Is 1771 1986
Is 1771 1986
Download as pdf or txt
You might also like
- Astm B545Document8 pagesAstm B545MarcoAntonio100% (1)
- 737Document20 pages737Kaushik SenguptaNo ratings yet
- PSC Design (Eurocode) - MIDASDocument63 pagesPSC Design (Eurocode) - MIDASNabeel AhmadNo ratings yet
- Is.1573.1986 ED Coating StandardDocument24 pagesIs.1573.1986 ED Coating StandardUlhas Kavathekar100% (1)
- Disclosure To Promote The Right To InformationDocument16 pagesDisclosure To Promote The Right To InformationCristian WalkerNo ratings yet
- Indian Standard: Specification For Electroplated Coatings of Zinc On Iron and SteelDocument21 pagesIndian Standard: Specification For Electroplated Coatings of Zinc On Iron and Steel8085roNo ratings yet
- Is 1573 - Zinc Plating On Iron & Steel PDFDocument21 pagesIs 1573 - Zinc Plating On Iron & Steel PDFSandeep MatetiNo ratings yet
- Is 1572Document17 pagesIs 1572Sheetal JindalNo ratings yet
- wordsheet of electroplatingDocument57 pageswordsheet of electroplatinglokeshjindher9991No ratings yet
- Is 2067Document11 pagesIs 2067Krishna ChandavarNo ratings yet
- Is 1477 1 1971Document26 pagesIs 1477 1 1971raisingh085No ratings yet
- Disclosure To Promote The Right To InformationDocument13 pagesDisclosure To Promote The Right To InformationDHANASEKAR061289No ratings yet
- Disclosure To Promote The Right To InformationDocument18 pagesDisclosure To Promote The Right To Informationsuresh kumarNo ratings yet
- Is 5528 1985Document21 pagesIs 5528 1985vrkbkdnhcwjqlvjhxqNo ratings yet
- Disclosure To Promote The Right To InformationDocument14 pagesDisclosure To Promote The Right To InformationSantosh KumarNo ratings yet
- Is 2751 1979 PDFDocument41 pagesIs 2751 1979 PDFjaianit89No ratings yet
- Disclosure To Promote The Right To InformationDocument45 pagesDisclosure To Promote The Right To InformationBánh Cuốn Tôm ThịtNo ratings yet
- Is 1477 2 1971Document35 pagesIs 1477 2 1971Pukhraj Daga100% (1)
- Disclosure To Promote The Right To InformationDocument21 pagesDisclosure To Promote The Right To InformationgovimanoNo ratings yet
- Sp6 - 7 Stral Hand BookDocument121 pagesSp6 - 7 Stral Hand BookproxywarNo ratings yet
- Is-4826 Hot Dipped Galvanized CoatingsDocument11 pagesIs-4826 Hot Dipped Galvanized Coatingspankajnbi100% (1)
- Is-2121-I-1981Document19 pagesIs-2121-I-1981Rohan MudshingikarNo ratings yet
- Conduit SpecificationDocument22 pagesConduit Specificationamijetomar08No ratings yet
- Is 3618 1966 PDFDocument19 pagesIs 3618 1966 PDFLakhwant Singh KhalsaNo ratings yet
- Disclosure To Promote The Right To InformationDocument26 pagesDisclosure To Promote The Right To InformationgovimanoNo ratings yet
- Camera Readypaper 036Document7 pagesCamera Readypaper 036Aufa Atha Ariq AoraqiNo ratings yet
- Disclosure To Promote The Right To InformationDocument12 pagesDisclosure To Promote The Right To InformationGanesh EshwarNo ratings yet
- Is 10221Document31 pagesIs 10221Vinoth P50% (2)
- Is 1868 (1996) Anodic Coatings On Aluminium and Its AlloysDocument12 pagesIs 1868 (1996) Anodic Coatings On Aluminium and Its Alloyspavan_joshi_5No ratings yet
- Is 9839Document10 pagesIs 9839JyothishNo ratings yet
- Disclosure To Promote The Right To InformationDocument43 pagesDisclosure To Promote The Right To InformationgovimanoNo ratings yet
- Disclosure To Promote The Right To InformationDocument22 pagesDisclosure To Promote The Right To InformationVIKRANTNo ratings yet
- 733 AluminiumDocument17 pages733 Aluminiumdhoops1988No ratings yet
- Is Codes For Electrical WiringDocument79 pagesIs Codes For Electrical WiringMandip Pokharel100% (9)
- Is 4692 1977Document16 pagesIs 4692 1977Narasimha DvlNo ratings yet
- Disclosure To Promote The Right To InformationDocument10 pagesDisclosure To Promote The Right To InformationvivekghadiNo ratings yet
