Magnetic Particle Examination of Welds
Magnetic Particle Examination of Welds
Download as docx, pdf, or txt
At a glance
Powered by AI
The key takeaways are that magnetic particle testing is used to detect surface and subsurface imperfections in welds. It is carried out according to various standards to qualify welding processes and welder performance. Proper cleaning, equipment, lighting conditions, and evaluation criteria are important for conducting the test effectively.
Magnetic particle testing is carried out to qualify welding processes and welder performance according to various standards. It helps detect surface and subsurface imperfections in ferromagnetic welded materials.
Personnel conducting magnetic particle testing must be qualified to at least Level II according to standards like SNT/TC 1A, ISO 9712 or EN 473. They are responsible for performing the test, interpreting indications and reporting results as per requirements.
You might also like
- RT Film ReviewDocument1 pageRT Film Reviewpriti kumariNo ratings yet
- Welding Procedure For BOXNR Wagon (WPS)Document8 pagesWelding Procedure For BOXNR Wagon (WPS)Shekher Nikhil100% (1)
- Modes of Metal TransferDocument7 pagesModes of Metal TransfershruthiNo ratings yet
- A Method To Estimate The Performance Map of A Centrifugal Compressor StageDocument10 pagesA Method To Estimate The Performance Map of A Centrifugal Compressor StagesamiNo ratings yet
- IEEE 344 1987 - Recommended Practice For Seismic Qualification of Class 1E Equipment For Nuclear Power Generating StationsDocument43 pagesIEEE 344 1987 - Recommended Practice For Seismic Qualification of Class 1E Equipment For Nuclear Power Generating StationsJuan Manuel Gutierrez AguilarNo ratings yet
- SPL - PQR-WPS-SWPS SmawDocument7 pagesSPL - PQR-WPS-SWPS Smawgopuvinu4uNo ratings yet
- PEIPL-WI-01Electrode BakingDocument2 pagesPEIPL-WI-01Electrode BakingBalkishan Dyavanapelly100% (1)
- Is 7310 RequirementsDocument4 pagesIs 7310 RequirementsRavichandran Tirupattur SubramaniamNo ratings yet
- WPS-PQR ListDocument1 pageWPS-PQR ListSandra SandersNo ratings yet
- 6-12-0002 Rev 8 Supplementary Specification For Carbon Steel VesselsDocument7 pages6-12-0002 Rev 8 Supplementary Specification For Carbon Steel Vesselsravi2007No ratings yet
- Er70s 2Document1 pageEr70s 2t.mohammedNo ratings yet
- LPT As Per Asme & IsoDocument2 pagesLPT As Per Asme & Isosbmmla100% (1)
- Scenario 1 S: Lamelar Tearing Occur in Set In? orDocument6 pagesScenario 1 S: Lamelar Tearing Occur in Set In? orBeny ZulNo ratings yet
- Data Sheet For Welding of Pressure Containing Equipment and PipingDocument9 pagesData Sheet For Welding of Pressure Containing Equipment and PipingPramod AthiyarathuNo ratings yet
- Circularity Inspection Report: Shell Course (LW) CW CWDocument14 pagesCircularity Inspection Report: Shell Course (LW) CW CWaszlizaNo ratings yet
- ELECTRODES, Type of Joints, Welding Symbols PDFDocument18 pagesELECTRODES, Type of Joints, Welding Symbols PDFChyawan KumarNo ratings yet
- Filler Wires PDFDocument7 pagesFiller Wires PDFJayaram MVNo ratings yet
- VT ProcedureDocument5 pagesVT ProcedureFadil Wimala100% (1)
- 3g Welder Id FormatDocument6 pages3g Welder Id FormatKrishnan TnNo ratings yet
- Fracture TestDocument1 pageFracture TestYuvaraj Sathish100% (1)
- Welding of Dissimilar Ferritic Joints For New Power Plant SteelsDocument21 pagesWelding of Dissimilar Ferritic Joints For New Power Plant SteelsspinpinNo ratings yet
- WPS-PQR Status-Dtd.23.07.2016Document1 pageWPS-PQR Status-Dtd.23.07.2016crm 2100% (1)
- Waad Al-Shamal ISCCPP: CONTRACT NO.4500869246Document1 pageWaad Al-Shamal ISCCPP: CONTRACT NO.4500869246ananth rajanNo ratings yet
- DPTDocument12 pagesDPTAMIT SHAH100% (2)
- WPS PQR CompressedDocument5 pagesWPS PQR CompressedBalaje MantravadiNo ratings yet
- 625 CRO - SAW Study - Final Report PDFDocument21 pages625 CRO - SAW Study - Final Report PDFAnouar AbdelmoulaNo ratings yet
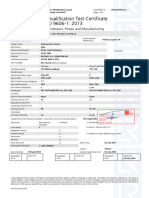
- Welder Qualification Test Certificate BS EN ISO 9606-1: 2013Document2 pagesWelder Qualification Test Certificate BS EN ISO 9606-1: 2013Leon100% (1)
