Coal Storage: Fibrous Polyethylene Preserved Initial Sample Properties Better Than Conventional
Coal Storage: Fibrous Polyethylene Preserved Initial Sample Properties Better Than Conventional
Download as docx, pdf, or txt
You might also like
- Pinout N43 Siemens MSD80.2 MSD81.2 ADAMO MotorspDocument2 pagesPinout N43 Siemens MSD80.2 MSD81.2 ADAMO MotorspRaphael Mangwiro100% (1)
- SUBARU Technician Reference Booklet: Automatic Climate Control SystemsDocument94 pagesSUBARU Technician Reference Booklet: Automatic Climate Control SystemsCharlie Souza100% (1)
- Clarke Ju4h BrochureDocument9 pagesClarke Ju4h BrochurePusaka Buana Karya100% (1)
- AUTO Connector CatalogDocument58 pagesAUTO Connector CatalogFAKESIGNUPACCOUNT100% (1)
- Newyork GasificationDocument9 pagesNewyork GasificationVasanthan PanchatcharamNo ratings yet
- Applications Steel: Plexicoke in The VmezuelanDocument8 pagesApplications Steel: Plexicoke in The VmezuelanJose Marval RodriguezNo ratings yet
- Iwai 2000Document7 pagesIwai 2000ebyNo ratings yet
- FuelDocument2 pagesFuelponthirumaranNo ratings yet
- Utilization of Coking Coal in Metallurgical ProcessDocument14 pagesUtilization of Coking Coal in Metallurgical ProcessVinay MathadNo ratings yet
- Review On Coal Bed Methane As Natural Gas: J Patel, P Patel and P SaxenaDocument4 pagesReview On Coal Bed Methane As Natural Gas: J Patel, P Patel and P SaxenaDavirson AjahNo ratings yet
- Alan L. Chaffee, Galinda Lay, Marc Marshall, W. Roy Jackson, Yi Fei, T. Vincent Verheyen, Peter J. Cassidy, Steven G. ScottDocument9 pagesAlan L. Chaffee, Galinda Lay, Marc Marshall, W. Roy Jackson, Yi Fei, T. Vincent Verheyen, Peter J. Cassidy, Steven G. ScottMafeGonzalezNo ratings yet
- Cokeless CupolaDocument12 pagesCokeless CupolaGovind RaoNo ratings yet
- Laboratory Extraction of Copper From Chalcocite by Roasting Reduction and SmeltingDocument16 pagesLaboratory Extraction of Copper From Chalcocite by Roasting Reduction and SmeltingRodrigo GarcíaNo ratings yet
- Role of Moisture in by Product Coke OvensDocument2 pagesRole of Moisture in by Product Coke OvensasnandyNo ratings yet
- Applied Energy: Chuanwen Zhao, Yafei Guo, Changhai Li, Shouxiang LuDocument7 pagesApplied Energy: Chuanwen Zhao, Yafei Guo, Changhai Li, Shouxiang LuHongkung KrachangniwatNo ratings yet
- Andersson 2005Document10 pagesAndersson 2005Andi SuntoroNo ratings yet
- Determin Total SulfurDocument52 pagesDetermin Total SulfurIndra IrwantoNo ratings yet
- Blending of Cokes at Aluminum SmelterDocument6 pagesBlending of Cokes at Aluminum SmelterVanamali KrishNo ratings yet
- Coal To Coke PDFDocument9 pagesCoal To Coke PDFVenkata Krishnan RamanujamNo ratings yet
- Adaro Coal Handling ManualDocument15 pagesAdaro Coal Handling ManualKroya HunNo ratings yet
- Gypsum As CatalystDocument7 pagesGypsum As CatalystNoor AkmalNo ratings yet
- Wilder GetterDocument13 pagesWilder GetterFerhat Bozduman100% (1)
- Activated Carbon From Cherry StonesDocument6 pagesActivated Carbon From Cherry StonesQussay AhmedNo ratings yet
- Adsorption Storage A Viable Alternative To Compression For Natural Gas Powered Vehicles ?Document50 pagesAdsorption Storage A Viable Alternative To Compression For Natural Gas Powered Vehicles ?nuraniaNo ratings yet
- The Storage of High Volatile CoalDocument2 pagesThe Storage of High Volatile CoalcoalspotNo ratings yet
- ATTRITION OF BED MATERIALS AND FUEL PELLETS FOR FLUIDIZED BED GASDocument9 pagesATTRITION OF BED MATERIALS AND FUEL PELLETS FOR FLUIDIZED BED GASer.rkc91No ratings yet
- 2-Bulk Storage of HydrogenDocument15 pages2-Bulk Storage of HydrogenAlireza KhatamiNo ratings yet
- Experiment On Moisture Content in CoalDocument4 pagesExperiment On Moisture Content in Coaluser 00467% (6)
- TABLE 19.14 Summary of Effects of Process Parameters On Coal PyrolysisDocument2 pagesTABLE 19.14 Summary of Effects of Process Parameters On Coal Pyrolysisjames jamesonNo ratings yet
