Flowsheeting Sheet (1) 21/2/2015: Ag-Catalyst
Flowsheeting Sheet (1) 21/2/2015: Ag-Catalyst
Download as pdf or txt
You might also like
- "Cryptography Essentials" Course Project: InstructionsDocument4 pages"Cryptography Essentials" Course Project: InstructionsYatender SinghNo ratings yet
- Production of N Octane From Ethylene and I ButaneDocument2 pagesProduction of N Octane From Ethylene and I ButaneRamyaNo ratings yet
- 0203 2 TocDocument7 pages0203 2 Tocعمر الاسمريNo ratings yet
- AIChEJournalVolume57issue32011doi10 1002 - Aic 12289WilliamL Luyben - Designandcontroloftheethylbenzeneprocess1 PDFDocument16 pagesAIChEJournalVolume57issue32011doi10 1002 - Aic 12289WilliamL Luyben - Designandcontroloftheethylbenzeneprocess1 PDFTobias De SomerNo ratings yet
- Project AramDocument13 pagesProject AramAram Nasih MuhammadNo ratings yet
- Pichia FermentationDocument11 pagesPichia FermentationmicromanpNo ratings yet
- Acetone BDocument9 pagesAcetone BIrdani IdrisNo ratings yet
- Soal Kiesio Chapter 16Document4 pagesSoal Kiesio Chapter 16helfiani putri100% (1)
- CA 2mark and 16 Mark With AnswerDocument112 pagesCA 2mark and 16 Mark With AnswerOmprakash DNo ratings yet
- PD TopicDocument6 pagesPD TopicAnonymous Flh0GZNo ratings yet
- Manufacturing Methods: 1. Methanol Carbonylation 2. Acetaldehyde Oxidation 3. Ethylene Oxidation 4. Anerobic FermentationDocument39 pagesManufacturing Methods: 1. Methanol Carbonylation 2. Acetaldehyde Oxidation 3. Ethylene Oxidation 4. Anerobic Fermentationkumari svgNo ratings yet
- Kinetic Modelling at The Basis of Process Simulation For Heterogeneous Catalytic Process DesignDocument31 pagesKinetic Modelling at The Basis of Process Simulation For Heterogeneous Catalytic Process DesignDanielle BarkerNo ratings yet
- Manufacture of StyreneDocument4 pagesManufacture of StyreneOayes MiddaNo ratings yet
- Research ProjectDocument30 pagesResearch ProjectYasser AshourNo ratings yet
- LECTURE - 6: Ethylene Derivatives: Ethylene Oxide and Ethanol Amines 6.1 Ethylene OxideDocument7 pagesLECTURE - 6: Ethylene Derivatives: Ethylene Oxide and Ethanol Amines 6.1 Ethylene Oxideمحمود محمدNo ratings yet
- Production of Phthalic Anhydride by Oxidation of Ortho-XyleneDocument10 pagesProduction of Phthalic Anhydride by Oxidation of Ortho-XyleneSolehah OmarNo ratings yet
- Acetaldehyde SsDocument26 pagesAcetaldehyde Sssangmesh shivpureNo ratings yet
- Chloromethanes: Anfred Ossberg Ilhelm Endle Erhard Fleiderer GelDocument28 pagesChloromethanes: Anfred Ossberg Ilhelm Endle Erhard Fleiderer Gelgeek0No ratings yet
- Acetaldehyde EconomicsDocument26 pagesAcetaldehyde EconomicsKudouNo ratings yet
- Toluene Toluene Toluene Hydrogen Chromium PlatinumDocument6 pagesToluene Toluene Toluene Hydrogen Chromium PlatinumBerry101No ratings yet
- Lecture 4Document8 pagesLecture 4AbbasNo ratings yet
- EnnnDocument9 pagesEnnnSajid AliNo ratings yet
- Ethyl Benzene 1978Document8 pagesEthyl Benzene 1978Annisa SetyantariNo ratings yet
- Final Project2Document135 pagesFinal Project2Mr NU KHANNo ratings yet
- 2.4 Manufacturing Process: Chlorination of MethaneDocument6 pages2.4 Manufacturing Process: Chlorination of MethaneAnonymous XSuXpopx0QNo ratings yet
