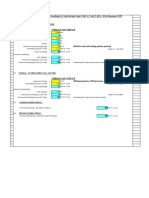
Degassing Boot Sizing
Degassing Boot Sizing
Download as pdf or txt
At a glance
Powered by AI
The document discusses guidelines for sizing and designing different types of vessels used for separation processes. It covers criteria for selecting vapor-liquid and liquid-liquid separators as well as design considerations.
The document discusses vapor/liquid separators, which separate the vapor and liquid parts of a mixed stream, and liquid/liquid separators, which separate the two liquid phases of a mixed stream.
The selection of a vessel's orientation depends on factors like required plot area, ability to remove solids, liquid removal efficiency, vessel volume, ability to accommodate large liquid slugs, and ability to achieve additional liquid/liquid separation.
You might also like
- Liquid/Liquid and Gas/Liquid/Liquid Separators - Type Selection and Design RulesDocument3 pagesLiquid/Liquid and Gas/Liquid/Liquid Separators - Type Selection and Design RulescassindromeNo ratings yet
- Fine Tune Relief Calculations For Supercritical FluidsDocument10 pagesFine Tune Relief Calculations For Supercritical FluidsPeter PerezNo ratings yet
- Slug Catcher Design GuideDocument7 pagesSlug Catcher Design GuideShyBokx100% (3)
- DRS - Operation & Control PhilosophyDocument5 pagesDRS - Operation & Control PhilosophyAnand GNo ratings yet
- CFD Methodology For Liquid Pressure Recovery PredictionsDocument9 pagesCFD Methodology For Liquid Pressure Recovery PredictionsAshok SureshNo ratings yet
- Real Separator Guide - HysysDocument23 pagesReal Separator Guide - Hysysfri_13thNo ratings yet
- API STD 521-Control Valve FailureDocument1 pageAPI STD 521-Control Valve Failuremuhammad_asim_10100% (1)
- Flaresim Manual (2008)Document452 pagesFlaresim Manual (2008)thesimpleguy6No ratings yet
- Slugging in A Flare HeaderDocument34 pagesSlugging in A Flare Headercepong89No ratings yet
- Gas Pipeline Blowdown TimeDocument3 pagesGas Pipeline Blowdown Timeankur2061No ratings yet
- RP44 3Document81 pagesRP44 3polaris44100% (1)
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- Tanks Breathing CalculationDocument1 pageTanks Breathing CalculationRexx Mexx0% (1)
- Iraq Oil and Gas Final Tender Protocol - Round1Document67 pagesIraq Oil and Gas Final Tender Protocol - Round1Rexx Mexx100% (1)
- LP Flare Network Calculation Rev - E0Document18 pagesLP Flare Network Calculation Rev - E0Rexx Mexx100% (3)
- Modal Workout 2.0 v2 PDFDocument45 pagesModal Workout 2.0 v2 PDFAdi Darmawan100% (10)
- Principles of Separation: Production and Test SeparatorsDocument28 pagesPrinciples of Separation: Production and Test SeparatorsهانيزايدNo ratings yet
- Natural Gas Quality Enhancement: Training Report ONDocument20 pagesNatural Gas Quality Enhancement: Training Report ONRajkishan GuptaNo ratings yet
- Slug Catcher SizingDocument6 pagesSlug Catcher SizingrezaNo ratings yet
- Read Me Chapter 4: Pages 4 - 7 Show The VB 3.0 Display ScreensDocument7 pagesRead Me Chapter 4: Pages 4 - 7 Show The VB 3.0 Display ScreensLeonardo Chávez0% (2)
- Gas Line VelocityDocument3 pagesGas Line Velocityputrude100% (1)
- Template (Vessel Sizing-2phase)Document2 pagesTemplate (Vessel Sizing-2phase)mNo ratings yet
- Orifice Plate Sizing Calculation Using A New Labview TechniqueDocument6 pagesOrifice Plate Sizing Calculation Using A New Labview Techniquesyamsul100% (1)
- Guidelines For The Safe and Optimum Design ofDocument9 pagesGuidelines For The Safe and Optimum Design ofMoca PhoenixNo ratings yet
- PDM-P-CS-002 - HP Prod SeparatorDocument6 pagesPDM-P-CS-002 - HP Prod Separatorfirman adiyantoNo ratings yet
