Vacuum Oil Quenching: Applications and Unique Properties
Vacuum Oil Quenching: Applications and Unique Properties
Download as pdf or txt
You might also like
- Vacuum Hardening HssDocument6 pagesVacuum Hardening Hssharanus2000No ratings yet
- Omv enDocument50 pagesOmv enMuhamad Saukie100% (1)
- Igtc2003tokyo ts098Document7 pagesIgtc2003tokyo ts0981hass1No ratings yet
- C CC CC: CCCCCCCCCCCCCCCCDocument27 pagesC CC CC: CCCCCCCCCCCCCCCCMuhammadTanzeeLUsmanNo ratings yet
- Simulation of A Visbreaking UnitDocument5 pagesSimulation of A Visbreaking UnitPablo PaganiNo ratings yet
- 2007 Rev Revamping AtmosphericDocument3 pages2007 Rev Revamping Atmosphericsyamsudin2006No ratings yet
- Vacuum Heat Treatment of FastenersDocument6 pagesVacuum Heat Treatment of Fastenersshunmu_scribNo ratings yet
- An Atmospheric Crude Tower RevampDocument6 pagesAn Atmospheric Crude Tower RevampMarlon Arteaga100% (1)
- Vis BreakingDocument21 pagesVis BreakingAhmed Hassan RashedNo ratings yet
- Wear Procces DieselsDocument6 pagesWear Procces Dieselsargentum19619692No ratings yet
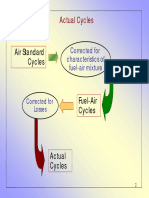
- Qip-Ice-09-Actual Cycles PDFDocument28 pagesQip-Ice-09-Actual Cycles PDFankit ghildiyalNo ratings yet
- Houghton On QuenchingDocument76 pagesHoughton On QuenchingHigginsDitchNo ratings yet
- 3 Gas and Oil FuelsDocument20 pages3 Gas and Oil FuelsCristhian Garcia VillarroelNo ratings yet
- 9 Actual CyclesDocument27 pages9 Actual Cyclesxemovi7309No ratings yet
- 3 CDU W Pinch Analysis LiebmannDocument13 pages3 CDU W Pinch Analysis LiebmannAnsinath Barathi100% (1)
- Economizers: Colin FrenchDocument6 pagesEconomizers: Colin Frenchsathesh100% (1)
- Design Combustion ReactorDocument8 pagesDesign Combustion ReactorTibi OprutaNo ratings yet
- Design and Operating - Fouling CDU HeatersDocument8 pagesDesign and Operating - Fouling CDU HeatersFranklin Santiago Suclla Podesta100% (2)
- 2020 Technology and Operation of A Hot Rolling MilDocument8 pages2020 Technology and Operation of A Hot Rolling MilHakanNo ratings yet
- Fallsem2016-17 2134 RM001 09-Aug-2016 Che2006 THDocument35 pagesFallsem2016-17 2134 RM001 09-Aug-2016 Che2006 THsinsnigNo ratings yet
- Temperature Pressure Ls Diesel EnginesDocument8 pagesTemperature Pressure Ls Diesel EnginesCvita CvitićNo ratings yet
- Blast Furnace Bosh Design and RepairsDocument16 pagesBlast Furnace Bosh Design and RepairsAnindya RoyNo ratings yet
- Burners: Air-Steam Atomizing Oil BurnersDocument8 pagesBurners: Air-Steam Atomizing Oil BurnersAhmed GadNo ratings yet
- Boiler BurnerDocument12 pagesBoiler BurnerSumeet SawantNo ratings yet
- Boiler Heat Transfer Theory-02Document18 pagesBoiler Heat Transfer Theory-02Sai SwaroopNo ratings yet
- Bwts Library 105 327Document12 pagesBwts Library 105 327joão_scherer_1No ratings yet
- Quench Press ProcessDocument6 pagesQuench Press ProcessLORENZO GOMEZNo ratings yet
- Heater TubesDocument8 pagesHeater TubesJay Lawson0% (1)
- Refinery BasicsDocument31 pagesRefinery Basicsanurag100% (1)
- Temperature Pressure Ls Diesel Engines PDFDocument8 pagesTemperature Pressure Ls Diesel Engines PDFПетрNo ratings yet
- Cast Heater White PaperDocument3 pagesCast Heater White Paperssmith2007No ratings yet
