the vane lips or weld the vane
to the rotor, break the cam ring...
Physical, chemical or hydraulic failures
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps & Motors
36
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
- Port plates :
Another sign of contaminated oil is
some possible erosion craters on
the port plates at the inlet/suction
bleed slots area. These erosion craters
would come from the abrasive ne
particles in a local high velocity area.
5. Water contamination
Physical, chemical or hydraulic failures
Depending on the type of uid, the water contamination limit can
be different. For mineral oils, this limit should not exceed 1000 ppm
(particles per million). The limit for the esters and the vegetable oils
is maximum 500 ppm. The water contamination will modify the
chemical structure of the uid (the oxidation of the uid increases
the TAN (Total Acid Number)). Having an excess of water, this water
can be transformed into steam under the action of the pressure.
Another effect of this excess is the modifcation of the "compress-
ibility module".
When contaminated by water, the uid will loose its characteris-
tics/performances. The oxidation of the uid will modify the TAN
(Total Acid Number) and a higher acidity will destroy the additives.
Destroying the additives means the lubricity will be worse and the
thermic stability very poor. This, added to the local heat created,
will transform (or carbonize) the uid. It will modify its molecular
structure. The colour of the uid wil turn creamy (milky).
The excess of water can also bring in bacteria that can damage
the uid. A gelatinous mass in the tank and in some components
i s a way to observe thi s phenomenon. The most common
consequence is the appearance of rust on all metallic surfaces,
modifying the nature of the contacts between the surfaces. This can
lead to a start of local micro-seizures due to a lack of convenient
lubricant.
When polluted with water, the whole system must be cleaned up
and then drained two or three times until obtaining a clean translu-
cent oil when running.
This water pollution can come from various causes :
- Condensation coming from a high hydrometric level (big tempera-
ture variations).
- A leak in the water exchanger.
- A tank that is not water-tight.
- A storage of the oil barrels outside, in a vertical position.
- During high pressure water cleaning of the machines
(ex. : water going under the seals of cylinders on vehicles).
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps and Motors
37
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
6. Consequences of water
contamination
- Deposit can then be seen on the
vanes. This will modify the perfor-
mances of the pump because of
the deterioration of the mechanical
effciency (the deposit will "stick" the
vanes in the slots of the rotor).
- On the cartridge, it changes the
colour of the bronze bushing (due to
the modication of the acidity) and
leaves a deposit on the external
diameter.
- The uid can produce foaming be-
cause of the steam. The specicity
of the foaming oil due t o wat er i s
a milky or creamy typical aspect.
The consequences are identical to
an aerated uid.
Physical, chemical or hydraulic failures
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps & Motors
38
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
- The uid compressibility will uctuate
and therefore destabilize the vanes.
This will be seen on the cam ring
surface having plenty of ripples and
on the sharp vane lips edges. In
such a case, the noise level will be
high and the flow & pressure ca-
pabilities deteriorated.
- Due to these uid transformations,
the mechanical consequences range
from performance being deteriorated
to the destruction of the pump if
the local temperatures are extreme
(picture showing, phosphate oil additive
deposit).
7. Viscosity failures The environment and the temperatures can considerably modify
the original wanted viscosity. The inuence of the temperature
differences on the viscosity is enormous. The vane components are
designed to work with a wide range of viscosities. When a problem
occurs, the viscosity is often either too high or too low.
When the viscosity is too high, over 2000 cSt (9240 SSU), the problem
is that the uid has a big resistance and the velocity drops down.
This resistance can create local vacuum, that is to say deaeration of
the uid. This will ruin the lubricity of the pump.
Under heavy viscosity and low rotation speed, the vanes can stick
and remain stuck in the rotor slots. The consequence is that there
is no ow coming out of the pump.
When the viscosity is too low, under 10 cSt (60 SSU), it decreases
the thickness of the film that lubricates all the components in
motion. If the viscosity is very low, it could mean that the temperature
is high. Tests carried out have shown that a tank temperature of 50
C (122 F) could mean local temperatures inside the pump of up to
130 C (266 F). If the viscosity is calculated on the tanks temperature,
we can easily gure out the very low viscosity when the oil is at 130
C (266 F).
Physical, chemical or hydraulic failures
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps and Motors
39
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
8. Consequences of viscosity
failures
- Too high viscosity : Seizure due to
the high cavitation not allowing the
rotating group to be lubricated.
- Too low viscosity : Erosion on the
port plates.
- Too low viscosity : Scars on the
port plates & rotor due to a bad
lubricity.
Physical, chemical or hydraulic failures
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps & Motors
40
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
9. Unsuitable fuids
- Viscosity index choice :
- Filterability :
- Oxidation resistance :
- Deaeration capabilities :
The choice of the uid has to take into consideration the specic
environment of the application.
Forgetting this can lead into deep trouble. A too high viscosity will
problably cause cavitation and a lack of lubrication, when a too low
viscosity will lead to a too thin lm of oil therefore creating local heat
points. In both extremes, the consequences can be fatal breakdowns.
If the uid does not have good lterability properties, the lters will
rapidly get clogged. The ow will have to go through the by-pass,
therefore not be ltrated anymore, and will heat-up the system (due
to the open by-pass).
Bad lterability can either come from a low quality uid, or from a
uid sensitive to any contaminant destroying its chemical homoge-
neity (water, solvants, grease...).
Contaminants can modify the acidity of the uid therefore becoming
very corrosive. Such a modied uid will corrode the steel components
and produce corrosion residues. These residues will increase the
viscosity. An increased viscosity will increase the pressure drops.
Increased pressure drops will then increase the temperature and
cause local overheat.
This is another very important topic. If the chosen uid is taking a
too long time to allows the air to reach the surface of the tank, this
can become a big problem, for air in big quantities has a destroying
effect on all pump technologies. If the ow versus the size of the
tank is small, if the tank design is incorrect (inlet near return line for
example), if the tank is slightly pressurized (on purpose), the oil will
not deaerate fast enough. The air bubbles will then be sucked by
the pump. Then, when under pressure, these bubbles will explode.
Physical, chemical or hydraulic failures
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps and Motors
41
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
This is a major topic, well known nowadays, at least for the solid
particle contamination. The manufacturing clearances becoming
tighter and tighter, a good ltration is required, even despite our
double lip technology which is fairly well resistant to pollution.
One more important point is the impact of another uid creating a
reaction between the original uid and the contaminant.