- Manufacturing of MAN PDFDocument126 pagesManufacturing of MAN PDFChetal BholeNo ratings yet
- Acetone Reactor Design Complete ProjectDocument29 pagesAcetone Reactor Design Complete ProjectDeni Yudha PermanaNo ratings yet
- Acetylene How Products Are MadeDocument3 pagesAcetylene How Products Are MadeJoy MukherjeNo ratings yet
- Kinetics For Benzene#ethylene Reaction in Near-Critical RegionsDocument8 pagesKinetics For Benzene#ethylene Reaction in Near-Critical RegionsDulce GradillaNo ratings yet
- Ethylene Oxide ProductionDocument22 pagesEthylene Oxide Productionsaleem razaNo ratings yet
- Biodiesel Production Using Nanocatalyst 3Document48 pagesBiodiesel Production Using Nanocatalyst 3ali abdulrahman al-ezziNo ratings yet
- Materials: Polymeric Materials Reinforced With Multiwall Carbon Nanotubes: A Constitutive Material ModelDocument19 pagesMaterials: Polymeric Materials Reinforced With Multiwall Carbon Nanotubes: A Constitutive Material Modelfernandochinas2253No ratings yet
- Vinyl Chloride Production Powerpoint PDFDocument69 pagesVinyl Chloride Production Powerpoint PDFClash With KAINo ratings yet
- FYP ProposalDocument11 pagesFYP ProposalArslan SamNo ratings yet
- Historical ProfileDocument90 pagesHistorical Profilefaridzawi100% (1)
- Mtbe PDFDocument47 pagesMtbe PDFYayee LalainheavenNo ratings yet
- Raschig-Phenol Process EditedDocument5 pagesRaschig-Phenol Process EditedEJa ChiCks50% (2)
- Direct Dimethyl Ether Synthesis: Takashi Ogawa, Norio Inoue, Tutomu Shikada, Yotaro OhnoDocument9 pagesDirect Dimethyl Ether Synthesis: Takashi Ogawa, Norio Inoue, Tutomu Shikada, Yotaro OhnoM Alim Ur RahmanNo ratings yet
- Anisole SynthesisDocument6 pagesAnisole SynthesisManoj Tiwari0% (1)
- Physical Properties of Cumene Property ValueDocument4 pagesPhysical Properties of Cumene Property ValueC.Çağrı Yekeler50% (2)
- Optimal Design of Intensified Processes For DME SynthesisDocument30 pagesOptimal Design of Intensified Processes For DME SynthesisNorma JenarezNo ratings yet
- Mek 1 - 2 PDFDocument6 pagesMek 1 - 2 PDFVernadete De VillaNo ratings yet
- Ethanol BDocument8 pagesEthanol Barnold30No ratings yet
- A01 031Document17 pagesA01 031jaimeNo ratings yet
- Adipic AcidDocument4 pagesAdipic Acidbnar jNo ratings yet
- Aceton PlantDocument25 pagesAceton PlantMaryam AlqasimyNo ratings yet
- Bio9 Report Final ReportDocument282 pagesBio9 Report Final ReportmubaprNo ratings yet
- Modeling of Growth and Energy Metabolism of Pichia Pastoris Producing A Fusion ProteinDocument9 pagesModeling of Growth and Energy Metabolism of Pichia Pastoris Producing A Fusion ProteinHari MenonNo ratings yet
- 105 Final No Frame 2Document110 pages105 Final No Frame 2alipooliNo ratings yet
- Group 16 PRP Assignment 2Document23 pagesGroup 16 PRP Assignment 2iffatNo ratings yet
- Plant Uti Task 3Document17 pagesPlant Uti Task 3Ezzati AzizNo ratings yet
- PFD PDFDocument1 pagePFD PDFFajar AgumNo ratings yet
- Claus ProcessDocument8 pagesClaus ProcessAnkit KumarNo ratings yet
- No .Of Moles of Formaldehyde Produced No - of Molesof Methanol Converted No - of Moles Methanolconverted No .Of Moles of Methanolbeen FedDocument32 pagesNo .Of Moles of Formaldehyde Produced No - of Molesof Methanol Converted No - of Moles Methanolconverted No .Of Moles of Methanolbeen FedMuhamadYazidNo ratings yet