- Afcons - WPS LIST For E410C Updated (31.08.2019)Document1 pageAfcons - WPS LIST For E410C Updated (31.08.2019)Neem LalNo ratings yet
- Critére D'acceptation PT API 650 ASME VIIIDocument4 pagesCritére D'acceptation PT API 650 ASME VIIITahar DabbarNo ratings yet
- RT TS 04 SWSI PipeDocument2 pagesRT TS 04 SWSI PipeDeepak Dinesh100% (1)
- Asme Criteria For Welding PreheatingDocument2 pagesAsme Criteria For Welding PreheatingsauloctNo ratings yet
- Tungsten ElectrodesDocument2 pagesTungsten ElectrodesSyed Furqan Rehmani0% (2)
- Company Name Key Information Questions Answers File Reference Reviews & ApprovalsDocument7 pagesCompany Name Key Information Questions Answers File Reference Reviews & ApprovalsMAT-LIONNo ratings yet
- Visual Inspection Report-BaiturDocument5 pagesVisual Inspection Report-BaiturBlusukan negeri100% (1)
- TWI CSWIP 3.1 Wis 5 Welding Inspection Practical Visual Inspection of Pipe WeldsDocument11 pagesTWI CSWIP 3.1 Wis 5 Welding Inspection Practical Visual Inspection of Pipe WeldsJohn DareNo ratings yet
- RT SlidesDocument21 pagesRT SlidesWellington S. França100% (1)
- Bend Test Acceptance CriteriADocument1 pageBend Test Acceptance CriteriAGowrisanthosh PalikaNo ratings yet
- 24 Practical Visual InspectionDocument5 pages24 Practical Visual InspectionMai Anh Tai100% (1)
- Ins-P-021, Long Seam Set UpDocument4 pagesIns-P-021, Long Seam Set UpDeepak100% (1)
- Is 817 For Welding QalificationDocument59 pagesIs 817 For Welding QalificationRathnakrajaNo ratings yet
- Defects in Overlay1Document2 pagesDefects in Overlay1MurugananthamParamasivamNo ratings yet
- 4260Document10 pages4260Lipika GayenNo ratings yet
- Lasposities Final Rev3 A3 Formaat PDFDocument1 pageLasposities Final Rev3 A3 Formaat PDFWeld Bro SandeepNo ratings yet
- WPS PQR-05Document10 pagesWPS PQR-05Ranjan KumarNo ratings yet
- Welding Procedure Specification (WPS) : N.A N.ADocument1 pageWelding Procedure Specification (WPS) : N.A N.AMajdi Jerbi100% (1)
- P91 ProfileDocument6 pagesP91 ProfilesrinivasanNo ratings yet
- Pqr-152 - Run SheetDocument38 pagesPqr-152 - Run SheetMAT-LIONNo ratings yet
- Asme Code For Ultrasonic Testing The Knowledge Sinequation: Ashok J. TrivediDocument7 pagesAsme Code For Ultrasonic Testing The Knowledge Sinequation: Ashok J. TrivediMax Celis CNo ratings yet
- Procedure For ButteringDocument3 pagesProcedure For ButteringEndry Cillo100% (1)
- Positive Material Identification Report: PMI - Just in CaseDocument1 pagePositive Material Identification Report: PMI - Just in CaseJuan CarlosNo ratings yet
- SNIS UT 578 - Steel PlatesDocument14 pagesSNIS UT 578 - Steel PlatesShailesh DeshmukhNo ratings yet
- 2-7-ASME Sect. IX-2013-Section of Welder Qual. QW 452.3Document1 page2-7-ASME Sect. IX-2013-Section of Welder Qual. QW 452.3Tina Martinez100% (1)
- Radiography: Limitations of Rt-MethodDocument25 pagesRadiography: Limitations of Rt-MethodvcpNo ratings yet
- 1.radiograph AcceptanceDocument1 page1.radiograph AcceptanceTURNO100% (2)
- VT Report UpDocument1 pageVT Report UpRakesh Kumar MundaNo ratings yet
- Application Form For CSWIP 5 Year Renewal (Overseas) No LogbookDocument8 pagesApplication Form For CSWIP 5 Year Renewal (Overseas) No Logbook04352No ratings yet
- WPS PQR 12 PDFDocument9 pagesWPS PQR 12 PDFVinay YadavNo ratings yet
- SA275Document8 pagesSA275Venkateswarlu AlaNo ratings yet
- MPTDocument25 pagesMPTAMIT SHAH100% (2)
- Magnetic Particle Test Inspection Free NDT Sample ProcedureDocument8 pagesMagnetic Particle Test Inspection Free NDT Sample ProcedureBhavani Prasad0% (1)
- MPI ProcedureDocument10 pagesMPI Procedure今夕何夕No ratings yet
- Magnetic Particle Examination of Steel Forgings: Standard Test Method ForDocument7 pagesMagnetic Particle Examination of Steel Forgings: Standard Test Method Forquiensabe0077No ratings yet
- Stainless Steel Welding NotesDocument23 pagesStainless Steel Welding NotesshruthiNo ratings yet
- Modes of Gmaw TransferDocument5 pagesModes of Gmaw TransfershruthiNo ratings yet
- Distortion WELDINGDocument106 pagesDistortion WELDINGshruthi100% (1)
