Procedure For Visual Inspection
Procedure For Visual Inspection
Download as doc, pdf, or txt
At a glance
Powered by AI
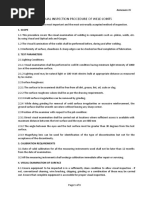
The document outlines visual inspection procedures and requirements for welding, including weld fit-up, checks during welding, and criteria for completed welds.
The surfaces must be clean and smooth, the weld groove must match specifications, and alignment tolerances must be met.
Checks include verifying preheat temperature, electrode/filler metal usage, tack welds, interpass temperature, cleaning between beads, and shielding gas usage.
You might also like
- Roll - of - Thunder Study GuideDocument122 pagesRoll - of - Thunder Study GuideAlain PierreNo ratings yet
- Visual Inspection ProcedureDocument8 pagesVisual Inspection ProcedureTouil Houssem100% (4)
- Holiday Detection Test Report PDFDocument1 pageHoliday Detection Test Report PDFtonierlanda100% (1)
- Method Statement - Pipe WorksDocument14 pagesMethod Statement - Pipe WorksDarl Anthony Veloso100% (6)
- VCB Testing ProcedureDocument10 pagesVCB Testing Procedureramana3339100% (3)
- Excavation Method Statement PDFDocument10 pagesExcavation Method Statement PDFMohammad Bader Al-Dein100% (14)
- Method Statement For Titanium PipeworkDocument3 pagesMethod Statement For Titanium Pipeworkprem nautiyalNo ratings yet
- Visual Examination ProcedureDocument10 pagesVisual Examination Proceduresantanurini67% (3)
- Radiography Test & Liquid Penetrant Test ProcedureDocument7 pagesRadiography Test & Liquid Penetrant Test ProcedurePrashant MalveNo ratings yet
- WpsDocument6 pagesWpsabhishek198327No ratings yet
- GB50236-98 Welding Code For Construction and Inspection of Field Equipment and Industrial PipingDocument198 pagesGB50236-98 Welding Code For Construction and Inspection of Field Equipment and Industrial PipingGiuseppe LucianiNo ratings yet
- Daily Weld Fit-Up and Production Report (Field Weld) - Pipeline-Satr-W-2007Document5 pagesDaily Weld Fit-Up and Production Report (Field Weld) - Pipeline-Satr-W-2007smdriyazbasha100% (2)
- Asme Viii QC ManualDocument70 pagesAsme Viii QC Manualneurolepsia3790No ratings yet
- Weld Repair ProcedureDocument51 pagesWeld Repair Proceduremohd as shahiddin jafri100% (1)
- Fit-Up Preparation and Acceptance Criteria As Per Project RequirementsDocument6 pagesFit-Up Preparation and Acceptance Criteria As Per Project RequirementsAbdülHak ÖZkaraNo ratings yet
- Visual Testing ProcedureDocument4 pagesVisual Testing ProcedureAnirban Sen Sharma100% (2)
- NDT Request (Template)Document4 pagesNDT Request (Template)Bethel Ndifon100% (1)
- VT Procedure 1Document1 pageVT Procedure 1Mahmoud Alwasif50% (2)
- Visual Inspection ProcedureDocument3 pagesVisual Inspection ProcedureMohamed Tarek Hamam100% (2)
- BIX - RT ProcedureDocument36 pagesBIX - RT ProcedureEduard Abastillas100% (1)
- Dye Penetrant Test ProcedureDocument7 pagesDye Penetrant Test ProcedurePer DC100% (1)
- Visual Weld InspectionDocument7 pagesVisual Weld InspectioninsiderrNo ratings yet
- Non Destructive Examination Procedures (NDE) Tank 500-TA-008 A/BDocument7 pagesNon Destructive Examination Procedures (NDE) Tank 500-TA-008 A/BNenad TomicNo ratings yet
- Piping PWHT Quality Control and Inspection Report FormDocument1 pagePiping PWHT Quality Control and Inspection Report FormSamer Bayati100% (2)