- Project Standards and Specifications Pig Catcher Package Rev01Document9 pagesProject Standards and Specifications Pig Catcher Package Rev01hiyeonNo ratings yet
- 2 Phase VerticalDocument4 pages2 Phase VerticalJAZEEL ALAVINo ratings yet
- Low Pressure Gas Piping Pressure Loss CalculationDocument1 pageLow Pressure Gas Piping Pressure Loss CalculationJohn ANo ratings yet
- E PR 460Document37 pagesE PR 460khorzooNo ratings yet
- Calculation and Design of Separators (VS)Document18 pagesCalculation and Design of Separators (VS)Bhuran Akshay100% (1)
- Bulk Air Eliminator R1Document1 pageBulk Air Eliminator R1hydrothermsNo ratings yet
- Blowdown Calculation Inventory - Subsea FlowlineDocument13 pagesBlowdown Calculation Inventory - Subsea FlowlineNK0% (1)
- Chemical & Process Technology - Requirements of SDV Bypass Pressurization Line PDFDocument4 pagesChemical & Process Technology - Requirements of SDV Bypass Pressurization Line PDFvenkatrangan2003100% (1)
- ENGINEERING DESIGN GUIDELINES Slug Catcher Rev Web PDFDocument26 pagesENGINEERING DESIGN GUIDELINES Slug Catcher Rev Web PDFkhajacheNo ratings yet
- CV of Globe Valves Gate Valves and Check ValvesDocument2 pagesCV of Globe Valves Gate Valves and Check ValvesFred Faber100% (3)
- A New Approach For Sizing Finger Slug CatcherDocument15 pagesA New Approach For Sizing Finger Slug CatcherHaryadi100% (1)
- Velocity and Pressure Drop in PipesDocument5 pagesVelocity and Pressure Drop in PipesManojkumar ThilagamNo ratings yet
- Heat Exchanger Tube RuptureDocument3 pagesHeat Exchanger Tube RuptureKarthik Sakthivel100% (1)
- Ajuste de GOR en HysysDocument1 pageAjuste de GOR en HysysAnonymous jqevOeP7No ratings yet
- Impact of Emergency Shutdown Devices On Relief System Sizing and Design PDFDocument21 pagesImpact of Emergency Shutdown Devices On Relief System Sizing and Design PDFB rg100% (1)
- Kataoka 1983Document9 pagesKataoka 1983Nguyễn Thị Kim PhượngNo ratings yet
- Finger Type Slug CatcherDocument41 pagesFinger Type Slug CatcherIrfaan Taufiiqul Rayadi100% (2)
- Blowdown of Vessels and Pipelines: S.M. Richardson & G. SavilleDocument15 pagesBlowdown of Vessels and Pipelines: S.M. Richardson & G. SavillefaisalmuradNo ratings yet
- API 12L - Heater TreaterDocument6 pagesAPI 12L - Heater TreaterwahyuriansyahNo ratings yet
- Design, Operation and Maintenance of Lact UnitsDocument3 pagesDesign, Operation and Maintenance of Lact UnitsJose gonzalezNo ratings yet
- Design Philosophy-Process PipingDocument3 pagesDesign Philosophy-Process PipingWade ColemanNo ratings yet
- OLGA 7-NotesDocument10 pagesOLGA 7-NotesraminabkNo ratings yet
- Rupture Disk EquationsDocument13 pagesRupture Disk EquationsMehta MehulNo ratings yet
- Ognition PSV Sizing Calculation SpreadsheetDocument2 pagesOgnition PSV Sizing Calculation SpreadsheetJoseph Paul IlaganNo ratings yet
- Gas Blow-By From A Production Separator To Tank PDFDocument7 pagesGas Blow-By From A Production Separator To Tank PDFebby1100% (1)
- Article On Finger Type Slug CatcherDocument15 pagesArticle On Finger Type Slug Catcherhasifpp2013No ratings yet
- What Has Changed in API 521 6EDDocument19 pagesWhat Has Changed in API 521 6EDgateauxboy100% (1)
- PSV Sizing - Blocked Outlet GasDocument1 pagePSV Sizing - Blocked Outlet GasSilas Onyekwe50% (2)
- BN-EG-UE109 Guide For Vessel SizingDocument29 pagesBN-EG-UE109 Guide For Vessel SizingSachin ChavanNo ratings yet
- Guide For Vessel Sizing PDFDocument24 pagesGuide For Vessel Sizing PDFManish542No ratings yet
- BN-EG-UE109 Guide For Vessel SizingDocument28 pagesBN-EG-UE109 Guide For Vessel Sizingeulalio_méndezNo ratings yet
