Production Technology of ROPS Cab: Technical Paper
Production Technology of ROPS Cab: Technical Paper
Download as pdf or txt
You might also like
- Dreams of Gods & Monsters by Laini Taylor (SAMPLE)Document34 pagesDreams of Gods & Monsters by Laini Taylor (SAMPLE)Little, Brown Books for Young Readers100% (4)
- Theory Application of Roll Forming (2010) - WebDocument21 pagesTheory Application of Roll Forming (2010) - WebVenugopalan Manaladikalam100% (1)
- Enhanced Punching Shear MethodDocument4 pagesEnhanced Punching Shear Methodgks6043No ratings yet
- Fabrication of U-Type, V-Type, L-Type Angle Bending MachineDocument74 pagesFabrication of U-Type, V-Type, L-Type Angle Bending MachineCrispNo ratings yet
- Reinforced Concrete Buildings: Behavior and DesignFrom EverandReinforced Concrete Buildings: Behavior and DesignRating: 5 out of 5 stars5/5 (1)
- Pamo 6184346 40Document2 pagesPamo 6184346 40shirley hickinbothamNo ratings yet
- Design of A Carbon Fiber Bicycle Stem Using An Internal Bladder and Resin Transfer MoldingDocument10 pagesDesign of A Carbon Fiber Bicycle Stem Using An Internal Bladder and Resin Transfer MoldingKỹ Sư Cùi BắpNo ratings yet
- Rapid Prototyping Using 3-D WeldingDocument11 pagesRapid Prototyping Using 3-D WeldingSundar SivamNo ratings yet
- Ijesrt: International Journal of Engineering Sciences & Research TechnologyDocument11 pagesIjesrt: International Journal of Engineering Sciences & Research TechnologySanthosh LingappaNo ratings yet
- Stress Analysis of Mast Structure For Water-Well Drilling MachineDocument8 pagesStress Analysis of Mast Structure For Water-Well Drilling MachineBruno Santos100% (1)
- Casting Simulation For Sand Casting of Flywheel: Naveen Hebsur, Sunil MangshettyDocument5 pagesCasting Simulation For Sand Casting of Flywheel: Naveen Hebsur, Sunil MangshettyAkshayNo ratings yet
- Design and Optimization of Runner and Gating Systems For Permanent Mould CastingDocument7 pagesDesign and Optimization of Runner and Gating Systems For Permanent Mould CastingJulie TremblayNo ratings yet
- Topoloji Optimizasyonu Eklemeli Düşük Titreşimli DişliDocument11 pagesTopoloji Optimizasyonu Eklemeli Düşük Titreşimli DişlimsykralNo ratings yet
- Dsi and Anly ProjectDocument17 pagesDsi and Anly ProjectGurpreet singhNo ratings yet
- Is 800 2007Document300 pagesIs 800 2007Deepak MeenaNo ratings yet
- Precast Prestressed Concrete Horizontally Curved Bridge BeamsDocument42 pagesPrecast Prestressed Concrete Horizontally Curved Bridge BeamsEdward van Martino100% (1)
- Optimization For Extrusion Process of Aluminum Controller HousingDocument6 pagesOptimization For Extrusion Process of Aluminum Controller Housingdimaskentuk13No ratings yet
- Cold Metal Transfer: A Revolution in Mechanised Root Pass Pipeline WeldingDocument3 pagesCold Metal Transfer: A Revolution in Mechanised Root Pass Pipeline Weldingargentino_ar01No ratings yet
- Study On Design of Casing of Steam TurbineDocument3 pagesStudy On Design of Casing of Steam Turbinesevero97No ratings yet
- Sheet Incremental Forming: Advantages of Robotised Cells vs. CNC MachinesDocument23 pagesSheet Incremental Forming: Advantages of Robotised Cells vs. CNC MachinesManolo GipielaNo ratings yet
- International Journal of Computational Engineering Research (IJCER)Document8 pagesInternational Journal of Computational Engineering Research (IJCER)International Journal of computational Engineering research (IJCER)No ratings yet
- Semi-Automated Micro Assembly For Rapid Prototyping of A One DOF Surgical WristDocument7 pagesSemi-Automated Micro Assembly For Rapid Prototyping of A One DOF Surgical WristDur MolNo ratings yet
- Rapid Investment Casting: Direct and Indirect Approaches Via Fused Deposition ModellingDocument9 pagesRapid Investment Casting: Direct and Indirect Approaches Via Fused Deposition ModellingNitin GroverNo ratings yet
- A New Method For Roll Pass Design Optimi PDFDocument12 pagesA New Method For Roll Pass Design Optimi PDFFarooq Ameer Jordan WalaNo ratings yet
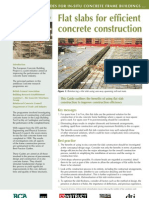
- Flat Slab (Efficient Construction)Document4 pagesFlat Slab (Efficient Construction)tanhh5678No ratings yet