The uids are becoming more and more high technical products,
they also tend to be more sensitive to their environment and a
contaminant can destroy their original characteristics. It is common for
example to see fuids "destroyed" by a high water content (chemical,
other uid, particles). Rened oils will be even more sensitive than
brand new ones.
It is important to know the specic gravity of the uid being used.
Because the density from one uid to another can vary a lot, the
suction head has to be designed taking this parameter into
account. The specic gravity of a standard oil (ISO 46) will be around
0.88. The specic gravity of a water-glycol (60 glycol/40 water) will be
around 1.08. Knowing this value, simply check in our catalogue the
minimum Absolute pressure value required to optimize your system.
A common problem is the deterioration of the uid. This deterioration
may come either from the quality of the uid, or from the air, or from
external pollution (solid particles, mix with other uids, chemical
transformations, water). The consequences of uid deterioration
always lead to a low performing pump or to a premature breakdown.
We recommend for all grease lubricants to be based with disulfide
or molybdenum. The main characteristics of this grease is
that it is the best for heavy duty applications. It has a very good
specic load characteristic, avoids stickslip and fretting corrosion,
has a good penetrability and enables easy dismantling.
Physical, chemical or hydraulic failures
- Polluted uid :
- Density :
- Fluid deterioration over time :
10. Unsuitable grease
- Bad lubricant on the shaft and
coupling assembly :
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps & Motors
42
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
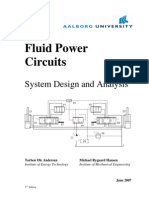
Specics of vane motors
Rear cap
Cartridge
Housing
Shaft assembly
Cam ring
Cam ring
Rotor
Rotor
Vane
Vane
Pressure port plate
Pressure port plate
Seals
Seals
Spring
Spring
Dowel pins
Dowel pins
Pin vane holdout
M5AS* - M5AF*
M5 series
M5B*
Exploded views of vane motors and cartridges
3. SPECIFICS OF VANE MOTORS FAILURES AND CAUSES
For the motor being an actuator in an hydraulic circuit, the incidents are not very common. Therefore it will be
much easier to go through the various typical vane motors failures you can possibly be facing.
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps and Motors
43
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
- Incorrect rear cap lubrication.
Possible seizure between the rotor
and the rear cap.
- Front shaft end rupture.
- Internal splines distorsion.
Torque over the catalogue limits
3.1. TORQUE OVER THE CATALOGUE LIMITS
3.2. BAD AIR BLEED-OFF OR AIR INTAKE
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps & Motors
44
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
- Rotor rupture.
- Port block cracked.
- Shaft seal blown off (extruded).
3.3. TOO HIGH PRESSURE IN A OR B LINE
3.4. TOO HIGH PRESSURE IN THE DRAIN LINE
Too high pressure in A or B line
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps and Motors
45
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
The speed of the motor is higher
than the ow coming to the motor.
- Heavy cavitation will lead to
seizure.
- Broken springs due to cyclic
"erratic movements" of the vanes
during cavitation phases.
Air coming from the system, from an
intake between the pump and the
motor, or even coming from a front
shaft seal.
- Possible seizure between the rotor
and the rear cover.
- Possible heavy wear on the port
plate.
3.5. EXCESS OF AIR IN THE FLUID
3.6. CAVITATION
Excess of air in the uid
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps & Motors
46
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
The consequences of pollution will
be seen at various places :
- On the sides of the rotor, the port
plate and the rear cap.
- In the rotor slots : Grinding on
both sides of the slots. Traces of the
"spring areas" of the vanes digging
in.
- On the vanes : One large particle
(welding ball) and small vertical
scars.
- In the cam ring : Scars due to large
particles.
Large particle
Large particle
3.7. POLLUTION
Pollution
Scars due to large particles
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps and Motors
47
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
When the temperature rises and the
uid viscosity drops below limits,
the lm of oil required to lubricate
the components will possible be too
thin. Microseizures loading to total
seizure is potentiel consequence.
The Denison Vane Technology of the Parker units is axially and radially hydrostatically balanced, offering from
design very long lasting capabilities.
The quality of our vane products is certied by factory testing each and every vane pump or motor before
shipment.
Our experience has shown us that if :
Inlet characteristics
Operating limits (pressure, rpm, viscosity)
Mechanical alignments
Quality and cleanliness of the fuid (at all time)
remain within the limits given in our catalogues, you are sure to obtain a high performing and long lasting
pump/motor. These few requirements are the major parameters to check with the values indicated in our
catalogues.
CONCLUSION
3.8. TOO LOW VISCOSITY
Too low viscosity
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps & Motors
48
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
TROUBLESHOOTING CHARTS
Troubleshooting charts
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps and Motors
49
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
4.1. TROUBLESHOOTING TABLE FOR VANE PUMPS _______________________________ 50
1. No flow, no pressure _______________________________________________________________ 50
2. Flow below rated __________________________________________________________________ 50
3. No pressure _______________________________________________________________________ 51
4. Not enough pressure _______________________________________________________________ 52
5. Unusual noise level _________________________________________________________________ 52
6. Unusual heat level __________________________________________________________________ 52
7. Shaft seal leakage __________________________________________________________________ 53
4.2. TROUBLESHOOTING TABLE FOR VANE MOTORS - M3* / M4* SERIES ____________ 54
1. No rotation ________________________________________________________________________ 54
2. Stalls easily _______________________________________________________________________ 54
3. Not enough speed __________________________________________________________________54
4. Erratic speed ______________________________________________________________________ 54
5. Unusual noise level _________________________________________________________________ 55
6. Unusual heat level __________________________________________________________________ 55
7. Shaft end leakage __________________________________________________________________ 55
4.3. TROUBLESHOOTING TABLE FOR VANE MOTORS - M5* SERIES _________________ 56
1. No rotation ________________________________________________________________________ 56
2. Stalls easily _______________________________________________________________________ 56
3. Not enough speed __________________________________________________________________56
4. Erratic speed ______________________________________________________________________ 56
5. Unusual noise level _________________________________________________________________ 57
6. Unusual heat level __________________________________________________________________ 57
7. Shaft end leakage __________________________________________________________________ 57
This chapter 4 will help you when the hydraulic system or component does not work as required. These
solutions are the most common ones we found and experienced in the eld.
Please always remember that a clean system and a correct air bleed-off may solve a lot of incidents.
There are 3 tables for the 3 following product families, vane pumps, M3 / M4 series vane motors, M5* series
vane motors, and one table for the separate components.
