Introduction To Geometric Dimensioning and Tolerancing
Introduction To Geometric Dimensioning and Tolerancing
Download as pdf or txt
You might also like
- Iso GD&TDocument157 pagesIso GD&Tpaco23No ratings yet
- Geometric Dimensioning & Tolerancing (GD&T)Document43 pagesGeometric Dimensioning & Tolerancing (GD&T)Victor Manuel Estrada0% (1)
- GDT ExamplesDocument17 pagesGDT ExamplesAjithNo ratings yet
- Question Bank On Freight Stock PDFDocument107 pagesQuestion Bank On Freight Stock PDFArijitNandi67% (3)
- Including Geometric Feature Variations in Tolerance Analysis of Mechanical AssembliesDocument32 pagesIncluding Geometric Feature Variations in Tolerance Analysis of Mechanical AssembliesnaveenNo ratings yet
- GD&T 1Document41 pagesGD&T 1Sai CharanNo ratings yet
- Fundamentals of GD&TDocument72 pagesFundamentals of GD&TmanojNo ratings yet
- Chapter 3-8-31-10 - Geometric TolerancingDocument49 pagesChapter 3-8-31-10 - Geometric TolerancingburakNo ratings yet
- Geometric Dimensioning and TolerancingDocument4 pagesGeometric Dimensioning and TolerancingAshokNo ratings yet
- Chapter 2 - METROLOGY-Main NotesDocument25 pagesChapter 2 - METROLOGY-Main NotesyamadaNo ratings yet
- Tolerance Stackup Course Module - ISquareDocument2 pagesTolerance Stackup Course Module - ISquareNishad PkNo ratings yet
- Fundamentals of Geometric Dimensioning and Tolerancing: W.RangsriDocument58 pagesFundamentals of Geometric Dimensioning and Tolerancing: W.RangsriSorryNOCINo ratings yet
- GDT Spring 2010tDocument278 pagesGDT Spring 2010tYanaki HristovNo ratings yet
- 3DCS Advanced Analyzer OptimizerDocument15 pages3DCS Advanced Analyzer OptimizerMarcelo Hayashi NeyNo ratings yet
- Microsoft PowerPoint - G D & T 17.11Document96 pagesMicrosoft PowerPoint - G D & T 17.11vijaykkhal100% (1)
- Notes On Geometric Dimensioning and TolerancingDocument68 pagesNotes On Geometric Dimensioning and TolerancingVinod KumarNo ratings yet
- GD&T QuestionsDocument3 pagesGD&T Questionsbkattimani0% (1)
- Tolerance Analysis of 2-D and 3-D AssembliesDocument30 pagesTolerance Analysis of 2-D and 3-D AssembliesKvs PhaniNo ratings yet
- GD&T TutorialDocument76 pagesGD&T TutorialAnish PaiNo ratings yet
- GDT TutorialDocument76 pagesGDT TutorialSivananthaa MurtheeNo ratings yet
- Geometrical Tolerancing (GD&T)Document12 pagesGeometrical Tolerancing (GD&T)Kishor kumar BhatiaNo ratings yet
- Lecture 8 - Position TolerancingDocument26 pagesLecture 8 - Position TolerancingEdgar IvanNo ratings yet
- Geometric Tolerance Class NotesDocument6 pagesGeometric Tolerance Class NotesEngineernadeemshahidNo ratings yet
- Controlling The Geometry of SlotsDocument35 pagesControlling The Geometry of SlotsAnonymous 7ZTcBnNo ratings yet
- GD&T 1Document69 pagesGD&T 1JayanthiANo ratings yet
- Geometric Attributes of Manufactured PartsDocument17 pagesGeometric Attributes of Manufactured PartsDeejay ShivNo ratings yet
- Roundness and CircularityDocument16 pagesRoundness and CircularityKiran MadhavanNo ratings yet
- 3d ToleranceDocument14 pages3d TolerancecblairNo ratings yet
- GDandT Seminar ChennaiDocument89 pagesGDandT Seminar Chennais ReddyNo ratings yet
- ASME Y1441powerpointDocument45 pagesASME Y1441powerpointAgus GerezNo ratings yet
- Tolerance of Position, Part 1Document30 pagesTolerance of Position, Part 1Orville SutariNo ratings yet