- Coal Geology AssignmentDocument16 pagesCoal Geology AssignmentNabin AdhikariNo ratings yet
- CBs Carbons Surface Area and Hydrogen Storage CapacityDocument32 pagesCBs Carbons Surface Area and Hydrogen Storage CapacityblackbutterflyNo ratings yet
- Role of Various Factors On Coal CombustionDocument51 pagesRole of Various Factors On Coal CombustionAbhijeet DuttaNo ratings yet
- Coal in Greensand Systems: "A New Look at A Very Old Practice"Document14 pagesCoal in Greensand Systems: "A New Look at A Very Old Practice"tushak mNo ratings yet
- Influence Biomass MontianoDocument30 pagesInfluence Biomass MontianoPRATYUSH PRAKASHNo ratings yet
- Hydrogen Rich Syngas Production From Oxy-Steam Gasification of A Lignite Coal - A Design and Optimization Study Robert Mota, Gautham Krishnamoorthy, Oyebola Dada, Steven A BensonDocument31 pagesHydrogen Rich Syngas Production From Oxy-Steam Gasification of A Lignite Coal - A Design and Optimization Study Robert Mota, Gautham Krishnamoorthy, Oyebola Dada, Steven A BensonHa M ZaNo ratings yet
- Properties Affecting Coal Utilization Coal RankDocument37 pagesProperties Affecting Coal Utilization Coal RankRishiraj SahooNo ratings yet
- SIOC DecompositionDocument20 pagesSIOC DecompositionhcmadhuNo ratings yet
- Enhanced Oxidation of The 9%Cr Steel P91 in Water Vapour Containing EnvironmentsDocument27 pagesEnhanced Oxidation of The 9%Cr Steel P91 in Water Vapour Containing EnvironmentsAleš NagodeNo ratings yet
- Decreasing Blast Furnace Process Costs at Iscor Long ProductsDocument6 pagesDecreasing Blast Furnace Process Costs at Iscor Long ProductsPaul VermeulenNo ratings yet
- DownloadfileDocument8 pagesDownloadfileyo makNo ratings yet
- The Behaviour of Coke in Submerged Arc Furnace Smelting of FerromanganeseDocument11 pagesThe Behaviour of Coke in Submerged Arc Furnace Smelting of FerromanganeseSuljic AlminNo ratings yet
- Coal Bed Methane .: Methane Absorbed Hydrogen Sulfide Its Occurrence Sandstone AdsorptionDocument57 pagesCoal Bed Methane .: Methane Absorbed Hydrogen Sulfide Its Occurrence Sandstone AdsorptionUtkNo ratings yet
- Reformulation of Container Glasses For EnvironmentalDocument9 pagesReformulation of Container Glasses For EnvironmentalCamelia Neagu-CogalniceanuNo ratings yet
- نفط وغاز (التجربة الثانية)Document6 pagesنفط وغاز (التجربة الثانية)غيدان العباديNo ratings yet
- Structural and Textural Properties of Pyrolytic Carbon Formed Within A Microporous Zeolite TemplateDocument9 pagesStructural and Textural Properties of Pyrolytic Carbon Formed Within A Microporous Zeolite TemplateLear NcmNo ratings yet
- Coal Rheology - A Practical Approach For IndustryDocument14 pagesCoal Rheology - A Practical Approach For IndustryJJNo ratings yet
- Investigation of Effect of Different Drying TechniquesDocument9 pagesInvestigation of Effect of Different Drying TechniquesGanesh SamdaniNo ratings yet
- Rock Eval 6Document24 pagesRock Eval 6bellebelal100% (1)
- Waste Management in Refractory Industry-2Document15 pagesWaste Management in Refractory Industry-2mohapatrasoumnikNo ratings yet
- 60 Years of Petroleum Petrochemical Refractories HistoryDocument12 pages60 Years of Petroleum Petrochemical Refractories HistorydidapopescuNo ratings yet
- Rock-Eval Pyrolysis: Lab AssignmentDocument10 pagesRock-Eval Pyrolysis: Lab AssignmentHamza Masood100% (1)
- Ac Susceptibility On MoonDocument3 pagesAc Susceptibility On Moonafdal f salimNo ratings yet
- Combustion Characteristics of Lignite-Water Slurries: Reha Yavuzac, Sadriye KQ@kbayraka and Alan WilliamsbDocument7 pagesCombustion Characteristics of Lignite-Water Slurries: Reha Yavuzac, Sadriye KQ@kbayraka and Alan WilliamsbCemilo KoyunoNo ratings yet
- Carbon Molecular Sieves and Other Porous CarbonsDocument16 pagesCarbon Molecular Sieves and Other Porous Carbonsfilesfriendly93No ratings yet
- Damage Behaviour of Geopolymer Composites Exposed To Elevated TemperaturesDocument6 pagesDamage Behaviour of Geopolymer Composites Exposed To Elevated TemperaturesSo Thu DaiNo ratings yet