- Chlorination Process: (A) Common Features of ChlorinationDocument4 pagesChlorination Process: (A) Common Features of ChlorinationJin HernNo ratings yet
- Project: Design of A Reactor For The Aniline ProductionDocument19 pagesProject: Design of A Reactor For The Aniline ProductionLUIS ESTEBAN VÁSQUEZ CASTANEDANo ratings yet
- Production of Aniline by Hydrogenation of Nitrobenzene: Anusha Halageri Glen Pauls Ananya SrivastavaDocument4 pagesProduction of Aniline by Hydrogenation of Nitrobenzene: Anusha Halageri Glen Pauls Ananya Srivastavazainab zeb100% (1)
- Acetylene, the Principles of Its Generation and Use A Practical Handbook on the Production, Purification, and Subsequent Treatment of Acetylene for the Development of Light, Heat, and PowerFrom EverandAcetylene, the Principles of Its Generation and Use A Practical Handbook on the Production, Purification, and Subsequent Treatment of Acetylene for the Development of Light, Heat, and PowerNo ratings yet
- Process Description of Aniline ProductionDocument2 pagesProcess Description of Aniline ProductionAshiqur RahamanNo ratings yet
- Design (Ch.1 Problems)Document5 pagesDesign (Ch.1 Problems)John UnkNo ratings yet
- National Fertilizers Limited Nan Gal PunjabDocument3 pagesNational Fertilizers Limited Nan Gal PunjabNirmanyu JamwalNo ratings yet
- Process Flow Diagram For Ammonia SynthesisDocument6 pagesProcess Flow Diagram For Ammonia SynthesisHanan Ahmed Ibrahim100% (1)
- Procsses and Numerical ProblemsDocument80 pagesProcsses and Numerical Problemslipit83749No ratings yet
- Diffusivities of Gases (Perry's Handbook)Document2 pagesDiffusivities of Gases (Perry's Handbook)Ahmed Hamdy KhattabNo ratings yet
- Brain-Centered HazardsDocument5 pagesBrain-Centered HazardsAhmed Hamdy KhattabNo ratings yet
- Sheet 1Document2 pagesSheet 1Ahmed Hamdy KhattabNo ratings yet
- How Safe Is Your Brain Brain-Centred HazardsDocument7 pagesHow Safe Is Your Brain Brain-Centred HazardsAhmed Hamdy KhattabNo ratings yet
- Scientific PaperDocument14 pagesScientific PaperAhmed Hamdy KhattabNo ratings yet
- Sheet 2Document3 pagesSheet 2Ahmed Hamdy KhattabNo ratings yet
- Sheet 1Document2 pagesSheet 1Ahmed Hamdy KhattabNo ratings yet
- Balance 5Document12 pagesBalance 5Ahmed Hamdy KhattabNo ratings yet
- Mid - Term Organic 1-Nov.2013Document3 pagesMid - Term Organic 1-Nov.2013Ahmed Hamdy KhattabNo ratings yet
- Enviro Mid 2015Document1 pageEnviro Mid 2015Ahmed Hamdy KhattabNo ratings yet
- Helical-Coil Heat ExchangerDocument33 pagesHelical-Coil Heat ExchangerAhmed Hamdy KhattabNo ratings yet
- Engineering Metallurgy Homework # 2Document3 pagesEngineering Metallurgy Homework # 2Ahmed Hamdy KhattabNo ratings yet
- NCSS With GESS 7.1.20 All Versions Serial Number and Keygen For Ncss With Gess Free Download 633d0a67Document2 pagesNCSS With GESS 7.1.20 All Versions Serial Number and Keygen For Ncss With Gess Free Download 633d0a67Hector GonzalezNo ratings yet