- Siemens Gas Turbine SGT 500 Crude OilDocument10 pagesSiemens Gas Turbine SGT 500 Crude Oilgeverett2765No ratings yet
- CDU DesignDocument8 pagesCDU DesignAnonymous DcE7fcjSwNo ratings yet
- The Herring Group, Inc.: Professional Support ServicesDocument24 pagesThe Herring Group, Inc.: Professional Support ServicesskluxNo ratings yet
- Petroleum Technology-Part Iii: The Process & Technology of CrackingDocument23 pagesPetroleum Technology-Part Iii: The Process & Technology of CrackingSrikrishnan KrishNo ratings yet
- Aph 15Document0 pagesAph 15Parameswararao BillaNo ratings yet
- Low Press Carbg and High Press QNCHGDocument56 pagesLow Press Carbg and High Press QNCHGskluxNo ratings yet
- Soot Deposits and Fires in Exhaust Gas BoilersDocument21 pagesSoot Deposits and Fires in Exhaust Gas BoilersJose G. CastilloNo ratings yet
- Fuel Savings For Slab Reheating Furnaces Through Oxyfuel CombustionDocument6 pagesFuel Savings For Slab Reheating Furnaces Through Oxyfuel CombustionДимитър СлавовNo ratings yet
- ABB Turbocharging - Operating Turbochargers PDFDocument35 pagesABB Turbocharging - Operating Turbochargers PDFrajishrrrNo ratings yet
- HSD Term 22-23 EvenDocument38 pagesHSD Term 22-23 EvenViraj ParmarNo ratings yet
- Steam Generator PerformanceDocument7 pagesSteam Generator Performancervkumar61No ratings yet
- Faculty of Geology and Petroleum Engineering 2Document11 pagesFaculty of Geology and Petroleum Engineering 2Алишер ДжумагуловNo ratings yet
- Boil-Off Gas Handling Onboard LNG Fuelled ShipsDocument6 pagesBoil-Off Gas Handling Onboard LNG Fuelled ShipsPutu Indra Mahatrisna100% (1)
- Thermal Recovery Processes: ReferenceDocument10 pagesThermal Recovery Processes: Referenceحسين رامي كريم A 12No ratings yet
- Lecture 8 Conversion Processes-1Document27 pagesLecture 8 Conversion Processes-1Youssif SalamaNo ratings yet
- Overiew of Comb Cycle Rev 7.0 - Part 1Document161 pagesOveriew of Comb Cycle Rev 7.0 - Part 1Balajirao SamathamNo ratings yet
- Soot Deposits and Fires in Exhaust Gas Boilers: MAN DieselDocument28 pagesSoot Deposits and Fires in Exhaust Gas Boilers: MAN Dieselvran77No ratings yet
- Cooling of IC EnginesDocument11 pagesCooling of IC EnginesVARUN VARMA JAGANATHNo ratings yet
- Economizer, Furnace, Burner, Air Fuel RatioDocument11 pagesEconomizer, Furnace, Burner, Air Fuel RatioPriyaNo ratings yet
- Assignment: Cogeneration and Waste Heat Recovery SystemsDocument8 pagesAssignment: Cogeneration and Waste Heat Recovery Systemsd_raj187No ratings yet
- Thermal Barrier Coating For Gas Turbine EngineDocument10 pagesThermal Barrier Coating For Gas Turbine EngineArif KhanNo ratings yet
- Good Heater Specifications Pay OffDocument6 pagesGood Heater Specifications Pay Offrvkumar61100% (2)
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- Marvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SFrom EverandMarvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- The Art of Lead Burning: A practical treatise explaining the apparatus and processesFrom EverandThe Art of Lead Burning: A practical treatise explaining the apparatus and processesNo ratings yet
- Leaded Nickel SilverDocument1 pageLeaded Nickel Silvermp87_ingNo ratings yet
- Cox MerzDocument4 pagesCox MerzJohnNo ratings yet