- Total Quality in WeldingDocument21 pagesTotal Quality in WeldingshruthiNo ratings yet
- Welding Joint TypesDocument17 pagesWelding Joint TypesshruthiNo ratings yet
- Welddefects As Per Iso 5817Document40 pagesWelddefects As Per Iso 5817shruthiNo ratings yet
- Material 2Document82 pagesMaterial 2SS TarunNo ratings yet
- Fixation of JLPL & VSPL Tariff by PNGRB: An Overview of Gail'S Submissions To The BoardDocument10 pagesFixation of JLPL & VSPL Tariff by PNGRB: An Overview of Gail'S Submissions To The BoardSanjai bhadouriaNo ratings yet
- MV Cape Ferrol DG2 Overhaul Daily Work Report 18.06.2024Document2 pagesMV Cape Ferrol DG2 Overhaul Daily Work Report 18.06.2024piskun.andreNo ratings yet
- Dielectric Waveguide & Fiber Optics Transmission MediaDocument17 pagesDielectric Waveguide & Fiber Optics Transmission MediaAlas Mallari DonatoNo ratings yet
- Low-Voltage Power Circuit Breakers and AC Power Circuit Protectors-Preferred Ratings, Related Requirements, and Application RecommendationsDocument29 pagesLow-Voltage Power Circuit Breakers and AC Power Circuit Protectors-Preferred Ratings, Related Requirements, and Application RecommendationsukritNo ratings yet
- LP2980 Micropower 50 Ma Ultra Low-Dropout Regulator in SOT-23 and Micro SMD PackagesDocument18 pagesLP2980 Micropower 50 Ma Ultra Low-Dropout Regulator in SOT-23 and Micro SMD PackagesaraikNo ratings yet
- Physics-Project-Class-12 Final 2Document22 pagesPhysics-Project-Class-12 Final 2anshtripathi2049No ratings yet
- Semiconductor Application NoteDocument10 pagesSemiconductor Application NoteFarshad yazdi100% (2)
- Irs Point MachineDocument97 pagesIrs Point MachineAMIT KUSHWAHANo ratings yet
- 1 Level 1 Heating-Cutting Student June-04Document87 pages1 Level 1 Heating-Cutting Student June-04Brian MacKinnonNo ratings yet
- Basic Science NotesDocument4 pagesBasic Science NotesSophia100% (2)
- Magnetic Cannon The Physics of The Gauss RifleDocument8 pagesMagnetic Cannon The Physics of The Gauss RifleJohn InconnuNo ratings yet
- Modernisations With Efficient LED TechnologyDocument4 pagesModernisations With Efficient LED TechnologyJaganath RathNo ratings yet
- E-Dogdance UserManualDocument16 pagesE-Dogdance UserManualkurtralfNo ratings yet
- Design of A Connected Pipe Test Facility For Ramjet ApplicationsDocument184 pagesDesign of A Connected Pipe Test Facility For Ramjet ApplicationsjfduttonNo ratings yet
- Thyristor CommutationsDocument41 pagesThyristor CommutationsRohan Bose100% (1)
- Solid State Relay SPST, 90VDC - 10A: Features: ApplicationsDocument5 pagesSolid State Relay SPST, 90VDC - 10A: Features: ApplicationsemilianoNo ratings yet
- EcoLum Price ListDocument4 pagesEcoLum Price ListFaith BautistaNo ratings yet
- Non-Conventional Instrument Transformers - Advanced Gis Substations With Iec 61850-9-2 Le Process BusDocument12 pagesNon-Conventional Instrument Transformers - Advanced Gis Substations With Iec 61850-9-2 Le Process BusAhsan Ul JawadNo ratings yet
- Innovation Diffusion ProcessesDocument26 pagesInnovation Diffusion Processesermias asnakeNo ratings yet
- Ashik Intern Final BookDocument73 pagesAshik Intern Final BookMosharaf HossainNo ratings yet
- Asnw096f1g0 PDFDocument73 pagesAsnw096f1g0 PDFTol SirtNo ratings yet
- Shaft Deflection in Centrifugal PumpsDocument2 pagesShaft Deflection in Centrifugal PumpsPieter van der WaltNo ratings yet
- Control System StructureDocument38 pagesControl System StructureRK KNo ratings yet
- Preventa Xps MP - Xps MC - Xps MCM - xpsmp11123pDocument6 pagesPreventa Xps MP - Xps MC - Xps MCM - xpsmp11123pAhmed Sherif CupoNo ratings yet
- Hariff Power Services - MidTerm Case OSCM - Farabi Muhammad Mahdy - 29120254Document7 pagesHariff Power Services - MidTerm Case OSCM - Farabi Muhammad Mahdy - 29120254rizqighaniNo ratings yet
- Mazzei Ag Product - CatelogueDocument16 pagesMazzei Ag Product - CateloguebillpaparounisNo ratings yet
- Challenges and Opportunities For Wound Field Synchronous Generators in Future More Electric AircraftDocument12 pagesChallenges and Opportunities For Wound Field Synchronous Generators in Future More Electric AircraftfatihNo ratings yet