- Vessel DesignDocument43 pagesVessel Designhomiez99No ratings yet
- Vertical SeparatorDocument38 pagesVertical SeparatorSaidFerdjallahNo ratings yet
- BN Eg UE109 Vessel SizingDocument40 pagesBN Eg UE109 Vessel Sizingbadelitamarius100% (1)
- Open Drain Separator SizingDocument23 pagesOpen Drain Separator SizingSuchart TarasapNo ratings yet
- BN-EG-UE109 Guide For Vessel SizingDocument36 pagesBN-EG-UE109 Guide For Vessel SizingAjith KumarNo ratings yet
- BN-EG-UE109 Guide for Vessel SizingDocument43 pagesBN-EG-UE109 Guide for Vessel SizingLuis MarshNo ratings yet
- Separator Vessel: Ms. Shreya SahajpalDocument6 pagesSeparator Vessel: Ms. Shreya SahajpalShreya Sahajpal KaushalNo ratings yet
- Two-Phase and Three-Phase SeparatorDocument40 pagesTwo-Phase and Three-Phase Separatormargaretramos100% (1)
- Hydraulic Cal - Tanks Vent To FlareDocument1 pageHydraulic Cal - Tanks Vent To FlareRexx Mexx0% (1)
- CORP-FRM-HSE-006 - 1 DNO Quick Risk V4.0Document1 pageCORP-FRM-HSE-006 - 1 DNO Quick Risk V4.0Rexx MexxNo ratings yet
- Thermal Fluid Heaters: Model HHC and VHCDocument4 pagesThermal Fluid Heaters: Model HHC and VHCRexx MexxNo ratings yet
- Tank Pressure During Pump OutDocument1 pageTank Pressure During Pump OutRexx MexxNo ratings yet
- Volcanic Alliance Bro 200311 PDFDocument4 pagesVolcanic Alliance Bro 200311 PDFRexx MexxNo ratings yet
- TWK-FD-21529 Drakken SDVs - KU-TWK-40-IC-DTS-0291 RBDocument4 pagesTWK-FD-21529 Drakken SDVs - KU-TWK-40-IC-DTS-0291 RBRexx MexxNo ratings yet
- Thermal Fluid Heaters: 75,000 TO 40 MM BTU/HRDocument16 pagesThermal Fluid Heaters: 75,000 TO 40 MM BTU/HRRexx MexxNo ratings yet
- KU-TWK-10-ME-DTS-0304 Rev 2 Data Sheet For Common Electrostatic Coalescer Package PDFDocument7 pagesKU-TWK-10-ME-DTS-0304 Rev 2 Data Sheet For Common Electrostatic Coalescer Package PDFRexx Mexx100% (1)
- KU-TWK-40-PR-PID-0018-27-dwg - A - Condensate HeaderDocument1 pageKU-TWK-40-PR-PID-0018-27-dwg - A - Condensate HeaderRexx MexxNo ratings yet
- Alternatives: Alternative 1 System Delivered in 2 Phases Alternative 2 System Delivered in 1 PhaseDocument5 pagesAlternatives: Alternative 1 System Delivered in 2 Phases Alternative 2 System Delivered in 1 PhaseRexx MexxNo ratings yet
- SEM-9486E Boiler Feed Water Chemical TreatmentDocument19 pagesSEM-9486E Boiler Feed Water Chemical TreatmentRexx MexxNo ratings yet
- Desalter Operation OptimizationDocument3 pagesDesalter Operation OptimizationRexx MexxNo ratings yet
- 00251121DPFM02101 - EXCO01 - 01 - Crude Oil Storage TankDocument1 page00251121DPFM02101 - EXCO01 - 01 - Crude Oil Storage TankRexx Mexx100% (1)
- SEM-9521E Vibrating ScreenDocument16 pagesSEM-9521E Vibrating ScreenRexx Mexx100% (1)
- SEM-9518E Truck ScaleDocument7 pagesSEM-9518E Truck ScaleRexx MexxNo ratings yet
- Packed Tower Internals GuideDocument56 pagesPacked Tower Internals GuideRexx Mexx100% (2)
- SEM-9483E Bag FilterDocument13 pagesSEM-9483E Bag FilterRexx MexxNo ratings yet
- SEM-9487E Breather ValveDocument8 pagesSEM-9487E Breather ValveRexx Mexx100% (1)
- SEM-9522E Water TreatmentDocument81 pagesSEM-9522E Water TreatmentRexx MexxNo ratings yet
- SEM-9513E Safety ValveDocument11 pagesSEM-9513E Safety ValveRexx MexxNo ratings yet
- Sem-9480e 0 (Depressuring)Document26 pagesSem-9480e 0 (Depressuring)Rexx Mexx100% (2)
- Blowdown CalculationDocument6 pagesBlowdown CalculationRexx Mexx100% (2)
- EXPT. 1 Common Laboratory OperationsDocument8 pagesEXPT. 1 Common Laboratory Operationsjazzmin dulceNo ratings yet
- Peasaran Et Al 2001 Bound Test and ARDL CointegratDocument33 pagesPeasaran Et Al 2001 Bound Test and ARDL CointegratemilNo ratings yet
