A 148 - A148M - 93b R98 QTE0OC05M0JSOTG - PDF
A 148 - A148M - 93b R98 QTE0OC05M0JSOTG - PDF
Download as pdf or txt
You might also like
- ISO 23599-2012 - Tactile TileDocument46 pagesISO 23599-2012 - Tactile TileAnjali AnjuNo ratings yet
- Icri 310-2R-2013Document54 pagesIcri 310-2R-2013Anjali Anju100% (1)
- Astm A 995-2019Document6 pagesAstm A 995-2019Kamal Thummar100% (2)
- ISO 23599-2012 - Tactile Tile PDFDocument46 pagesISO 23599-2012 - Tactile Tile PDFAnjali Anju100% (1)
- II Hardened Concrete Unit IVDocument70 pagesII Hardened Concrete Unit IVSumanth ChallaNo ratings yet
- Astm A148Document4 pagesAstm A148Michael Skrable100% (2)
- TT S 00230CDocument33 pagesTT S 00230CAnjali AnjuNo ratings yet
- CLX-Ex Online Residual Chlorine Monitor: Owner'S ManualDocument45 pagesCLX-Ex Online Residual Chlorine Monitor: Owner'S ManualIgor DoroshchukNo ratings yet
- Norma Astm A 148pdfDocument3 pagesNorma Astm A 148pdfLeo AislanNo ratings yet
- Astm A 148 Cast SteelDocument4 pagesAstm A 148 Cast SteelVernon Jiménez Fonseca100% (1)
- A148A148MDocument4 pagesA148A148MDeryck SebestyenNo ratings yet
- Steel Castings, High Strength, For Structural PurposesDocument4 pagesSteel Castings, High Strength, For Structural Purposesdelta lab sangliNo ratings yet
- A 148 - A 148M - 02 Qte0oc0wmgDocument4 pagesA 148 - A 148M - 02 Qte0oc0wmgtruongminhhoangNo ratings yet
- Steel Castings, High Strength, For Structural PurposesDocument4 pagesSteel Castings, High Strength, For Structural Purposesromildasantos.psNo ratings yet
- Astm A148 PDFDocument4 pagesAstm A148 PDFHimanshu Singh100% (1)
- Astm A148-03Document4 pagesAstm A148-03ChristopheNo ratings yet
- A958Document5 pagesA958DeepakRajurkarNo ratings yet
- Astm A148-A148m (2020)Document4 pagesAstm A148-A148m (2020)AHMED SAMIR ALEMDARNo ratings yet
- Pressure Vessel Plates, Alloy Steel, High-Strength, Quenched and TemperedDocument3 pagesPressure Vessel Plates, Alloy Steel, High-Strength, Quenched and TemperedPorfirio Ruiz GascaNo ratings yet
- Steel Castings, Carbon, For General ApplicationDocument4 pagesSteel Castings, Carbon, For General ApplicationSofia YuliNo ratings yet
- Astm A 148Document4 pagesAstm A 148Telmo VianaNo ratings yet
- ASTM A 395 2014, Standard SpecificationDocument8 pagesASTM A 395 2014, Standard SpecificationSanjay GadhaviNo ratings yet
- Martensitic Stainless Steel Forgings and Forging Stock For High-Temperature ServiceDocument4 pagesMartensitic Stainless Steel Forgings and Forging Stock For High-Temperature ServiceTamil funNo ratings yet
- Pressure Vessel Plates, Alloy Steel, Chromium-Molybdenum-TungstenDocument3 pagesPressure Vessel Plates, Alloy Steel, Chromium-Molybdenum-TungstenSama UmateNo ratings yet
- Vacuum-Treated Carbon and Alloy Steel Forgings For Turbine Rotors and ShaftsDocument7 pagesVacuum-Treated Carbon and Alloy Steel Forgings For Turbine Rotors and Shaftsseptian dwi cahyoNo ratings yet
- Vacuum-Treated Carbon and Alloy Steel Forgings For Turbine Rotors and ShaftsDocument7 pagesVacuum-Treated Carbon and Alloy Steel Forgings For Turbine Rotors and Shaftsalucard375No ratings yet
- Astm A395-1999 (2018)Document8 pagesAstm A395-1999 (2018)senthil selvarajNo ratings yet
- A297 A297mDocument4 pagesA297 A297mVeerrajuChowdaryNo ratings yet
- Steel Castings, Carbon, For General ApplicationDocument4 pagesSteel Castings, Carbon, For General Applicationsandeep acharNo ratings yet