4. TROUBLESHOOTING CHARTS
Troubleshooting charts
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps & Motors
50
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
1. No fow,
no pressure
2. Flow below rated
a-1) Check if the coupling is rotating. If not, check the rotation of the
electric motor.
a-2) Check the keys of the pump and the motor or engine shaft.
a-3) Check if the shaft is not broken.
b-1) Check if the rotation way of the pump is corresponding to the
arrow on the name plate.
b-2) Check if the wiring of the electric motor is correct.
c-1) Check that no air remains in the pressure line.
d-1) Check if the inlet gate valve is not closed.
d-2) Check the oil level.
d-3) Make sure the inlet pipe in the tank is well under the oil level.
d-4) Check that no air intake may disturb the inlet (missing inlet ange
seal, air trapped in suction line).
d-5) Check if the pump is not located too high above the oil level.
d-6) Check if the tank is not completely sealed. Then the lack of
atmospheric pressure will not allow the pump to prime.
d-7) Make sure that all connections and seals are air-tight.
e-1) Check that the oil characteristics are in accordance with the
temperature and the pump requirements. A too high viscosity will
stick the vein uid, not enabling the pump to suck the oil correctly.
f-1) Check the hydraulic circuit and the main sequences. Doing so,
you will check if all the valves are set or work properly.
f-2) Check if the main relief valve is not set at an extremely low
pressure, therefore bringing all the ow back to the tank.
f-3) Check if in the directional valves the spools are not sticking in a
position that brings the ow back to the tank.
f-4) check that no check valve is mounted upside down.
g-1) Motor : Check whether the inlet flow does not leak internally.
g-2) Cylinder : Check if the inner seals are not damaged.
h-1) Check i f the mi ni mum speed i s reached. (See pump
documentation)
a-1) Check the displacement of the pump.
a-2) Check if the speed of the pump is not too low or too high
(Correct type and size of the E motor or engine, eventual speed
drops, or stalls).
a-3) Check if the main relief valve is not set at an extremely low
pressure and therefore venting some ow back to the tank.
a-4) Check if in the directional valves the spools are not sticking in a
position that brings part of the ow back to the tank.
a) Is the pump
rotating ?
b) Is the rotation
in the correct
direction way ?
c) Is the air bleed-
off done ?
d) What are the
inlet conditions ?
e) Is the viscosity
not too high ?
f) Is the pump
ow not going
somewhere else ?
g) Is the actuator
working correctly ?
h) Is the speed
high enough ?
a) Are the
components OK ?
Troubleshooting charts for vane pumps
4.1. TROUBLESHOOTING TABLE FOR VANE PUMPS
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps and Motors
51
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
3. No pressure
a-5) Check if the hydraulic motor is not leaking internally due to a bad
efciency, low viscosity...
a-6) Check if the cylinder inner seals are not ruined, allowing internal
leakage.
b-1) Check if there is no air intake between the pump and the inlet
pipe (bad seals for example).
b-2) Check if the inlet line is suitable for the required velocity
(0,5 < V < 1,9 m/s).
b-3) Check if the pump is not located too high compared to the oil
level or if the pump is not too far from the tank (check the inlet
pressure with the values in the catalogue).
b-4) Make sure the gate valve is fully open.
b-5) Check that the eventual inlet strainer is correctly sized (250 m
mesh mini.) and not clogged.
c-1) Check if the oil level is correct.
c-2) Make sure to check if the suction pipe remains under the oil level
at all time during the complete cycle of the machine.
c-3) Check if the inlet pipe tted in the tank is cut with an angle wider
than 45.
c-4) Check if this inlet pipe is not too close to the side wall or the
bottom of the tank, therefore limiting the vein ow.
c-5) Check if the suction pipe is not located too near the return line,
therefore sucking a lot of air coming from these turbulences.
c-6) Check if bafes are required to allow correct deareation of the
uid.
c-7) Check if the air lter is not clogged or undersized.
c-8) Check if the tank is not fully air-tight, hence not allowing the atmos-
pheric pressure to apply.
d-1) Check if the oil characteristics are in accordance with the pump
requirements.
d-2) Check if the viscosity is not too high, therefore sticking some
vanes in the rotor or blocking the vein uid.
d-3) Check if the high temperature does not make the viscosity of the
uid drop, increasing the internal leakages.
a-1) Check the hydraulic circuit schematic.
b-1) Compare the schematic to the existing circuit.
c-1) Check the main sequences. Doing so, you will check if all the
valves are set or work properly.
c-2) Check if the main relief valve is not set at a low pressure value,
therefore bringing all the ow back to the tank.
c-3) Check if in the directional valves the spools are not sticking in a
position that brings the ow back to the tank.
b) Is the connection
from the tank to
the pump correct ?
c) Is the tank
design correct ?
d) Is the oil type
suitable ?
a) Is the hydraulic
circuit correctly
designed ?
b) Is the circuit
correctly piped ?
c) Are the
components
working properly ?
Troubleshooting charts for vane pumps
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps & Motors
52
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
4. Not enough
pressure
5. Unusual noise
level
6. Unusual heat
level
b-1) Check if the required ow is not over the available ow and
therefore cannot build up enough pressure.
c-1) Check all the possible faulty components, from the pump to
the actuators and intermediates (high pressure seals, mechanical
wear...).
a-1) Check the mechanical link of the pump shaft : alignment,
balancing of the coupling or Universal joint, key properly fastened...
a-2) Check if the air bleed-off has been done correctly.
a-3) Check if there is no air intake from the tank to the pump (nor
through the shaft seal).
a-4) Check if a hose strain force does not create this noise.
a-5) Check if the oil level is correct.
a-6) Check if the oil inside the tank is not aerated.
a-7) Check if the eventual strainer is not clogged or under-
dimensioned.
a-8) Check if the inlet pipe is well below the oil level.
a-9) Check if the air lter is not clogged or too small.
a-10) Check if the rotating speed is in accordance with the
catalogue limits.
a-11) Check if the oil type is compatible with the catalogue recom-
mendations.
a-12) Check that the inlet pressure is not higher than the outlet pressure.
b-1) Check the hoses and see if the noise in not coming back to the
pump by this way.
b-2) Check the pressure piping and see if its length dumps or
amplies the noise.
b-3) Check if the structure of the tank is stiff enough to avoid
amplication / resonance.
b-4) Check the E motor fan.
b-5) Check the balancing of the E motor.
b-6) Check the water cooler and its theoretical limits.
b-7) Check the ltration unit, its capacity and if the noise does not
come from an opened by-pass valve.
a-1) Check the oil level and the suction pipe. Is the oil coming to the
pump (check the length of the pipe, its internal diameter, all that could
inuence the inlet pressure)?
a-2) Check if the air bleed-off has been done correctly.
a-3) Check if the ow versus the volume of oil in the tank is correct to
obtain a good cooling effect.
a-4) Check if a cooler is required or, if there is one, if it is well dimensioned.
a-5) If there is a cooler, check if it is working (example for a water
a) Same check as
"no pressure".
b) Is the system
well dimensioned ?
c) Is there an
internal leakage
somewhere that
maintains a
certain pressure ?
a) Is the noise
coming from the
pump ?
b) Is the noise
coming from the
surroundings ?
a) Does the heat
rise occur when
the pump is
running without
pressure ?