- GD T Application and Interpretation - (PDF Ebook Epub Kindle)Document5 pagesGD T Application and Interpretation - (PDF Ebook Epub Kindle)Ravindra ErabattiNo ratings yet
- GDT TutorialDocument76 pagesGDT TutorialSrk ChowdaryNo ratings yet
- GD&TDocument33 pagesGD&TRobertrajj.s75% (4)
- Orientation (GD&T)Document39 pagesOrientation (GD&T)Kishor kumar BhatiaNo ratings yet
- Floating Fasteners Applications & CalculationsDocument12 pagesFloating Fasteners Applications & Calculationsvasanth_paul8508No ratings yet
- Datum ShiftDocument11 pagesDatum ShiftHarshottam DhakadNo ratings yet
- Bonus Tolerance - Formula & ExamplesDocument2 pagesBonus Tolerance - Formula & ExamplesSelvaraj Balasundram100% (1)
- (A) "Basics of GD&T + Advanced GD&T" SyllabusDocument4 pages(A) "Basics of GD&T + Advanced GD&T" SyllabusSwapnil GujarathiNo ratings yet
- Flat Ness: Our Comprehensive List of GD&T SymbolsDocument29 pagesFlat Ness: Our Comprehensive List of GD&T SymbolsMidhilesh RavikindiNo ratings yet
- Lecture 5 - Form TolerancesDocument34 pagesLecture 5 - Form TolerancesSUNILNo ratings yet
- Concentricity & Coaxiality (GD&T)Document12 pagesConcentricity & Coaxiality (GD&T)Kishor kumar Bhatia88% (8)
- Krulikowski Chapter 03Document17 pagesKrulikowski Chapter 03Preet BadwalNo ratings yet
- GD&T Reference ChartDocument1 pageGD&T Reference ChartZdravko VidakovicNo ratings yet
- Roundness Measuring MachineDocument19 pagesRoundness Measuring MachineArif SanjidNo ratings yet
- Stack Up With GD&TDocument2 pagesStack Up With GD&TBadarinath KnNo ratings yet
- Calculating Bonus TollDocument4 pagesCalculating Bonus TollkarthiblackNo ratings yet
- Basic GD&T - Datums PDFDocument35 pagesBasic GD&T - Datums PDFtnchsgNo ratings yet
- GD T ExamplesDocument10 pagesGD T ExamplesJuan Posada GNo ratings yet
- F 5 Geo TolerancesDocument23 pagesF 5 Geo TolerancesRodrigo RomeroNo ratings yet
- Introduction To Datums: Datums Tell Us Where To Measure From. Calling Them Out Clearly and Labelling EachDocument8 pagesIntroduction To Datums: Datums Tell Us Where To Measure From. Calling Them Out Clearly and Labelling Eachmanikantar15No ratings yet
- Datums (Planar)Document34 pagesDatums (Planar)ajeet singhNo ratings yet
- Datums GDTDocument47 pagesDatums GDTd3xter100% (1)
- GD&T PDFDocument34 pagesGD&T PDFShruti SethNo ratings yet
- Datums GDTDocument43 pagesDatums GDTdeepakNo ratings yet
- DFX (Design For Excellence) Engineer General Profile: Requires Specialized Depth And/Or Breadth of Expertise. Interprets Internal orDocument2 pagesDFX (Design For Excellence) Engineer General Profile: Requires Specialized Depth And/Or Breadth of Expertise. Interprets Internal ortushk20No ratings yet
- Suzlon EGM NoticeDocument34 pagesSuzlon EGM Noticetushk20No ratings yet
- 0084inspection Body Multiple PDFDocument3 pages0084inspection Body Multiple PDFtushk20No ratings yet
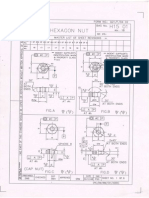
- 39079415-Hexagon Nut-1Document8 pages39079415-Hexagon Nut-1tushk20No ratings yet
- Éäºéxééä) Õ Gò Ééæeò - 986 Ênùxééæeò 08/06/2020Document1 pageÉäºéxééä) Õ Gò Ééæeò - 986 Ênùxééæeò 08/06/2020tushk20No ratings yet
- Iso Tolerances For Metric Fasteners: References NotesDocument2 pagesIso Tolerances For Metric Fasteners: References Notestushk20No ratings yet
- Bar STDDocument8 pagesBar STDtushk20100% (1)
- Appraisal Formats YPCPLsachinDocument10 pagesAppraisal Formats YPCPLsachintushk20No ratings yet