- LDM CuNi7Zn39Pb3Mn2 MSDSDocument4 pagesLDM CuNi7Zn39Pb3Mn2 MSDSmp87_ingNo ratings yet
- Using The Power Law Model To Quantify Shear Thinning Behavior On A Rotational RheometerDocument7 pagesUsing The Power Law Model To Quantify Shear Thinning Behavior On A Rotational Rheometermp87_ingNo ratings yet
- Ball Pen in 4 Colours With Medium Point: Main FeaturesDocument1 pageBall Pen in 4 Colours With Medium Point: Main Featuresmp87_ingNo ratings yet
- CDA Benzotriazole Corrosion Inhibitor For Copper Alloys PDFDocument10 pagesCDA Benzotriazole Corrosion Inhibitor For Copper Alloys PDFmp87_ingNo ratings yet
- Fatigue, Static Tensile Strength and Stress Corrosion of Aircraft Materials and StructuresDocument232 pagesFatigue, Static Tensile Strength and Stress Corrosion of Aircraft Materials and Structuresmp87_ing100% (1)
- JIS G4805:1999 High Carbon Chromium Bearing SteelsDocument34 pagesJIS G4805:1999 High Carbon Chromium Bearing Steelsmp87_ingNo ratings yet
- SANDVIK Understanding Cemented Carbide PDFDocument20 pagesSANDVIK Understanding Cemented Carbide PDFmp87_ingNo ratings yet
- Alloy CarbidesDocument2 pagesAlloy Carbidesmp87_ing100% (1)
- Wall Colmonoy Surfacing Alloys Selector ChartDocument3 pagesWall Colmonoy Surfacing Alloys Selector Chartmp87_ingNo ratings yet
- Strategies For Eliminating DecarburizationDocument3 pagesStrategies For Eliminating Decarburizationmp87_ingNo ratings yet
- Understanding Magnesium Heat TreatmentDocument2 pagesUnderstanding Magnesium Heat Treatmentmp87_ingNo ratings yet
- A Chrome Alternative For Corrosive EnvironmentsDocument3 pagesA Chrome Alternative For Corrosive Environmentsmp87_ingNo ratings yet
- Interpreting Carburized Case DepthsDocument4 pagesInterpreting Carburized Case Depthsmp87_ing100% (1)
- Revealing Prior-Austenite Grain Boundaries in Heat-Treated SteelsDocument5 pagesRevealing Prior-Austenite Grain Boundaries in Heat-Treated Steelsmp87_ingNo ratings yet
- Portfolios Assessment: Prepared By: Dolgor G. Anujin D. Khongorzul M. Narangerel KHDocument20 pagesPortfolios Assessment: Prepared By: Dolgor G. Anujin D. Khongorzul M. Narangerel KHНаран ГэрэлNo ratings yet
- Chopra Book ReviewDocument3 pagesChopra Book ReviewShawkat Tanveer RahmanNo ratings yet
- Updates Dec09 AIAG FMEA-Ranking-TablesDocument3 pagesUpdates Dec09 AIAG FMEA-Ranking-TablesSuresh Velu100% (1)
- New Microsoft Word Document BBBDocument139 pagesNew Microsoft Word Document BBBrhinonanaNo ratings yet
- United States v. Harold Joseph Rosenthal, Philip Anthony Bonadonna, Robert Edward Dunleavy, Jr., George Lombardi, Garland Hubert Watson, Larry Roger Stewart, Joseph Vincent Junker, United States of America v. Rose Marie Junker, United States of America v. Dennis Wayne Wilson, 801 F.2d 378, 11th Cir. (1986)Document3 pagesUnited States v. Harold Joseph Rosenthal, Philip Anthony Bonadonna, Robert Edward Dunleavy, Jr., George Lombardi, Garland Hubert Watson, Larry Roger Stewart, Joseph Vincent Junker, United States of America v. Rose Marie Junker, United States of America v. Dennis Wayne Wilson, 801 F.2d 378, 11th Cir. (1986)Scribd Government DocsNo ratings yet
- Double OB With BOS Bounce: Smart Money Concept - SMCDocument8 pagesDouble OB With BOS Bounce: Smart Money Concept - SMCPlay PositionNo ratings yet