Troubleshooting charts for vane pumps
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps and Motors
53
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
7. Shaft seal
leakage
cooler : is the water ow open and sufcient ?).
a-6) Check if the hydraulic circuit is not bringing back the ow
directly to the inlet port. Doing so, it would create a very small closed
circuit not able to cool down the uid.
a-7) Check the quality of the uid.
a-8) Check the velocity of the uid.
a-9) Check the ltration unit, its capacity and if the heat does not
come from an open by-pass valve or if it is under-dimensioned (bigger
delta P).
b-1) Check the viscosity.
b-2) Check the pressure rating.
b-3) Check if the cooler is working correctly and is well dimensioned.
b-4) Check if the relief valve is not creating this heat.
b-5) Check if any other component in the system is not creating this
heat due to an internal defect.
b-6) Check if there is a big temperature differential between the inlet
and the outlet.
a-1) Check the alignment of the front shaft and check if there is not
any radial load.
a-2) Check if seal lip has not been cut during a maintenance operation.
a-3) Check if the inlet pressure is not over or under the catalogue
values. This has to be done during a whole cycle because the inlet
pressure can vary from time to time.
a-4) Check if the seal material has not been modied because of
a too warm environment. The seal can vulcanize and stop sealing
correctly.
a-5) Check the acidity of the oil that can burn the seals material. It will
therefore destroy the elasticity of the sealing.
a-6) Check if the chosen seal (high pressure seal for example) is not
too stiff for the use. If the environment requires some elasticity due to
a gentle misalignment, a high pressure seal may not be able to follow
the movement and therefore leak.
b-1) Check the alignment and the correct power transmission (non
homokinetic movement, high radial force as examples).
b-2) Check the inlet pressure and compare it to the catalogue values.
b-3) Check if some bad suction conditions do not create a vacuum
that could even reverse the seal lip.
b-4) Check if the external environment is not too dirty and therefore
ruining the seal.
b) Does the heat
rise occur when
the pump is run-
ning with pressure ?
a) Is the seal
leaking ?
b) Is the seal
destroyed ?
Troubleshooting charts for vane pumps
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps & Motors
54
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
1. No rotation
2. Stalls easily
3. Not enough
speed
4. Erratic speed
a-1) Check the circuit and the hydraulic schematic. Is the piping O.K.?
a-2) Check the setting of the main pressure relief valve.
a-3) Check if the pump is delivering ow.
a-4) Check if the directional valve is allowing the ow to go to the
motor. Check if the directional valve is energized. If it is, check if the
spool is in its correct position and not sticking in a position that would
deviate the ow somewhere else.
a-5) Check if a check valve would not have been wrongly mounted.
b-1) Check if the pressure settings are correct.
b-2) Check if the load is not superior to the torque capabilities of the
motor.
c-1) Check if the pump is working correctly.
d-1) Check if a failing check valve would not allow some ow to go
back to the tank and therefore limit the ow to the motor.
e-1) Check the nature of the connectors. If, for example, the self
sealing couplings type connectors are well tted into each other.
a-1) Check the relief valve setting and compare it to the theoretical
pressure required to deliver the convenient torque.
b-1) Check if a failing check valve would not allow some ow to go
back to the tank and therefore limit the ow to the motor.
c-1) Check the minimum ow required by the motor.
c-2) Check the ow of the pump or the valve feeding the motor.
a-1) Check the theoretical displacement of the motor versus the
theoretical ow of the pump.
a-2) Check that the ow of the pump is really coming to the motor.
a-3) Check that the working pressure & speed are in accordance with
the catalogue values of the motor.
a-4) Check the oil temperature. Check then that the low viscosity of the
oil is not having a big effect on the internal leakage of the motor.
a-5) Check the air bleed-off.
a-1) Check if the limit of the allowable torque is not reached once a while.
a-2) Check if the driven load does not transmit some inconstant load
(like a high pressure piston water pumps using an unbalanced
technology).
a) Is the ow
coming to the
motor ?
b) Is the torque
required higher
than the system
settings ?
c) Is the pump OK ?
d) Are the motors
internal drain
check valves
working properly ?
e) How is the motor
piped ?
a) Is the load close
to the limits of the
system ?
b) Are the motors
internal drain
check valves
working properly ?
c) Is the ow
going to the
motor sufcient ?
a) Is the speed
lower than
desired ?
a) Is the motor
loosing speed
erratically ?
4.2. TROUBLESHOOTING TABLE FOR VANE MOTORS - M3* / M4* SERIES
Troubleshooting charts for vane motors
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps and Motors
55
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
5. Unusual noise
level
6. Unusual heat
level
7. Shaft end
leakage
a-3) Check if the ow coming from the pump is constant.
a-1) Check if there is no air intake aerating the motor badly (through
the front shaft seal for example).
a-2) Check if the motor is not cavitating. It could be that the inertia of
the load is such that it drives the motor faster than the ow coming
from the pump.
a-3) Check if the oil is suitable for the use.
a-4) Check if the air bleed-off has been done properly.
b-1) Check the back pressure to see if the replenishment pressure
is not too low, leading to cavitation of the motor.
a-1) Check if a cooler is required or, if there is one, if it is well dimensioned.
a-2) If there is a cooler, check if it is working (example for water
cooler : is the water ow open or sufcient ?).
a-3) Check if the hydraulic circuit is not bringing back the ow
directly to the inlet port. Doing so, it would create a very small closed
circuit not able to cool down the uid.
a-4) Check the quality of the uid.
a-5) Check the velocity of the uid (5 to 6 meters/second max.).
a-6) Check the ltration unit, its capacity.
a-7) Check if the heat does not come from an open bypass valve.
b-1) Check the speed of rotation versus the catalogue values.
b-2) Check the pressure rating.
b-3) Check the uid type.
b-4) Check the viscosity.
a-1) Check if the lips of the seal are not ruined (lack of lubricity leading
to vulcanization of the rubber, external pollution...).