- Evaluation of The Protein-Sparing Effects of Carbohydrates in The Diet of The Crayfish, Procambarus Clarkii Chuang WenDocument44 pagesEvaluation of The Protein-Sparing Effects of Carbohydrates in The Diet of The Crayfish, Procambarus Clarkii Chuang WendivopendahNo ratings yet
- Lecture 3.2 - Control AccountsDocument20 pagesLecture 3.2 - Control AccountsVivien NgNo ratings yet
- Sip Report AllDocument80 pagesSip Report AllSmarak0604100% (1)
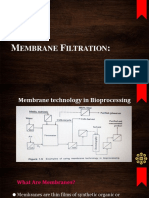
- Membrane Filtration TechniquesDocument53 pagesMembrane Filtration TechniquesSreejesh P C100% (1)
- Flipflops: Technical Seminar ReportDocument16 pagesFlipflops: Technical Seminar ReportrachitNo ratings yet
- Lab 7: Repetition Structure 1-While Loop A) Counter Controlled Example 1Document11 pagesLab 7: Repetition Structure 1-While Loop A) Counter Controlled Example 1Faris AhmadNo ratings yet
- 201 L 4 Gravimetric Analysis PDFDocument24 pages201 L 4 Gravimetric Analysis PDFKathleen Harris YbañezNo ratings yet
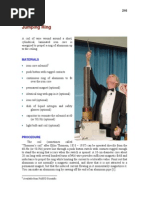
- Jumping Ring PDFDocument4 pagesJumping Ring PDFAliImranNo ratings yet
- Course Guide 2022 2023 Math in Modern World MMWDocument2 pagesCourse Guide 2022 2023 Math in Modern World MMWBilly Harris AragoNo ratings yet
- FYP Proposal Presentation FinalDocument14 pagesFYP Proposal Presentation FinalJawad QamarNo ratings yet
- AA HL - Questionbank - Calculus - EasyDocument74 pagesAA HL - Questionbank - Calculus - EasyruukiNo ratings yet
- Common Language Infrastructure (CLI)Document21 pagesCommon Language Infrastructure (CLI)ANKIT KUMARNo ratings yet
- Saes G 006Document4 pagesSaes G 006jinto joyNo ratings yet
- Assignment 4.1: Reading Lowe's SIFT Paper: Leo Dorst & Rein Van Den Boomgaard April 18, 2020Document5 pagesAssignment 4.1: Reading Lowe's SIFT Paper: Leo Dorst & Rein Van Den Boomgaard April 18, 2020Wessel van DamNo ratings yet
- Oriented Inter Growth AlkalineDocument12 pagesOriented Inter Growth AlkalinephilosophienNo ratings yet
- 6RA8093-4KS22-0AA0-Z G00+G11+G20+G63+L85+S01 Datasheet enDocument1 page6RA8093-4KS22-0AA0-Z G00+G11+G20+G63+L85+S01 Datasheet enNANDA KUMAR S NAIRNo ratings yet
- P. Module 2 Quiz B Study GuideDocument4 pagesP. Module 2 Quiz B Study GuideTato AkmadNo ratings yet
- Material Design Properties For Structural Steel S235, S275, S355, S420, S450, S460 According To EN1993-1-1 3.2.6Document2 pagesMaterial Design Properties For Structural Steel S235, S275, S355, S420, S450, S460 According To EN1993-1-1 3.2.6yusuf akkuşNo ratings yet
- Automatico Externo PDFDocument17 pagesAutomatico Externo PDFNicolas RomeroNo ratings yet
- DocumentationDocument3,516 pagesDocumentationJoseAvilesNo ratings yet
- Lesson Plan of Algebra Vii ClassDocument4 pagesLesson Plan of Algebra Vii ClassSiti Masruroh IINo ratings yet
- Training Material For CCWP - ACWPDocument25 pagesTraining Material For CCWP - ACWPToan NguyenNo ratings yet
- Running Board ReportDocument48 pagesRunning Board ReportAlmubeenNo ratings yet
- AaiihyDocument9 pagesAaiihyrain rainyNo ratings yet
- WS On Area of Parallelogram and TriangleDocument9 pagesWS On Area of Parallelogram and TriangleAnonymousNo ratings yet
- DeltaChill & DeltaChill FreeCool Chiller 110-1080kW SB UKDocument16 pagesDeltaChill & DeltaChill FreeCool Chiller 110-1080kW SB UKNay Myo OoNo ratings yet