- Overview VES Visual Enterprise SolDocument10 pagesOverview VES Visual Enterprise SolmspranavNo ratings yet
- (FREE PDF Sample) Microscopy Methods in Nanomaterials Characterization. A Volume in Micro and Nano Technologies Sabu Thomas EbooksDocument62 pages(FREE PDF Sample) Microscopy Methods in Nanomaterials Characterization. A Volume in Micro and Nano Technologies Sabu Thomas Ebooksbasimslovesx100% (4)
- Leica Disto s910 User Manual 805080 808183 806677 en PDFDocument55 pagesLeica Disto s910 User Manual 805080 808183 806677 en PDFVina AnggrainiNo ratings yet
- Grass CutterDocument17 pagesGrass CutterraviNo ratings yet
- MATH F311 (Introduction To Topology) : BITS PilaniDocument21 pagesMATH F311 (Introduction To Topology) : BITS PilaniJatin BackupNo ratings yet
- Report - A06 - PD2 (Chapter 1 To 9) LatestDocument611 pagesReport - A06 - PD2 (Chapter 1 To 9) LatestPuan MizilaNo ratings yet
- Spansion S25FL256S - 32MB SPI FlashromDocument149 pagesSpansion S25FL256S - 32MB SPI FlashromcockNo ratings yet
- Soy Automotive Technology Midterm ExamDocument5 pagesSoy Automotive Technology Midterm ExamJOHN STEVEN SOYNo ratings yet
- Table of SpecificationDocument1 pageTable of SpecificationAngelica Manalo PerezNo ratings yet
- 2 EuclidDocument25 pages2 EuclidLorie Mae MicarisNo ratings yet
- Heat Treatment and Fruit RipeningDocument17 pagesHeat Treatment and Fruit RipeningirfanNo ratings yet
- Air Pollution Control Measures For Hot Dip Galvanizing KettlesDocument9 pagesAir Pollution Control Measures For Hot Dip Galvanizing KettlesPradeep KumarNo ratings yet
- Probleme Controversate de Morfologie Si Sintaxa A Limbii EnglezeDocument45 pagesProbleme Controversate de Morfologie Si Sintaxa A Limbii EnglezeandreeagainaNo ratings yet
- Chemical Engineering Science: X: Yen-Hsun Tseng, Swomitra K. Mohanty, John D. Mclennan, Leonard F. Pease IiiDocument8 pagesChemical Engineering Science: X: Yen-Hsun Tseng, Swomitra K. Mohanty, John D. Mclennan, Leonard F. Pease IiiAnita BudiNo ratings yet
- 2014 - Elsevier - A Review of Biometric Technology Along With Trends and ProspectsDocument16 pages2014 - Elsevier - A Review of Biometric Technology Along With Trends and ProspectsRajalakshmi MohandhossNo ratings yet
- 48x8 Scrolling Matrix Led Display Using Arduino Controller - AllDocument21 pages48x8 Scrolling Matrix Led Display Using Arduino Controller - AllVenkatesh SubramanyaNo ratings yet
- Distance Protection RelayDocument2 pagesDistance Protection RelayThirumalNo ratings yet
- Hale UavDocument29 pagesHale UavTanveer AliNo ratings yet
- Hangman Source Code With JavaDocument6 pagesHangman Source Code With JavaYosep WijayaNo ratings yet
- Chapter 3 Class SlidesDocument58 pagesChapter 3 Class SlidesmattNo ratings yet
- Stainless Steel Production by IfDocument4 pagesStainless Steel Production by IfAbhinav TiwariNo ratings yet
- Philips 39pfl3708-f8 Chassis Pl13.10Document53 pagesPhilips 39pfl3708-f8 Chassis Pl13.10Edilberto Avila100% (1)
- M2 Unit 4Document67 pagesM2 Unit 4makingfortimepass420No ratings yet
- Math Xi Set A First Term 2080 FinalDocument4 pagesMath Xi Set A First Term 2080 Finalrajshgupta01No ratings yet
- BIG-IP Global Traffic ManagerDocument6 pagesBIG-IP Global Traffic ManagerpavankalluriNo ratings yet
- AuxinsDocument16 pagesAuxinsICPH 2021No ratings yet
- Complete Download Start Programming Using HTML CSS and JavaScript 1st Edition Iztok Fajfar (Author) PDF All ChaptersDocument60 pagesComplete Download Start Programming Using HTML CSS and JavaScript 1st Edition Iztok Fajfar (Author) PDF All Chapterseddiealand73100% (11)