a-2) Check if the shaft is not marked by a groove in the usual seal lip
contact area.
a-3) Check the shuttle valve.
a-4) Check the pressure in the drain line on the motor. Long piping,
elbows, small diameter, too high oil viscosity, other common drain
ows in the same pipe can lead to high drain pressures.
a-5) Check if there is no high overshoot at start-up that would create
a high instant internal leakage.
a-6) Check, when using a quick coupling connector, if it is correctly
locked.
a-7) Check the alignment of the shafts.
a-8) Check if there is no unbalanced driven load that could create a
gap between the shaft and the seal.
a-9) Check if the radial force is not too high (belt drives for example).
b-1) Check that the seal is not damaged.
b-2) Check that the shaft does not have any scratches.
b-3) Check that the ball bearing is not ruined.
b-4) Check that the drain line does not create a back pressure.
a) When the
motor is running ?
b) When the
motor is braking ?
a) Is the oil arriving
to the motor
already hot ?
b) Is the oil
heating up when
going through the
motor ?
a) Is the seal
leaking when
pressurized ?
b) Is the seal
leaking when
standing still ?
Troubleshooting charts for vane motors
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps & Motors
56
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
1. No rotation
2. Stalls easily
3. Not enough
speed
4. Erratic speed
a-1) Check the circuit and the hydraulic schematic.
Is the piping O.K.?
a-2) Check the setting of the main pressure relief valve.
a-3) Check if the pump is delivering ow.
a-4) Check if the directional valve is allowing the ow to go to the
motor. Check if the directional valve is energized. If it is, check if
the spool is in its correct position and not sticking in a position that
would deviate the ow somewhere else.
a-5) Check if a check valve would not have been wrongly mounted.
b-1) Check if the pressure settings are correct.
b-2) Check if the load is not superior to the torque capabilities of the
motor.
c-1) Check if the pump is working correctly.
d-1) Check the nature of the connectors. If, for example, the self
sealing quick couplings type connectors are well locked into each
other.
a-1) Check the relief valve setting value and compare it to the
theoretical pressure required to deliver the convenient torque.
b-1) Check the minimum ow required by the motor.
b-2) Check the ow of the pump or the valve feeding the motor.
c-1) Check that the valve is OK (properly installed, ball seat pollution).
a-1) Check the theoretical displacement of the motor versus the
theoretical ow of the pump.
a-2) Check that the ow of the pump is really arriving to the motor.
a-3) Check that the working pressure & speed are in accordance
with the catalogue values of the motor.
a-4) Check the uid temperature. Check then that the low viscosity
of the uid is not having a big effect on the internal leakage of the
motor.
a-5) Check the air bleed-off.
a-1) Check if the limit of the allowable torque is not reached once a
while.
a-2) Check if the driven device does not transmit some inconstant
load.
a-3) Check if the ow coming from the pump is constant.
a) Is the flow
coming to the
motor ?
b) Is the torque
required higher
than the system
settings ?
c) Is the pump OK?
d) How is the mo-
tor piped ?
a) Is the load close
to the limits of the
system ?
b) Is the ow
going to the
motor sufcient ?
c) Is the anti-
cavitation valve
closed ?
a) Is the speed
lower than
desired ?
a) Is the motor
loosing speed
erratically ?
4.3. TROUBLESHOOTING TABLE FOR VANE MOTORS - M5* SERIES
Troubleshooting charts for vane motors
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps and Motors
57
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
5. Unusual noise
level
6. Unusual heat
level
7. Shaft end
leakage
a-1) Check if there is no air intake that could aerate the uid.
a-2) Check if the motor is not cavitating. It could be that the inertia of
the load is such that it drives the motor faster than the ow coming
from the pump.
a-3) Check if the uid is suitable for the use.
a-4) Check if the air bleed-off has been done properly.
b-1) Check the back pressure to see if the replenishment
pressure is not too low, leading to cavitation of the motor.
a-1) Check if a cooler is required or, if there is one, if it is well dimensioned.
a-2) If there is a cooler, check if it is working (example for water
cooler : is the water ow open or sufcient ?).
a-3) Check if the hydraulic circuit is not bringing back the flow
directly to the inlet port. Doing so, it would create a small closed
circuit not able to cool down the uid.
a-4) Check the quality of the uid.
a-5) Check the velocity of the uid (6 m/s max.).
a-6) Check the ltration unit, its capacity.
a-7) Check if the heat does not come from an open bypass valve.
b-1) Check the speed of rotation versus the catalogue values.
b-2) Check the pressure rating.
b-3) Check the uid type.
b-4) Check the viscosity.
a-1) Check that the shaft bearing is not damaged (dark grease
leaking out of the ball bearing).
a-2) Check that the drain line is not too much pressurized, wich
could have destroyed the shaft seal inside the motor (uid leaking
outside the shaft bearing race).
a-3) Check that the environment, the uid temperature and viscosity
are appropriate (melted grease due to too high temperature or oil
leakage due to a burned shaft seal).
a-4) Check if there is no high overshoot at start-up that would create
a high instant internal leakage.
a-5) Check, when using a quick coupling connector for the drain
line, that it is correctly locked.
a-6) Check the alignment of the shafts.
b-1) Check that the shaft bearing is not damaged (dark grease
leaking out of the ball bearing).
b-2) Check that the drain line is not too much pressurized, which
could have destroyed the shaft seal inside the motor (uid leaking
outside the shaft bearing journal).
b-3) Check that the environment, the uid temperature and viscosity
are appropriate (melted grease due to too high temperature or oil
leakage due to a burned shaft seal).
a) When the
motor is running ?
b) When the
motor is braking ?
a) Is the fluid
arriving to the
motor already hot ?
b) Is the uid
heating up when
going through the
motor ?
a) Is it leaking
when pressurized ?
b) Is it leaking
when standing still ?
Troubleshooting charts for vane motors
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps & Motors
58
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
Notes
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps and Motors
59
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
Notes
Catalogue HY29-0022/UK Vane Troubleshooting Guide
General Information Denison Vane Pumps & Motors
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
FAILURE OR IMPROPER SELECTION OR IMPROPER USE OF THE PRODUCTS DESCRIBED HEREIN OR RELATED
ITEMS CAN CAUSE DEATH, PERSONAL INJURY AND PROPERTY DAMAGE.
This document and other information from Parker-Hannin Corporation, its subsidiaries and authorized distributors provide
product or system options for further investigation by users having technical expertise.