- Is 8081 Specification For Slotted SectionsDocument16 pagesIs 8081 Specification For Slotted Sectionsbantyrock9671No ratings yet
- 2633 PDFDocument13 pages2633 PDFAnamika Rai AroraNo ratings yet
- Disclosure To Promote The Right To InformationDocument14 pagesDisclosure To Promote The Right To InformationgovimanoNo ratings yet
- Is 432 2 1982 PDFDocument14 pagesIs 432 2 1982 PDFAnil Daniel HansNo ratings yet
- 2633 - 1986 - R2006 - Method of Testing Uniformity of Coating On Zinc Coated Articles PDFDocument12 pages2633 - 1986 - R2006 - Method of Testing Uniformity of Coating On Zinc Coated Articles PDFManoj Kumar BarikNo ratings yet
- D and H NewDocument37 pagesD and H NewBharat AhirNo ratings yet
- Reaffirmed 1999Document22 pagesReaffirmed 1999Mehta & Associates PMC NRDANo ratings yet
- Is 9595Document59 pagesIs 9595dwimukh360No ratings yet
- Is 7931Document25 pagesIs 7931girish19No ratings yet
- Is PDFDocument16 pagesIs PDFAtulNo ratings yet
- Weld Op IDocument110 pagesWeld Op IAndres_Pastor1987No ratings yet
- Project Profile: Welding ElectrodesDocument6 pagesProject Profile: Welding ElectrodesAskan NarinNo ratings yet
- 4853Document17 pages4853Anonymous uXdS9Y7No ratings yet
- Disclosure To Promote The Right To InformationDocument12 pagesDisclosure To Promote The Right To InformationskgbondNo ratings yet
- Disclosure To Promote The Right To InformationDocument8 pagesDisclosure To Promote The Right To InformationviralisursNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Metallurgy Unlocked Mastering Metallurgical Diploma Questions and AnswersFrom EverandMetallurgy Unlocked Mastering Metallurgical Diploma Questions and AnswersNo ratings yet
- Compendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)From EverandCompendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)No ratings yet
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingFrom EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingNo ratings yet
- Fundamental Elements of Applied Superconductivity in Electrical EngineeringFrom EverandFundamental Elements of Applied Superconductivity in Electrical EngineeringNo ratings yet
- Neurobionics: The Biomedical Engineering of Neural ProsthesesFrom EverandNeurobionics: The Biomedical Engineering of Neural ProsthesesRobert K. ShepherdNo ratings yet
- Packaged Water Everywhere: Not All Brands Fit To DrinkDocument10 pagesPackaged Water Everywhere: Not All Brands Fit To DrinkSantosh KumarNo ratings yet
- Humidity MIL-STD-810E 507.3 PDFDocument17 pagesHumidity MIL-STD-810E 507.3 PDFSantosh KumarNo ratings yet
- Uncertainty Estimation For SDAR-OES Internal Standard MethodDocument7 pagesUncertainty Estimation For SDAR-OES Internal Standard MethodSantosh KumarNo ratings yet
- Iso-648 Laboratory Glassware - Single-Volume PipettesDocument18 pagesIso-648 Laboratory Glassware - Single-Volume PipettesDawn HaneyNo ratings yet
- IA-05Vector Product of Two Vectors (28-30)Document1 pageIA-05Vector Product of Two Vectors (28-30)Santosh KumarNo ratings yet
- Disclosure To Promote The Right To InformationDocument6 pagesDisclosure To Promote The Right To InformationSantosh KumarNo ratings yet
- Amh43 209-152Document4 pagesAmh43 209-152Santosh KumarNo ratings yet
- 10Document94 pages10Santosh KumarNo ratings yet
- Is 2266 2002Document24 pagesIs 2266 2002Santosh KumarNo ratings yet
- IA 03addition of Vectors (15 22)Document5 pagesIA 03addition of Vectors (15 22)Santosh KumarNo ratings yet
- Is 10810 5 1984Document6 pagesIs 10810 5 1984Santosh Kumar0% (1)
- Is 10810 4 1984Document7 pagesIs 10810 4 1984Santosh KumarNo ratings yet
- Disclosure To Promote The Right To InformationDocument8 pagesDisclosure To Promote The Right To InformationSantosh KumarNo ratings yet