- Astm A351Document6 pagesAstm A351Rahul SinghNo ratings yet
- Standard Specification For Castings, Austenitic-Ferritic (Duplex) Stainless Steel, For Pressure-Containing PartsDocument6 pagesStandard Specification For Castings, Austenitic-Ferritic (Duplex) Stainless Steel, For Pressure-Containing PartsFayez Al-ahmadiNo ratings yet
- Astm A958Document4 pagesAstm A958felipe.nNo ratings yet
- A560 - Castings Chromium Nickel AlloyDocument3 pagesA560 - Castings Chromium Nickel AlloychemtausifNo ratings yet
- A351a351m-14 10877Document5 pagesA351a351m-14 10877Lalit PatelNo ratings yet
- Astm A995 A995m 20Document4 pagesAstm A995 A995m 20Shubham Sardesai- Jaywant EngineeringNo ratings yet
- Pressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServiceDocument4 pagesPressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServiceRodolfoNo ratings yet
- A27-A27m Standard Specification For Steel Castings, Carbon, For General ApplicationDocument4 pagesA27-A27m Standard Specification For Steel Castings, Carbon, For General Applicationarmando0212-1No ratings yet
- Astm A351Document5 pagesAstm A351Iksan MustofaNo ratings yet
- Astm A27Document4 pagesAstm A27MAX ALBERTO JUAREZ AVALOSNo ratings yet
- Astm A995 A995m 13 2013 PDFDocument4 pagesAstm A995 A995m 13 2013 PDFdelta lab sangli0% (1)
- Stainless and Heat-Resisting Chromium Steel Plate, Sheet, and StripDocument2 pagesStainless and Heat-Resisting Chromium Steel Plate, Sheet, and StripAlejandro ValdesNo ratings yet
- ASTM A565 A565M 10 2017 E1Document2 pagesASTM A565 A565M 10 2017 E1start.truck.groupNo ratings yet
- Astm A234-A234m-05Document8 pagesAstm A234-A234m-05NadhiraNo ratings yet
- Pressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServiceDocument3 pagesPressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServiceAyoun Ul HaqueNo ratings yet
- A0487 - A0487m-93r12 Esp de MaterialDocument6 pagesA0487 - A0487m-93r12 Esp de MaterialIvan AlanizNo ratings yet
- Ferritic Ductile Iron Pressure-Retaining Castings For Use at Elevated TemperaturesDocument8 pagesFerritic Ductile Iron Pressure-Retaining Castings For Use at Elevated TemperaturesAmit PathakNo ratings yet
- Standard Specification For Deformed and Plain Carbon-Steel Bars For Concrete ReinforcementDocument8 pagesStandard Specification For Deformed and Plain Carbon-Steel Bars For Concrete ReinforcementJose Fernando Huayhua Apfata100% (1)
- A517a517m-17 1.04 PDFDocument4 pagesA517a517m-17 1.04 PDFlean guerreroNo ratings yet
- A351a 351m 03 PDFDocument6 pagesA351a 351m 03 PDFkannan vNo ratings yet
- Norma-Astm A 395 - 2004Document8 pagesNorma-Astm A 395 - 2004Gustavo GuidettiNo ratings yet
- A573 Standard Specification For Structural Carbon Steel Plates of Improved ToughnessDocument2 pagesA573 Standard Specification For Structural Carbon Steel Plates of Improved ToughnessSaimar Celeste Peñaloza GuanareNo ratings yet
- A351A351MDocument5 pagesA351A351MWanderlan Rodrigues da Silva100% (1)
- Steel Castings, Carbon, For General ApplicationDocument4 pagesSteel Castings, Carbon, For General ApplicationMai Văn LựcNo ratings yet
- A204A204M-12 Standard Specification For Pressure Vessel Plates, Alloy Steel, MolybdenumDocument3 pagesA204A204M-12 Standard Specification For Pressure Vessel Plates, Alloy Steel, MolybdenumDiego Egoávil MéndezNo ratings yet