- Food Eating Habits Vocabulary Quiz - 40566Document2 pagesFood Eating Habits Vocabulary Quiz - 40566lanaNo ratings yet
- Operating and Maintenance Manual: Model "SRN and HRN" Atmospheric Steam BoilerDocument116 pagesOperating and Maintenance Manual: Model "SRN and HRN" Atmospheric Steam BoilerAntonio MoralesNo ratings yet
- Custom - AspxDocument11 pagesCustom - Aspxelvi036246No ratings yet
- Columbia County Property Transfers 5-2 To 5-8Document1 pageColumbia County Property Transfers 5-2 To 5-8augustapressNo ratings yet
- Scope Resolution Via LEGB RuleDocument8 pagesScope Resolution Via LEGB RuleArpanaNo ratings yet
- An Automatic Egg Collection Systerm - June 2022 EdittedDocument38 pagesAn Automatic Egg Collection Systerm - June 2022 EdittedWamema joshuaNo ratings yet
- Introduction To Migration To New General LedgerDocument18 pagesIntroduction To Migration To New General LedgerGurpreet Singh100% (1)
- Acp-2010 2320 DS (041123) 20230412143317Document2 pagesAcp-2010 2320 DS (041123) 20230412143317Quân BùiNo ratings yet
- Isaac Kwanin BoachieDocument4 pagesIsaac Kwanin BoachieIbrahimNo ratings yet
- Rule 48 Precautions Against Leakage Before ConnectionDocument23 pagesRule 48 Precautions Against Leakage Before ConnectionRK KNo ratings yet
- Danimal in South Africa-Management Innovation at The Bottom of The PyramidDocument15 pagesDanimal in South Africa-Management Innovation at The Bottom of The PyramidANANDYITA SINHANo ratings yet
- Pavement Design Manual: Arizona Department of TransportationDocument71 pagesPavement Design Manual: Arizona Department of TransportationGeorge ClooneyNo ratings yet
- 1.sonokinetic Carousel 2020 Product ManualDocument13 pages1.sonokinetic Carousel 2020 Product ManualVictor HugoNo ratings yet
- Class 10 Computer Application Code 165 Study MaterialDocument2 pagesClass 10 Computer Application Code 165 Study Material71989100% (3)
- Chapter IV PLANING CRAFT - Daniel SavitskyDocument29 pagesChapter IV PLANING CRAFT - Daniel Savitskyldigas100% (1)
- 2020 IJDRBE - Modular School DesignDocument13 pages2020 IJDRBE - Modular School DesignWidya PNo ratings yet
- Caudle StatementDocument9 pagesCaudle StatementThereseApelNo ratings yet
- BUSINESS PLAN-mabek Hair StudioDocument6 pagesBUSINESS PLAN-mabek Hair StudioBright IdemudiaNo ratings yet
- Supreme Court: Domingo E. de Lara & Associates For Petitioner. Manual A. Alvero & Associates For Private RespondentDocument37 pagesSupreme Court: Domingo E. de Lara & Associates For Petitioner. Manual A. Alvero & Associates For Private RespondentMaria Zola Estela GeyrozagaNo ratings yet
- Alohomora Unlocking Data Quality Causes Through Event Log ContexDocument16 pagesAlohomora Unlocking Data Quality Causes Through Event Log Contexsanaz.mohammadzade13No ratings yet
- Matecconf Sacam21 00024Document12 pagesMatecconf Sacam21 00024mariamalloney1730No ratings yet
- T-Bar Product InformationDocument14 pagesT-Bar Product InformationEd2sverissimoNo ratings yet
- 2.advanced Compiler Support For ILPDocument16 pages2.advanced Compiler Support For ILPThyaga Rajan100% (1)
- Foundation-1.5 SA & DADocument1 pageFoundation-1.5 SA & DADhilipkumar GNo ratings yet