- Visual Examination ProcedureDocument10 pagesVisual Examination ProceduresantanuriniNo ratings yet
- Asme Ix Welder Qualification Interpretation PDFDocument95 pagesAsme Ix Welder Qualification Interpretation PDFnizam1372No ratings yet
- Painting & Inspection FormatDocument1 pagePainting & Inspection FormatABEC Trombay siteNo ratings yet
- 25 Tack Welder - ABSDocument7 pages25 Tack Welder - ABSvudinhnambrNo ratings yet
- RT Procedure 10.09.16Document9 pagesRT Procedure 10.09.16mukeshsingh6No ratings yet
- PQR (Hdpe)Document3 pagesPQR (Hdpe)abdo elmokademNo ratings yet
- INSPECTION AND TEST PLAN (ITP) FOR TEST TANK PDM T-1001 A Rev B PDFDocument7 pagesINSPECTION AND TEST PLAN (ITP) FOR TEST TANK PDM T-1001 A Rev B PDFgst ajah100% (4)
- Pt. Cilegon Fabricators: PWHT Procedure FOR PT - Pertamina Ru Vi BalonganDocument10 pagesPt. Cilegon Fabricators: PWHT Procedure FOR PT - Pertamina Ru Vi BalonganDedy Trianda100% (1)
- Back Gouging ProcedureDocument8 pagesBack Gouging Proceduremahi1437100% (2)
- VT ProcedureDocument5 pagesVT ProcedureFadil Wimala100% (1)
- Fit Up Welding Visual Inspection ReportDocument2 pagesFit Up Welding Visual Inspection Reportmohd as shahiddin jafriNo ratings yet
- Audit Check List For NDE IssDocument2 pagesAudit Check List For NDE Issishfaqurrehmanpk100% (1)
- Visual Inspection Pr.Document7 pagesVisual Inspection Pr.mtariqmasood100% (1)
- Visual Inspection ProcedureDocument16 pagesVisual Inspection Procedurewassimwalha2016No ratings yet
- Welding Consumable Receiving LogDocument11 pagesWelding Consumable Receiving LogKandula Raju100% (1)
- NDT Procedure Reshadat Project Complete Rev1Document165 pagesNDT Procedure Reshadat Project Complete Rev1sherviny100% (2)
- PT BM 183 DC 00008 Preheat ProcedureDocument5 pagesPT BM 183 DC 00008 Preheat Procedureeldobie3No ratings yet
- Pqr-152 - Run SheetDocument38 pagesPqr-152 - Run SheetMAT-LIONNo ratings yet
- Visual Examination Procedure: 1 - PurposeDocument4 pagesVisual Examination Procedure: 1 - PurposeElvin Menlibai100% (1)
- Limak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Document2 pagesLimak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Alam MD SazidNo ratings yet
- 3g Tar WPQTR Form Aws d1.1Document2 pages3g Tar WPQTR Form Aws d1.1Scott AdkinsNo ratings yet
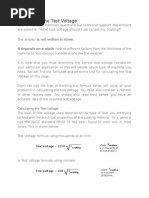
- Holiday Tester Voltage Setting CalculationDocument4 pagesHoliday Tester Voltage Setting Calculationjojeecares100% (1)
- Bs Tech: Electrodes Issue and Return RegisterDocument1 pageBs Tech: Electrodes Issue and Return RegisterRhannie GarciaNo ratings yet
- 08572-Trht-Egcb-Qc-Aq-012 Itp - Pipeline Construction Rev1 PDFDocument33 pages08572-Trht-Egcb-Qc-Aq-012 Itp - Pipeline Construction Rev1 PDFbelhaskaNo ratings yet
- Visible Penetrant Examination Using The Water-Washable ProcessDocument6 pagesVisible Penetrant Examination Using The Water-Washable ProcessERNESTO ENRIQUE FERNANDEZ BAPTISTANo ratings yet
- 7-Welding Consumable Handling and Storage - WC007Document11 pages7-Welding Consumable Handling and Storage - WC007mohd as shahiddin jafriNo ratings yet
- Pressure Test ReportDocument9 pagesPressure Test Reportjaysonquitelgonzales06No ratings yet
- Weld Visual ExaminationDocument11 pagesWeld Visual ExaminationAnonymous hBBam1n100% (3)
- PT NDT ProcedureDocument5 pagesPT NDT ProcedureMohamed AbubackerNo ratings yet