- International Journal of Engineering Research and Development (IJERD)Document7 pagesInternational Journal of Engineering Research and Development (IJERD)IJERDNo ratings yet
- New Welding Tubular Joint Used For JacketDocument6 pagesNew Welding Tubular Joint Used For JacketTien Hong DoNo ratings yet
- BR G-7Document37 pagesBR G-7Birhanu AsfawNo ratings yet
- Werner Arnold and Ernst Rottenkolber - Penetrator/Shaped Charge System Part II: Influence of Design ParametersDocument8 pagesWerner Arnold and Ernst Rottenkolber - Penetrator/Shaped Charge System Part II: Influence of Design ParametersSodaMoussez100% (1)
- FULLTEXT01 RemovedDocument35 pagesFULLTEXT01 RemovedJUAN DAVID PRADO CORTESNo ratings yet
- Channel RollingDocument12 pagesChannel Rollingzubair ahmadNo ratings yet
- 2009.1 Optimization of Die Design For Forging of A Turbo-Charger Impeller and A Ring Gear Using Process SimulationDocument17 pages2009.1 Optimization of Die Design For Forging of A Turbo-Charger Impeller and A Ring Gear Using Process SimulationAbuabdullahZakiNo ratings yet
- Development of Complex Patterns: Scope and Benefits of Rapid Prototyping in FoundriesDocument5 pagesDevelopment of Complex Patterns: Scope and Benefits of Rapid Prototyping in FoundriesPrasad RaikarNo ratings yet
- Detailing For Economy: 8.1 Detailing On Design Engineer's DrawingsDocument4 pagesDetailing For Economy: 8.1 Detailing On Design Engineer's DrawingsJoel Koma EmesangeNo ratings yet
- Set#5 Research Proposal-Basic ElementsDocument18 pagesSet#5 Research Proposal-Basic Elementsanisa tyaasNo ratings yet
- A Project Progress Report ON "Roller Metal Bender": Bachelor of Technology IN Mechanical EngineeringDocument15 pagesA Project Progress Report ON "Roller Metal Bender": Bachelor of Technology IN Mechanical EngineeringGourav KashyapNo ratings yet
- Advanced Design and Optimization of Steel Portal Frames: January 2010Document18 pagesAdvanced Design and Optimization of Steel Portal Frames: January 2010مازن ال بدريNo ratings yet
- Amp 16606 P 31 CastDocument3 pagesAmp 16606 P 31 Castعلی ایروانیNo ratings yet
- Ijramt 2 4 52Document8 pagesIjramt 2 4 52arjun.recordsNo ratings yet
- 2002 Mitsuo Hashimoto V 2002Document8 pages2002 Mitsuo Hashimoto V 2002ralish12No ratings yet
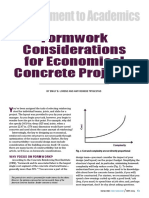
- PCA - CI-Economical-Concrete-Formwork PDFDocument4 pagesPCA - CI-Economical-Concrete-Formwork PDFMIKHA2014No ratings yet
- Shim 2016Document26 pagesShim 2016arif usmanNo ratings yet
- Irjet V2i4147 PDFDocument5 pagesIrjet V2i4147 PDFPrasad RaikarNo ratings yet
- Process Simulation and Quality Evaluation of Incremental Sheet FormingDocument13 pagesProcess Simulation and Quality Evaluation of Incremental Sheet FormingNigus TeklehaymanotNo ratings yet
- RPT Sheet Metal FormingDocument9 pagesRPT Sheet Metal FormingdevheadbotNo ratings yet
- Shot Crete 2005Document5 pagesShot Crete 2005Anonymous UebIaD8A8CNo ratings yet
- PTC 2009 1.2 FokensDocument7 pagesPTC 2009 1.2 Fokenskaliappan45490No ratings yet
- ID: SEE 013: Transfloor Slab System-A Convenient Approach of RC ConstructionDocument6 pagesID: SEE 013: Transfloor Slab System-A Convenient Approach of RC Constructionnaba1577No ratings yet
- 3 17Document7 pages3 17manowarNo ratings yet
- 3 17 PDFDocument7 pages3 17 PDFmiguelcabezasb3268No ratings yet
- Design Optimization of Floor CranesDocument3 pagesDesign Optimization of Floor CranesATSNo ratings yet
- Cold Roll Forming Process Design Based On The Induction of Analytical Knowledge by Considering Material and Geometry EffectsDocument9 pagesCold Roll Forming Process Design Based On The Induction of Analytical Knowledge by Considering Material and Geometry Effectsassetio8185No ratings yet
- Advanced Design and Optimization of Steel Portal Frames: January 2010Document18 pagesAdvanced Design and Optimization of Steel Portal Frames: January 2010basel abduNo ratings yet
- Durability Design of Concrete Structures: Phenomena, Modeling, and PracticeFrom EverandDurability Design of Concrete Structures: Phenomena, Modeling, and PracticeNo ratings yet