The user, through its own analysis and testing, is solely responsible for making the nal selection of the system and compo-
nents and assuring that all performance, endurance, maintenance, safety and warning requirements of the application are
met. The user must analyze all aspects of the application, follow applicable industry standards, and follow the information
concerning the product in the current product catalog and in any other materials provided from Parker or its subsidiaries
or authorized distributors.
To the extent that Parker or its subsidiaries or authorized distributors provide component or system options based upon data
or specications provided by the user, the user is responsible for determining that such data and specications are suitable
and sufcient for all applications and reasonably foreseeable uses of the components or systems.
Offer of Sale
Please contact your Parker representation for a detailed Offer of Sale.
WARNING USER RESPONSIBILITY
!
Component
analysis table
Component analysis table
Pages
Bush
Bearing
Cam
ring
Pins Rotor Screw Seal Shaft
Port
plate
Spring Vane
P
u
m
p
13 x
14 x
15 x
16 x x x x
17 x x x
18 x x
19 x
20 x x
21 x
22 x x
23 x x
24 x x x
25 x
26 x
27 x x x x
28 x x
29
30 x x
31 x x x x x
32 x x
33 x
34 x x x
35 x x
36 x
37 x x x
38 x x
39 x x
M
o
t
o
r
43 x x x
44 x x
45 x x
46 x x
47 x x x
6. COMPONENT ANALYSIS TABLE
Catalogue HY29-0022/UK Vane Troubleshooting Guide
Denison Vane Pumps & Motors
Parker Hannin Manufacturing SAS
VPDE, Denison Vane Pumps & Motors
Vierzon - France
E
d
.
2
0
1
1
-
1
2
-
0
9
Parker Hannin Limited
Tachbrook Park Drive
Tachbrook Park,
Warwick, CV34 6TU
United Kingdom
Tel.: +44 (0) 1926 317 878
Fax: +44 (0) 1926 317 855
parker.uk@parker.com
www.parker.com
Europe, Middle East, Africa
AE United Arab Emirates,
Dubai
Tel: +971 4 8127100
parker.me@parker.com
AT Austria, Wiener Neustadt
Tel: +43 (0)2622 23501-0
parker.austria@parker.com
AT Eastern Europe, Wiener
Neustadt
Tel: +43 (0)2622 23501 900
parker.easteurope@parker.com
AZ Azerbaijan, Baku
Tel: +994 12 47 73 799
parker.azerbaijan@parker.com
BE/LU Belgium, Nivelles
Tel: +32 (0)67 280 900
parker.belgium@parker.com
BY Belarus, Minsk
Tel: +375 17 209 9399
parker.belarus@parker.com
CH Switzerland, Etoy
Tel: +41 (0)21 821 87 00
parker.switzerland@parker.com
CZ Czech Republic, Klecany
Tel: +420 284 083 111
parker.czechrepublic@parker.com
DE Germany, Kaarst
Tel: +49 (0)2131 4016 0
parker.germany@parker.com
DK Denmark, Ballerup
Tel: +45 43 56 04 00
parker.denmark@parker.com
ES Spain, Madrid
Tel: +34 902 330 001
parker.spain@parker.com
FI Finland, Vantaa
Tel: +358 (0)20 753 2500
parker.fnland@parker.com
FR France, Contamine s/Arve
Tel: +33 (0)4 50 25 80 25
parker.france@parker.com
GR Greece, Athens
Tel: +30 210 933 6450
parker.greece@parker.com
HU Hungary, Budapest
Tel: +36 1 220 4155
parker.hungary@parker.com
IE Ireland, Dublin
Tel: +353 (0)1 466 6370
parker.ireland@parker.com
IT Italy, Corsico (MI)
Tel: +39 02 45 19 21
parker.italy@parker.com
KZ Kazakhstan, Almaty
Tel: +7 7272 505 800
parker.easteurope@parker.com
NL The Netherlands, Oldenzaal
Tel: +31 (0)541 585 000
parker.nl@parker.com
NO Norway, Asker
Tel: +47 66 75 34 00
parker.norway@parker.com
PL Poland, Warsaw
Tel: +48 (0)22 573 24 00
parker.poland@parker.com
PT Portugal, Leca da Palmeira
Tel: +351 22 999 7360
parker.portugal@parker.com
RO Romania, Bucharest
Tel: +40 21 252 1382
parker.romania@parker.com
RU Russia, Moscow
Tel: +7 495 645-2156
parker.russia@parker.com
SE Sweden, Spnga
Tel: +46 (0)8 59 79 50 00
parker.sweden@parker.com
SK Slovakia, Bansk Bystrica
Tel: +421 484 162 252
parker.slovakia@parker.com
SL Slovenia, Novo Mesto
Tel: +386 7 337 6650
parker.slovenia@parker.com
TR Turkey, Istanbul
Tel: +90 216 4997081
parker.turkey@parker.com
UA Ukraine, Kiev
Tel +380 44 494 2731
parker.ukraine@parker.com
UK United Kingdom, Warwick
Tel: +44 (0)1926 317 878
parker.uk@parker.com
ZA South Africa, Kempton Park
Tel: +27 (0)11 961 0700
parker.southafrica@parker.com
North America
CA Canada, Milton, Ontario
Tel: +1 905 693 3000
US USA, Cleveland
(industrial)
Tel: +1 216 896 3000
US USA, Elk Grove Village
(mobile)
Tel: +1 847 258 6200
Asia Pacic
AU Australia, Castle Hill
Tel: +61 (0)2-9634 7777
CN China, Shanghai
Tel: +86 21 2899 5000
HK Hong Kong
Tel: +852 2428 8008
IN India, Mumbai
Tel: +91 22 6513 7081-85
JP Japan, Fujisawa
Tel: +81 (0)4 6635 3050
KR South Korea, Seoul
Tel: +82 2 559 0400
MY Malaysia, Shah Alam
Tel: +60 3 7849 0800
NZ New Zealand, Mt Wellington
Tel: +64 9 574 1744
SG Singapore
Tel: +65 6887 6300
TH Thailand, Bangkok
Tel: +662 717 8140
TW Taiwan, Taipei
Tel: +886 2 2298 8987
South America
AR Argentina, Buenos Aires
Tel: +54 3327 44 4129
BR Brazil, Cachoeirinha RS
Tel: +55 51 3470 9144
CL Chile, Santiago
Tel: +56 2 623 1216
MX Mexico, Apodaca
Tel: +52 81 8156 6000
Your local authorized Parker distributor
Parker Worldwide
European Product Information Centre
Free phone: 00 800 27 27 5374
(from AT, BE, CH, CZ, DE, DK, EE, ES, FI,
FR, IE, IL, IS, IT, LU, MT, NL, NO, PL, PT,
RU, SE, SK, UK, ZA)
Catalogue HY29-0022/UK, 2M, 01/2012, IRO 2012 Parker Hannifn Corporation. All rights reserved.