- AE-CS-WF-200 Rev.aDocument30 pagesAE-CS-WF-200 Rev.asteve aNo ratings yet
- Dye Penetrant Testing ProcedureDocument5 pagesDye Penetrant Testing ProcedureTabish Shaikh50% (2)
- Hardness Testing ProcedureDocument6 pagesHardness Testing Procedurevaradaraj n sharmaNo ratings yet
- Ut ProcedureDocument4 pagesUt Procedureأحمد صبحىNo ratings yet
- QC Sample Manual GenericDocument34 pagesQC Sample Manual GenericIan Stewart PorterNo ratings yet
- Bifurcation Methodology: Basic Welding ProcedureDocument7 pagesBifurcation Methodology: Basic Welding ProcedureNischal PokharelNo ratings yet
- Welding Joint PrepartionDocument2 pagesWelding Joint PrepartionMurali D MurthyNo ratings yet
- Technical Specification - 2023 04 12 13 58 37Document14 pagesTechnical Specification - 2023 04 12 13 58 37Structures ProductionNo ratings yet
- Weld Joint PreparationDocument2 pagesWeld Joint PreparationMurali Krishna DNo ratings yet
- API Rev.1Document36 pagesAPI Rev.1Ismail KarmanaNo ratings yet
- PaintingDocument6 pagesPaintingAkhilesh KumarNo ratings yet
- Project:Panipat-Jallandhar LPG Pipeline Project. Owner:I.O.C.L. Conntractor: M/s Indcon Projects & Equipment LTDDocument16 pagesProject:Panipat-Jallandhar LPG Pipeline Project. Owner:I.O.C.L. Conntractor: M/s Indcon Projects & Equipment LTDAkhilesh KumarNo ratings yet
- Anti TermiteDocument30 pagesAnti TermiteAkhilesh KumarNo ratings yet
- 15 ConcretingDocument22 pages15 ConcretingAkhilesh KumarNo ratings yet
- 12 Form WorkDocument7 pages12 Form WorkAkhilesh KumarNo ratings yet
- Project:Panipat-Jallandhar LPG Pipeline Project. Owner:I.O.C.L. Conntractor: M/s Indcon Projects & Equipment LTDDocument14 pagesProject:Panipat-Jallandhar LPG Pipeline Project. Owner:I.O.C.L. Conntractor: M/s Indcon Projects & Equipment LTDAkhilesh KumarNo ratings yet
- WaterproofingDocument5 pagesWaterproofingAkhilesh KumarNo ratings yet
- 11-Backfiling at Station NoDocument7 pages11-Backfiling at Station NoAkhilesh KumarNo ratings yet
- Procedure For Plumbing Sanitary WorkDocument5 pagesProcedure For Plumbing Sanitary WorkAkhilesh Kumar100% (1)
- Procedure For Flooring WorksDocument4 pagesProcedure For Flooring WorksAkhilesh Kumar0% (1)
- 06-Earthwork in ExcavationDocument7 pages06-Earthwork in ExcavationAkhilesh KumarNo ratings yet
- Procedure For Area Grading and Development WorksDocument3 pagesProcedure For Area Grading and Development WorksAkhilesh KumarNo ratings yet
- Procedure For Horticulture WorksDocument4 pagesProcedure For Horticulture WorksAkhilesh KumarNo ratings yet
- Procedure For Roof Water ProofingDocument4 pagesProcedure For Roof Water ProofingAkhilesh KumarNo ratings yet
- Procedure For Fencing WorksDocument3 pagesProcedure For Fencing WorksAkhilesh KumarNo ratings yet
- Procedure For ScafoldingDocument4 pagesProcedure For ScafoldingAkhilesh KumarNo ratings yet
- WBM For Road Work Proc.Document3 pagesWBM For Road Work Proc.Akhilesh KumarNo ratings yet
- Procedure For Steel Door Windows and VentilatorsDocument3 pagesProcedure For Steel Door Windows and VentilatorsAkhilesh KumarNo ratings yet
- Proedure For PlasteringDocument4 pagesProedure For PlasteringAkhilesh KumarNo ratings yet
- Reinforcement Work Proc.Document5 pagesReinforcement Work Proc.Akhilesh Kumar0% (1)
- Procedure For Surveying and Levels FixingDocument3 pagesProcedure For Surveying and Levels FixingAkhilesh KumarNo ratings yet