- Fetch Hard AbstractDocument3 pagesFetch Hard AbstractTelika RamuNo ratings yet
- File Password Is 44556677Document1 pageFile Password Is 44556677maestro24No ratings yet
- Anno 2070 ReferencesDocument24 pagesAnno 2070 ReferencesJoris MosheuvelNo ratings yet
- SAP R3 SD Overview Master DataDocument53 pagesSAP R3 SD Overview Master Datasairamas07No ratings yet
- viewpdfMSV 40MAXDocument2 pagesviewpdfMSV 40MAXctorres_505746No ratings yet
- Jucs Sample Paper LatexDocument4 pagesJucs Sample Paper LatexdhiecNo ratings yet
- Sec-Erb Materials Standard Specification: Eastern Region Branch Saudi Electricity CompanyDocument19 pagesSec-Erb Materials Standard Specification: Eastern Region Branch Saudi Electricity CompanyErol RahmanovićNo ratings yet
- Taylor & Francis, Ltd. Association of Collegiate Schools of Architecture, IncDocument20 pagesTaylor & Francis, Ltd. Association of Collegiate Schools of Architecture, IncScoralichNo ratings yet
- Sandvik DX780: Surface Top Hammer DrillsDocument3 pagesSandvik DX780: Surface Top Hammer Drillsrtt0% (2)
- INTEGRATED OEM GENERAL ELASTOMER CATALOG - 1 2020bDocument45 pagesINTEGRATED OEM GENERAL ELASTOMER CATALOG - 1 2020bMehdi Soltani0% (1)
- Transfer FunctionDocument26 pagesTransfer FunctionRacheal KirbyNo ratings yet
- CD WorksDocument35 pagesCD WorksThulasidharan Nair Bhaskaran100% (2)
- Detailed Estimate For Erection of Linkline 11Kv Neikuppy To 11Kv Mamallapuram Feeder in Town/Thirukalukundram SectionDocument23 pagesDetailed Estimate For Erection of Linkline 11Kv Neikuppy To 11Kv Mamallapuram Feeder in Town/Thirukalukundram SectionparameswarikumarNo ratings yet
- JSP Complete NotesDocument153 pagesJSP Complete Notessakshi aggarwalNo ratings yet
- Exide Classic OPzS - enDocument17 pagesExide Classic OPzS - enDeepen SharmaNo ratings yet
- G8 BOW Commercial Cooking First QuarterDocument4 pagesG8 BOW Commercial Cooking First QuarterAllen Dimapilis100% (1)
- SERVICE ENTRANCE INSTALLATION - Lesson PlanDocument6 pagesSERVICE ENTRANCE INSTALLATION - Lesson PlanBriant King PeñasNo ratings yet
- Application Module Student Learning Kit Users Guide Featuring The Freescale Coldfire® M52233Document20 pagesApplication Module Student Learning Kit Users Guide Featuring The Freescale Coldfire® M52233Arun SoldierNo ratings yet
- SINGTEL Global VPN ConnectivityDocument15 pagesSINGTEL Global VPN ConnectivitySatya Pratama KadranyataNo ratings yet
- Midterm ReviewDocument30 pagesMidterm Reviewshivam pandeyNo ratings yet
- Gearing v12Document1 pageGearing v12wiwiedNo ratings yet
- South Africa DataDocument4 pagesSouth Africa DataSTP Design50% (2)
- Column Piping - Study Layout, Nozzle Orientation & Platforms RequirementsDocument37 pagesColumn Piping - Study Layout, Nozzle Orientation & Platforms RequirementsvasuNo ratings yet
- Marketing Strategy of AirtelDocument74 pagesMarketing Strategy of AirtelPriyanka Tyagi0% (1)
- Driver HP Compaq 3639Document2 pagesDriver HP Compaq 3639Fery KurniadiNo ratings yet
- Siemens Energy Silyzer 09 - HYPOS - Dialog - WagnerDocument20 pagesSiemens Energy Silyzer 09 - HYPOS - Dialog - WagnerFreyrVoNo ratings yet
- URA Website Terms ConditionsDocument5 pagesURA Website Terms Conditionsjose300No ratings yet
- Software Testing Da1Document6 pagesSoftware Testing Da1ragavendharNo ratings yet
- ICSE 2014 Computer Applications Question PaperDocument7 pagesICSE 2014 Computer Applications Question PaperMohitNo ratings yet