You might also like
- The Hydraulic Trainer Volume 1 (Basic Principles & Components of Fluid Technology)Document327 pagesThe Hydraulic Trainer Volume 1 (Basic Principles & Components of Fluid Technology)Guido Dorigoni100% (34)
- Da Vinci SP Instruments Reprocessing Instructions (553905-01) PDFDocument68 pagesDa Vinci SP Instruments Reprocessing Instructions (553905-01) PDFJuan Ramirez100% (3)
- Hydraulic Schematic ReadingDocument18 pagesHydraulic Schematic ReadingArup Das96% (24)
- Manual Operation Frigel MachinesDocument51 pagesManual Operation Frigel MachinesNguyễn Hữu Hiệu100% (1)
- Industrial Hydraulics ManualDocument337 pagesIndustrial Hydraulics Manualbabin t100% (12)
- The Hydraulic Trainer Volume 2 (Proportional & Servo Valve Technology)Document289 pagesThe Hydraulic Trainer Volume 2 (Proportional & Servo Valve Technology)Felipe Doria Ribeiro100% (16)
- Improvised Plastic ExplosivesDocument49 pagesImprovised Plastic ExplosivesJon Segars100% (14)
- Design Report, 40-60 - 3B+G+ 18Document13 pagesDesign Report, 40-60 - 3B+G+ 18fitsum tesfaye80% (5)
- DS4 Hydraulic Training System - RexrothDocument158 pagesDS4 Hydraulic Training System - RexrothJenny Cecilia Ureña Zuri100% (8)
- 580 Hc107r O&mmanengDocument193 pages580 Hc107r O&mmanengMario Garcia67% (6)
- BS 6093: 1993 - Design of Joints and Jointing in Building ConstructionDocument49 pagesBS 6093: 1993 - Design of Joints and Jointing in Building Constructionsathiyan83% (6)
- Industrial hydraulics-MANUAL PDFDocument337 pagesIndustrial hydraulics-MANUAL PDFcastro216088% (16)
- Hydraulic Failure AnalysisDocument93 pagesHydraulic Failure AnalysisJoseph Jose88% (8)
- Hydraulic Training Wirgent DocumentDocument79 pagesHydraulic Training Wirgent DocumentNguyen Ngoc100% (20)
- Hyd Problem SolvingDocument0 pagesHyd Problem SolvingKhin Aung Shwe100% (1)
- Salt Spray Is Manual Iss PDocument94 pagesSalt Spray Is Manual Iss PJorge RodriguezNo ratings yet
- Cleaning, Washing and Rinsing of Turboshaft Engines: Comparison of Turbomeca ProceduresDocument69 pagesCleaning, Washing and Rinsing of Turboshaft Engines: Comparison of Turbomeca Procedures唐波No ratings yet
- BOOST UsersGuideDocument288 pagesBOOST UsersGuidetuan anhNo ratings yet
- Ariel Start-Up Check List (Er-10.4.0)Document6 pagesAriel Start-Up Check List (Er-10.4.0)Jose RattiaNo ratings yet
- Agro HousingDocument6 pagesAgro Housingyhuanista0750% (2)
- Hydraulic TroubleshootingDocument42 pagesHydraulic TroubleshootingJacques Van Niekerk100% (10)
- Basic Training HydralicDocument56 pagesBasic Training HydralicAneliese Enache100% (10)
- Hydraulics TrainingDocument115 pagesHydraulics TrainingAnwar Ali Khan100% (10)
- Basis Hydraulics Hand BookDocument184 pagesBasis Hydraulics Hand Booksharma.hansraj100% (16)
- Hydraulic SystemDocument82 pagesHydraulic SystemOnyx_nwa100% (21)
- Mobile Hydraulic TrainingDocument16 pagesMobile Hydraulic TrainingMuhammad Imran Aftab100% (3)
- Hydraulic TrainingDocument32 pagesHydraulic TrainingbadralislamNo ratings yet
- HydraulicsDocument107 pagesHydraulicsramnath008100% (1)
- Training Hydraulic Circuits PDFDocument5 pagesTraining Hydraulic Circuits PDFRICHARD100% (2)
- Fluid Power CircuitsDocument176 pagesFluid Power CircuitsMike Fredskilde97% (30)
- Hydraulic Fan Student Booklet EngDocument16 pagesHydraulic Fan Student Booklet Engali67% (3)
- 1.3 Basic Hydraulic Symbols and Major ComponentsDocument31 pages1.3 Basic Hydraulic Symbols and Major ComponentsMahmoud Mohamed100% (2)
- IHT Manual08031003Document135 pagesIHT Manual08031003Geta100% (1)
- Hydraulic SpecalistDocument195 pagesHydraulic SpecalistLogan Cabori100% (25)
- TCL025 Hydraulic FundamentalsDocument122 pagesTCL025 Hydraulic FundamentalsDonats100% (1)
- Mobile Working Hydraulic System DynamicsDocument107 pagesMobile Working Hydraulic System Dynamicsbr1404100% (2)
- FESTO Hydraulics CourseDocument236 pagesFESTO Hydraulics Coursemadmax2222100% (17)
- Hydraulic Pumps IIDocument61 pagesHydraulic Pumps IIloveincyber3100% (3)
- Hydraulics TrainingDocument47 pagesHydraulics Trainingmdhyderali100% (5)
- Hydraulics SymbolsDocument25 pagesHydraulics SymbolsFrancisco Gonzalez100% (9)
- Hydraulic Cylinder TroubleshootingDocument8 pagesHydraulic Cylinder Troubleshootingcristi_ama100% (1)
- Mobile Hydraulic Part2Document35 pagesMobile Hydraulic Part2back1949100% (5)
- Hydraulic Vane Pump Troubleshooting PDFDocument62 pagesHydraulic Vane Pump Troubleshooting PDFtyler chaseNo ratings yet
- Basic Principles of Pneumatics and Electropneumatics Textbook 573030Document24 pagesBasic Principles of Pneumatics and Electropneumatics Textbook 573030Htoon Zaw LinnNo ratings yet
- CatalogueTroubleshooting HY29 0022 UKDocument62 pagesCatalogueTroubleshooting HY29 0022 UKStroia Constantin MariusNo ratings yet
- 2021 Stumpjumper Alloy User Manual EnglishDocument29 pages2021 Stumpjumper Alloy User Manual EnglishMauricio Pablo Leonar GonzalezNo ratings yet