- Disclosure To Promote The Right To InformationDocument5 pagesDisclosure To Promote The Right To InformationSantosh KumarNo ratings yet
- Disclosure To Promote The Right To InformationDocument7 pagesDisclosure To Promote The Right To InformationSantosh KumarNo ratings yet
- Disclosure To Promote The Right To InformationDocument8 pagesDisclosure To Promote The Right To InformationSantosh KumarNo ratings yet
- A New Generation of General Purpose Bandsaw Blades From Bahco MilfordDocument4 pagesA New Generation of General Purpose Bandsaw Blades From Bahco MilfordSantosh KumarNo ratings yet
- Disclosure To Promote The Right To InformationDocument9 pagesDisclosure To Promote The Right To InformationSantosh KumarNo ratings yet
- Unit 4 LP - Nandhakumar ADocument17 pagesUnit 4 LP - Nandhakumar AnandhakumarmeNo ratings yet
- Strength Lab No. 6-Creep TestDocument9 pagesStrength Lab No. 6-Creep Testjohn rozz bbNo ratings yet
- Intermolecular ForcesDocument9 pagesIntermolecular ForcesVarshaPrajapatiNo ratings yet
- Chapter 5: Steel: FEMA 356Document10 pagesChapter 5: Steel: FEMA 356mrea130No ratings yet
- Heat & Mass Transfer UNIT-1 Question BankDocument4 pagesHeat & Mass Transfer UNIT-1 Question Banksaraa009No ratings yet
- High Carbon Hot-Rolled Steel Sheet With Excellent Formability "SUPERHOT - F"Document3 pagesHigh Carbon Hot-Rolled Steel Sheet With Excellent Formability "SUPERHOT - F"dhafi keceNo ratings yet
- Etd Question-2Document2 pagesEtd Question-2karthiyuvenNo ratings yet
- Plaxis 2D v9.0 - 4 Material ModelsDocument166 pagesPlaxis 2D v9.0 - 4 Material ModelsMarcu GabrielNo ratings yet
- An Overview of Spin Field Effect Transistor (Spin-FET) and Logic Device Using Spin-FETDocument4 pagesAn Overview of Spin Field Effect Transistor (Spin-FET) and Logic Device Using Spin-FETMhappyCuNo ratings yet
- Effect of Aggregates - BM - STP1147Document355 pagesEffect of Aggregates - BM - STP1147Sri RamyaNo ratings yet
- Unit2 TEM SEMLesson 19Document6 pagesUnit2 TEM SEMLesson 19S SenthilkumarNo ratings yet
- Time Mark - 410D 40J - 410D 80J - Auto Charged Capacitor Trip DeviceDocument6 pagesTime Mark - 410D 40J - 410D 80J - Auto Charged Capacitor Trip DeviceSameeullah SheikhNo ratings yet
- About Forged Steel RollsDocument20 pagesAbout Forged Steel RollsAftab MNo ratings yet
- Exercise 4.2ah - Quantum NumbersDocument2 pagesExercise 4.2ah - Quantum NumbersDan ShaNo ratings yet
- 3 Column Energy and Heat Vocab WorksheetDocument3 pages3 Column Energy and Heat Vocab WorksheetmceldowneaNo ratings yet
- Torch SealDocument2 pagesTorch Sealmk779900mkNo ratings yet
- Equipment BrochureDocument60 pagesEquipment BrochureAmar BeheraNo ratings yet
- Ansys ThermalDocument96 pagesAnsys ThermalPritish MohanNo ratings yet
- SOM Part 2Document71 pagesSOM Part 2Lee chanNo ratings yet
- Acero Astm A36 Similar A s275Document3 pagesAcero Astm A36 Similar A s275Rudy JaramilloNo ratings yet
- CVD NotesDocument5 pagesCVD NotesAyesha TariqNo ratings yet
- Material Datasheet Cuzn30Document2 pagesMaterial Datasheet Cuzn30alex94kgNo ratings yet
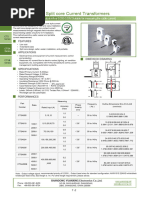
- CTSA Series Split Core Current Transformers(0)Document2 pagesCTSA Series Split Core Current Transformers(0)FONDJANo ratings yet
- Part II Thermal and Statistical PhysicsDocument149 pagesPart II Thermal and Statistical Physicsvlava89100% (1)
- Chapter 09 Covalent Bonding OrbitalsDocument96 pagesChapter 09 Covalent Bonding Orbitals一念倾尘No ratings yet
- HT 08 Head LampDocument26 pagesHT 08 Head LampViraj ShiroleNo ratings yet
- Unit1 PP CFT Mot Notes PDFDocument18 pagesUnit1 PP CFT Mot Notes PDFThota KeerthiNo ratings yet
- IPhO 2003 Experiment SolutionDocument16 pagesIPhO 2003 Experiment SolutionOscar dylan Roldán CastilloNo ratings yet
- Chp-4 - Adhesive - Bonding (28 Slides)Document28 pagesChp-4 - Adhesive - Bonding (28 Slides)Zain Zeark100% (1)