- Roof Treatment Proc.Document4 pagesRoof Treatment Proc.Akhilesh KumarNo ratings yet
- Adv. Healthcare Mater. 2021, 2101770 SIDocument10 pagesAdv. Healthcare Mater. 2021, 2101770 SIMelgious AngNo ratings yet
- E Note Year 10 Foods and Nutrition IntlDocument83 pagesE Note Year 10 Foods and Nutrition IntlagbenipatrickNo ratings yet
- Electronic Devices and Circuits - Special Diodes, BJT, Fet Encoded By: Ross Edward R. SamsonDocument3 pagesElectronic Devices and Circuits - Special Diodes, BJT, Fet Encoded By: Ross Edward R. SamsonrhedmishNo ratings yet
- 3ds-max-brochure-interior-design-enDocument8 pages3ds-max-brochure-interior-design-enCharles BinuNo ratings yet
- Synopsis 1Document2 pagesSynopsis 1Abhishek AjayNo ratings yet
- 6 Introduction of MetabolismDocument22 pages6 Introduction of MetabolismserficasoNo ratings yet
- Drag Conveyors: Learner GuideDocument21 pagesDrag Conveyors: Learner GuidehgNo ratings yet
- Tsymbal Umd 0117N 11885Document87 pagesTsymbal Umd 0117N 11885sofiakamranNo ratings yet
- Laburnum Top 11Document3 pagesLaburnum Top 11iitiansrd2025100% (1)
- 5980300Document7 pages5980300MiradoniainaRakotoarimananaNo ratings yet
- Mechanical Properties of Solids and AcousticsDocument56 pagesMechanical Properties of Solids and AcousticsMayank Agarwal100% (3)
- Experiment 05Document20 pagesExperiment 05D7ooM_612No ratings yet
- Exception Handling: B. L. Patil Polytechnic, KhopoliDocument17 pagesException Handling: B. L. Patil Polytechnic, Khopoliytshub18No ratings yet
- The Hypothesis Testing On One-Sample ProportionDocument18 pagesThe Hypothesis Testing On One-Sample ProportionChecken Joy100% (1)
- wagamamaUK Main Menu PDFDocument2 pageswagamamaUK Main Menu PDFMagda PredaNo ratings yet
- Was-Were 59231Document2 pagesWas-Were 59231Elizabeth Vara MárquezNo ratings yet
- Father Kyrillos ArticleDocument2 pagesFather Kyrillos ArticleRobel GetahunNo ratings yet
- ISO9141-2 On OBDIIDocument115 pagesISO9141-2 On OBDIILojze MiškovičNo ratings yet
- Protein Energy Malnutrition - M.SC - DAN - 2016 - For ClassDocument127 pagesProtein Energy Malnutrition - M.SC - DAN - 2016 - For ClassRia Kumar100% (1)
- Impacted Third Molars: Using 3D Imaging To Investigate The Etiology of A Common Oral Health ConcernDocument150 pagesImpacted Third Molars: Using 3D Imaging To Investigate The Etiology of A Common Oral Health Concernjagjit singhNo ratings yet
- Lecturer:Hanan Adel: Principles of TransportationDocument17 pagesLecturer:Hanan Adel: Principles of TransportationAlaraqi AlaraqiNo ratings yet
- Design For Testability and Automatic Test Pattern GenerationDocument33 pagesDesign For Testability and Automatic Test Pattern GenerationDilip Mathuria0% (1)
- Electrical and Luminescence Properties of MEH-PPV Vertical Organic Light-Emitting Transistors With An Ultra-Thin Aluminum Source ElectrodeDocument5 pagesElectrical and Luminescence Properties of MEH-PPV Vertical Organic Light-Emitting Transistors With An Ultra-Thin Aluminum Source ElectrodeMohd Arif Mohd Sarjidan0% (1)
- ABT - Price List - Line Maintenance - 26th February 2014 WebDocument7 pagesABT - Price List - Line Maintenance - 26th February 2014 WebEstevam Gomes de AzevedoNo ratings yet
- Vector SpacesDocument10 pagesVector SpacesAbsensi RidwanNo ratings yet
- Ec8691 MPMC Question BankDocument41 pagesEc8691 MPMC Question BankManimegalaiNo ratings yet