- Whitewares (Class-03)Document49 pagesWhitewares (Class-03)Zahid HasanNo ratings yet
- Manufacture of Metallurgical Coke and Recovery of Coal ChemicalsDocument166 pagesManufacture of Metallurgical Coke and Recovery of Coal ChemicalsMarco Milos Trentu100% (1)
- Bai-Qian Dai, Xiaojiang Wu, Anthony de Girolamo, Lian ZhangDocument13 pagesBai-Qian Dai, Xiaojiang Wu, Anthony de Girolamo, Lian Zhangwindha24No ratings yet
- Coal CalculationDocument11 pagesCoal CalculationUrej BandiolaNo ratings yet
- A System of Instruction in the Practical Use of the BlowpipeFrom EverandA System of Instruction in the Practical Use of the BlowpipeNo ratings yet
- A System of Instruction in the Practical Use of the Blowpipe: Being A Graduated Course Of Analysis For The Use Of Students And All Those Engaged In The Examination Of Metallic CombinationsFrom EverandA System of Instruction in the Practical Use of the Blowpipe: Being A Graduated Course Of Analysis For The Use Of Students And All Those Engaged In The Examination Of Metallic CombinationsNo ratings yet
- 317B L 317B LN: Hydraulic ExcavatorDocument28 pages317B L 317B LN: Hydraulic ExcavatorOsvaldo50% (2)
- Unit 3 - Steam and Gas TurbinesDocument94 pagesUnit 3 - Steam and Gas TurbinesDHANASEKAR K IV A 9023No ratings yet
- D4G XLDocument24 pagesD4G XLgychcontratistasNo ratings yet
- Serie 60Document2 pagesSerie 60Juan BonottiNo ratings yet
- Sil162 3Document7 pagesSil162 3Vikram Kailthya100% (1)
- SIZER 0510 enDocument39 pagesSIZER 0510 enmamijato100% (1)
- 3.1.2 Nomo Graph: 3. OperationDocument7 pages3.1.2 Nomo Graph: 3. OperationAnonymous ePcnZoBENo ratings yet
- Diesel Egr Extreme Cleaner: PropertiesDocument4 pagesDiesel Egr Extreme Cleaner: PropertiesAsadNo ratings yet
- Revised Auxmach1 27 Nov 2018Document19 pagesRevised Auxmach1 27 Nov 2018manuel tamondongNo ratings yet
- Suspension Active TPDocument210 pagesSuspension Active TPmajdoubNo ratings yet
- Volvo Tad1632Document2 pagesVolvo Tad1632Pakito-sanNo ratings yet
- Iveco Vector8Document206 pagesIveco Vector8Luis Eduardo Corzo Enriquez100% (4)
- Technical Information: For V3307-DI-TDocument20 pagesTechnical Information: For V3307-DI-Thendra100% (1)
- Manual Oper y Mant WA300-3 SEAD033202Document206 pagesManual Oper y Mant WA300-3 SEAD033202Henry Sullca CcorahuaNo ratings yet
- Dme PresentationDocument18 pagesDme PresentationOzge BulunazNo ratings yet
- Reviewed Advert For Part Time TrainersDocument3 pagesReviewed Advert For Part Time Trainersdickson muthomi100% (1)
- Difference Between Two Stroke and Four Stroke EngineDocument6 pagesDifference Between Two Stroke and Four Stroke Enginesharma5544No ratings yet
- Waukesha Gas Engines CM&U Product CatalogDocument53 pagesWaukesha Gas Engines CM&U Product CatalogJer100% (1)
- Fault Code 800106 Low Engine Oil Pressure 2017Document10 pagesFault Code 800106 Low Engine Oil Pressure 2017Justice MachiwanaNo ratings yet
- Charlotte BanksUnderstanding Ship Operating Profiles With An Aim To Improve Energy Eficient Ship OperationsDocument17 pagesCharlotte BanksUnderstanding Ship Operating Profiles With An Aim To Improve Energy Eficient Ship OperationsRomulo AlvarezNo ratings yet
- Boiler Fuel Oil AtomizersDocument5 pagesBoiler Fuel Oil AtomizersaloordominicNo ratings yet
- TAD1241GE: Volvo Penta Genset EngineDocument2 pagesTAD1241GE: Volvo Penta Genset EngineMuhammad rizki100% (1)
- P425 XP375 HP350 P600 HP450 VHP400WIR 7-120 9-110 14-105 JUN09 CPN23227143 GBDocument137 pagesP425 XP375 HP350 P600 HP450 VHP400WIR 7-120 9-110 14-105 JUN09 CPN23227143 GBКаирбекNo ratings yet
- 1270E / 1470E Harvesters: RevolutionDocument12 pages1270E / 1470E Harvesters: RevolutionbukvicaNo ratings yet
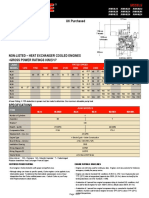
- Power SystemDocument7 pagesPower SystemRebar KakaNo ratings yet
- INDCARE - ProfileDocument7 pagesINDCARE - ProfileB ManoranjanNo ratings yet