- Castings, Austenitic, For Pressure-Containing PartsDocument5 pagesCastings, Austenitic, For Pressure-Containing PartsالGINIRAL FREE FIRENo ratings yet
- Pressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServiceDocument4 pagesPressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServicemarykongNo ratings yet
- Astm A351 16Document7 pagesAstm A351 16Nguyen JohnNo ratings yet
- QTQP NSX BDocument2 pagesQTQP NSX BOsama TaghlebiNo ratings yet
- Astm A1017.a1017m 2011 PDFDocument3 pagesAstm A1017.a1017m 2011 PDFjoao carlos protzNo ratings yet
- Steel Castings, Carbon, For General ApplicationDocument4 pagesSteel Castings, Carbon, For General ApplicationAlejandro Valdés RojasNo ratings yet
- ASTM A395 A395M 99 (Reapproved 2018) Standard Specification For Ferritic Ductile Iron Pressure-Retaining Castings For Use at Elevated TemperaturesDocument8 pagesASTM A395 A395M 99 (Reapproved 2018) Standard Specification For Ferritic Ductile Iron Pressure-Retaining Castings For Use at Elevated Temperaturesmarcio de rossiNo ratings yet
- Ref SA 515Document5 pagesRef SA 515nachoircNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Hand Book For Steel Structure Quality Control on SiteFrom EverandHand Book For Steel Structure Quality Control on SiteNo ratings yet
- Machining of Stainless Steels and Super Alloys: Traditional and Nontraditional TechniquesFrom EverandMachining of Stainless Steels and Super Alloys: Traditional and Nontraditional TechniquesNo ratings yet
- Influence of System Parameters Using Fuse Protection of Regenerative DC DrivesFrom EverandInfluence of System Parameters Using Fuse Protection of Regenerative DC DrivesNo ratings yet
- BS en 14617-1-2013Document12 pagesBS en 14617-1-2013Anjali AnjuNo ratings yet
- Traditional Method of WaterproofingDocument5 pagesTraditional Method of WaterproofingAnjali AnjuNo ratings yet
- Stripping Time As Per IS 456Document2 pagesStripping Time As Per IS 456Anjali AnjuNo ratings yet
- Trowel Notch SizesDocument1 pageTrowel Notch SizesAnjali AnjuNo ratings yet
- Is 3025 11 1983 PDFDocument6 pagesIs 3025 11 1983 PDFAnjali AnjuNo ratings yet
- AIGA 074 - 11 Safe Handling of CO2 Containers That Have Lost Pressure - Reformated Jan 12 PDFDocument30 pagesAIGA 074 - 11 Safe Handling of CO2 Containers That Have Lost Pressure - Reformated Jan 12 PDFAnjali Anju100% (1)
- As NZS 1428Document88 pagesAs NZS 1428Anjali AnjuNo ratings yet
- Creep of ConcreteDocument2 pagesCreep of ConcreteAnjali AnjuNo ratings yet
- Product Specifications: SymbolDocument2 pagesProduct Specifications: SymbolAnjali AnjuNo ratings yet
- BondingTilesOverWetseal WaterproofingDocument3 pagesBondingTilesOverWetseal WaterproofingAnjali AnjuNo ratings yet
- Apoorv VijDocument54 pagesApoorv VijAnjali AnjuNo ratings yet
- Astm b0117Document10 pagesAstm b0117Anjali AnjuNo ratings yet
- Bristile Roofing Technical Manua 21144804379Document107 pagesBristile Roofing Technical Manua 21144804379Anjali AnjuNo ratings yet
- Types20of20welding1 091203225849 Phpapp02 140905135330 Phpapp01Document73 pagesTypes20of20welding1 091203225849 Phpapp02 140905135330 Phpapp01Anjali AnjuNo ratings yet
- BC PunmiaDocument750 pagesBC PunmiaAssignment Uploader57% (83)
- 40 Questions June 2012Document12 pages40 Questions June 2012Anjali AnjuNo ratings yet