- Sustainable Steel Buildings: A Practical Guide for Structures and EnvelopesFrom EverandSustainable Steel Buildings: A Practical Guide for Structures and EnvelopesBernhard HaukeNo ratings yet
- Modernisation, Mechanisation and Industrialisation of Concrete StructuresFrom EverandModernisation, Mechanisation and Industrialisation of Concrete StructuresNo ratings yet
- Estimator's Piping Man-hours Tool: Estimating Man-hours for Carbon Steel Process Piping Projects. Manual of Man-hours, ExamplesFrom EverandEstimator's Piping Man-hours Tool: Estimating Man-hours for Carbon Steel Process Piping Projects. Manual of Man-hours, ExamplesNo ratings yet
- High-Efficiency Weld Robot: Technical PaperDocument8 pagesHigh-Efficiency Weld Robot: Technical Paperjose rosasNo ratings yet
- 165 E01 PDFDocument6 pages165 E01 PDFjose rosasNo ratings yet
- 151-02 e PDFDocument5 pages151-02 e PDFjose rosasNo ratings yet
- 158-02 e PDFDocument6 pages158-02 e PDFjose rosasNo ratings yet
- Application of Robots in Radioactive Environment: A Review: March 2014Document6 pagesApplication of Robots in Radioactive Environment: A Review: March 2014shintoNo ratings yet
- A Disaster Is A Serious Disruption of The Functioning of A Community or A Society Involving Widespread HumanDocument6 pagesA Disaster Is A Serious Disruption of The Functioning of A Community or A Society Involving Widespread HumanJeeya PandeyNo ratings yet
- Letter of ComplaintDocument1 pageLetter of ComplaintLau HeritierNo ratings yet
- 3.D.4 NPC vs. CADocument1 page3.D.4 NPC vs. CAJohannes Jude Alaba100% (1)
- Physics - Unit 1 (Mechanics)Document49 pagesPhysics - Unit 1 (Mechanics)hippohorse100% (1)
- Sentence ErrorsDocument6 pagesSentence ErrorsShalini Ram0% (1)
- TGL 44Document188 pagesTGL 44Christina GrayNo ratings yet
- Syracuse NY Herald 1912 A - 2770Document1 pageSyracuse NY Herald 1912 A - 2770TitanicwareNo ratings yet
- Alarp-Comah 2003Document18 pagesAlarp-Comah 2003kenoly123No ratings yet
- Accident Investigation: Introduction To EffectiveDocument28 pagesAccident Investigation: Introduction To EffectiveBabbooNo ratings yet
- Pasado Simple ContinuoDocument14 pagesPasado Simple ContinuoNievesNo ratings yet
- FUELTANKSAFETY caaUKDocument40 pagesFUELTANKSAFETY caaUKVojinovic Vojin100% (2)
- Engineered System Failure AnalysisDocument68 pagesEngineered System Failure AnalysisAdimasu AyeleNo ratings yet
- Contractor Health - Safety - Environment Management System - CHSEMSDocument124 pagesContractor Health - Safety - Environment Management System - CHSEMSAmarNo ratings yet
- Granular Solids, Liquids, and GasesDocument15 pagesGranular Solids, Liquids, and Gasescocomluis135790No ratings yet
- BP Process Safety Series, Control of Work-2007Document91 pagesBP Process Safety Series, Control of Work-2007Ranger100% (3)
- Facyson IncidentreportDocument2 pagesFacyson Incidentreportapi-457026656No ratings yet
- Utah DEQ Incident Report For Price River Tanker SpillDocument1 pageUtah DEQ Incident Report For Price River Tanker SpillKUER NewsNo ratings yet
- Shinkansen Teiden de Tachi OojooDocument4 pagesShinkansen Teiden de Tachi OojooAndres1984No ratings yet
- Captain Jason Graber: Metro. Washington Airports Authority FRD Safety & Training Division March 2010Document37 pagesCaptain Jason Graber: Metro. Washington Airports Authority FRD Safety & Training Division March 2010andresrendonNo ratings yet
- Assessment of Process SafetyDocument147 pagesAssessment of Process SafetyMiguel MonsalveNo ratings yet
- Lab ManualDocument34 pagesLab ManualSamuelPannierselvamShirleyNo ratings yet
- Traffic Accident Investigation PDFDocument40 pagesTraffic Accident Investigation PDFyosel sanoyNo ratings yet
- English Unit 10 The Airline IndustryDocument4 pagesEnglish Unit 10 The Airline IndustrypaolamerloNo ratings yet
- Draft - SIA Design-For-Safety (DFS) HandbookDocument13 pagesDraft - SIA Design-For-Safety (DFS) HandbookscegtsNo ratings yet
- Activity 1Document8 pagesActivity 1Jose Ignacio Sanchez ArenasNo ratings yet
- CCHN 1950sDocument559 pagesCCHN 1950sdyanocha220No ratings yet
- Towing ProcedureDocument8 pagesTowing ProcedureAhmadFaisalNo ratings yet