- Hidraulika FESTO 2019 PDFDocument232 pagesHidraulika FESTO 2019 PDFKresimir Coric100% (1)
- Car Ed2011 enDocument37 pagesCar Ed2011 enเปี๊ยก คนเดิมNo ratings yet
- 036-00196-003 (CC3x5 - Ing) - RV02 - OUT2019 - OTM PDFDocument23 pages036-00196-003 (CC3x5 - Ing) - RV02 - OUT2019 - OTM PDFMuhamedomar Jojo JojoNo ratings yet
- LTPF Chapter 3 Rail Development PlanDocument151 pagesLTPF Chapter 3 Rail Development PlanSina ParastehNo ratings yet
- Practice ExamDocument12 pagesPractice ExamTrevor DolbyNo ratings yet
- CL10 PLUS - User Manual Vers 0 2 EngDocument75 pagesCL10 PLUS - User Manual Vers 0 2 EngMantementoligal LigalNo ratings yet
- Preventive Maintenance Checklist: Biomedical. EngDocument150 pagesPreventive Maintenance Checklist: Biomedical. EngJuli Agustono100% (1)
- ServiceManual - FB10-20-30 SM01 - 80-000007 - V01.01 - RIS - 2013-12-20Document72 pagesServiceManual - FB10-20-30 SM01 - 80-000007 - V01.01 - RIS - 2013-12-20XaviAlonsoNo ratings yet
- TOTAL Fire Fighting Guidelines For Liquid HC DepotsDocument95 pagesTOTAL Fire Fighting Guidelines For Liquid HC DepotswastedsunsetsNo ratings yet
- EcodialAdvanceCalculation HelpDocument53 pagesEcodialAdvanceCalculation HelpcauvongkhongmauNo ratings yet
- Hydraulics Basic LevelDocument14 pagesHydraulics Basic LevelIndhusekaran NatarajanNo ratings yet
- BOOST ExamplesDocument143 pagesBOOST Examplestuan anhNo ratings yet
- Forklift Truck Daily Inspection ChecklistDocument3 pagesForklift Truck Daily Inspection ChecklisttmamputsiNo ratings yet
- EcodialAdvanceCalculation HelpDocument51 pagesEcodialAdvanceCalculation HelpChumporn Saraphatmarkying100% (1)
- Upload 2005Document99 pagesUpload 2005praveenkmr087No ratings yet
- Xweb Evo V 5 3 0 Opr enDocument112 pagesXweb Evo V 5 3 0 Opr enHoàngViệtAnhNo ratings yet
- Flux 2331-Zx MsdsDocument8 pagesFlux 2331-Zx Msdsibnu Groho Herry sampurnoNo ratings yet
- Rhodafac H66Document15 pagesRhodafac H66m daneshpourNo ratings yet
- Ecology SL AssignmentDocument12 pagesEcology SL AssignmentYuvraj GuptaNo ratings yet
- John Armstrong & Donna-Claire Hunter: "Research Requirements For Atlantic Salmon, Sea Trout and European Eel in Context of Offshore Renewables"Document41 pagesJohn Armstrong & Donna-Claire Hunter: "Research Requirements For Atlantic Salmon, Sea Trout and European Eel in Context of Offshore Renewables"Integrated Aquatic Resources Management Between Ireland, Northern Ireland & ScotlandNo ratings yet
- BME-Module 2Document23 pagesBME-Module 2Ajith KumarNo ratings yet
- Public Water Service, Sanitation, Public-Private Partnership, Performance Evaluation, ConstantineDocument29 pagesPublic Water Service, Sanitation, Public-Private Partnership, Performance Evaluation, ConstantineTaharBrakniaNo ratings yet
- Hydraulics MicroprojectDocument17 pagesHydraulics MicroprojectAkash ChourasiaNo ratings yet
- CH 12 River Training and Bank Protection PDFDocument15 pagesCH 12 River Training and Bank Protection PDFKreen132100% (1)
- Microplasma OzonatorDocument16 pagesMicroplasma Ozonatoranurag jhaNo ratings yet
- Ashiq. KM 3264Document21 pagesAshiq. KM 3264Ashiq K.MNo ratings yet
- Flood Damage Reduction Segment - System Inspection ReportDocument33 pagesFlood Damage Reduction Segment - System Inspection ReportGalih Habsoro SundoroNo ratings yet
- Chapter 1: Project BackgoundDocument31 pagesChapter 1: Project BackgoundIvan Radzll Mendoza Montealegre100% (1)
- TMH Method B19 - The Determination of The Sand Equivalent of Aggregates.Document4 pagesTMH Method B19 - The Determination of The Sand Equivalent of Aggregates.GUO LEINo ratings yet
- (PAPER) V.R. Kulkarni (2009) Exposure Classes For Designing Durable ConcreteDocument17 pages(PAPER) V.R. Kulkarni (2009) Exposure Classes For Designing Durable ConcreteO SNo ratings yet
- Types of Precipitation - G5 - WSDocument5 pagesTypes of Precipitation - G5 - WSkeerthifloraNo ratings yet
- Description: CharacteristicsDocument4 pagesDescription: CharacteristicsGioconda NuñezNo ratings yet
- On The Nose - Garbage Room Odour Management - P2Document1 pageOn The Nose - Garbage Room Odour Management - P2AriNo ratings yet
- Nuclear Power PlantDocument4 pagesNuclear Power PlantMia FernandezNo ratings yet
- Vera - Et - Al 2013 WWTP AnalysisDocument11 pagesVera - Et - Al 2013 WWTP AnalysisRocio Veronica Gutierrez RosalesNo ratings yet
- Thiem EqDocument6 pagesThiem EqKhalil AhmedNo ratings yet
- ICSE Prelims Geography X ClassDocument4 pagesICSE Prelims Geography X ClassSagar SinghalNo ratings yet
- All Mep SuppliersDocument70 pagesAll Mep SuppliersAhmed Aboelgood0% (1)
- CDP Vasaivirar18Document194 pagesCDP Vasaivirar18Aditya ManeNo ratings yet
- Sikaproof® Primer-01: Safety Data SheetDocument16 pagesSikaproof® Primer-01: Safety Data SheetHo Sy ToanNo ratings yet
- M/s.IIC Technologies Pvt. LTD., HyderabadDocument2 pagesM/s.IIC Technologies Pvt. LTD., HyderabadpiplmcaddaroadNo ratings yet