- 22 HP-JRP-KBP Circular Water Tank 1-9!2!2014Document8 pages22 HP-JRP-KBP Circular Water Tank 1-9!2!2014Anjali AnjuNo ratings yet
- A 319 - 71 R01 QtmxoqDocument2 pagesA 319 - 71 R01 QtmxoqAnjali AnjuNo ratings yet
- Anti Carbonation CoatingsDocument9 pagesAnti Carbonation CoatingsAnjali AnjuNo ratings yet
- Pandomo K2Document4 pagesPandomo K2Anjali AnjuNo ratings yet
- WC3210 - 3220 Parts Manual PDFDocument37 pagesWC3210 - 3220 Parts Manual PDFPreduta MonicaNo ratings yet
- BT Hóa Chapter 9Document2 pagesBT Hóa Chapter 9Giang TrươngNo ratings yet
- Air Dryer PDFDocument112 pagesAir Dryer PDFPrateekSinghBaghelNo ratings yet
- Passive SupportDocument49 pagesPassive SupportYoon HeoNo ratings yet
- Fe2o3 Jcpds FileDocument2 pagesFe2o3 Jcpds FileHimadri Chakraborti100% (1)
- Electra Sample Drawing 1Document17 pagesElectra Sample Drawing 1stelios_yuhas4576No ratings yet
- NF A35 080 1 Compress PDFDocument21 pagesNF A35 080 1 Compress PDFbeshoy naseefNo ratings yet
- NDT Inspector ResumeDocument5 pagesNDT Inspector ResumeulocksystemNo ratings yet
- Factors Affecting StrengthDocument5 pagesFactors Affecting StrengthIsbelNo ratings yet
- Sailer I Et Al. 2009 (JOMI)Document9 pagesSailer I Et Al. 2009 (JOMI)Alla MushkeyNo ratings yet
- GTDMC ReportDocument11 pagesGTDMC ReportOwais AhmedNo ratings yet
- St. Louis Regional Economic Adjustment Strategic Plan 2011 - AECOMDocument242 pagesSt. Louis Regional Economic Adjustment Strategic Plan 2011 - AECOMnextSTL.comNo ratings yet
- Truth and Consequences Solvent Entrapment and Osmotic Blistering PDFDocument3 pagesTruth and Consequences Solvent Entrapment and Osmotic Blistering PDFCristian Cisternas100% (1)
- Y Gravity Belt Thickener BGTDocument4 pagesY Gravity Belt Thickener BGTYousef AlipourNo ratings yet
- EfficientConsumerResponseECRByteam3 Converted1Document41 pagesEfficientConsumerResponseECRByteam3 Converted1jasmineNo ratings yet
- Purchase Order To Work Order - Planning ProductionDocument10 pagesPurchase Order To Work Order - Planning ProductionAlfian ImaduddinNo ratings yet
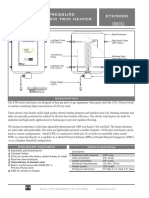
- Trim Heater PDFDocument2 pagesTrim Heater PDFsaadashfaq100% (1)
- Cycle Time Calculation-Unit - 1 - Industrial - Automation PDFDocument17 pagesCycle Time Calculation-Unit - 1 - Industrial - Automation PDFzainikamal1975No ratings yet
- EC TDS Beginners Guide To Prepreg Carbon FibreDocument21 pagesEC TDS Beginners Guide To Prepreg Carbon FibrecarlocopexNo ratings yet
- Ieee Shaft Voltages & Rotating MachineryDocument8 pagesIeee Shaft Voltages & Rotating Machinery36turkNo ratings yet
- Static Var Compensator (SVC)Document9 pagesStatic Var Compensator (SVC)KrishnanNo ratings yet
- Indian Standard - 2644Document8 pagesIndian Standard - 2644Biswajit DasNo ratings yet
- Packinox Catalytic ReformingDocument2 pagesPackinox Catalytic Reformingzohaib_farooqNo ratings yet
- BOSS Flamco Pipe Support SystemDocument64 pagesBOSS Flamco Pipe Support Systempaulo100% (1)
- Berger QAD Enamel PDFDocument2 pagesBerger QAD Enamel PDFMuthuKumarNo ratings yet
- Eeb Assignment - INFLATIONDocument6 pagesEeb Assignment - INFLATIONVidhu JainNo ratings yet
- Mechanical Properties of MaterialsDocument53 pagesMechanical Properties of MaterialsfanaNo ratings yet
- Chapter 13 - Applications and Processing of CeramicsDocument26 pagesChapter 13 - Applications and Processing of CeramicsAngelino PimentelNo ratings yet