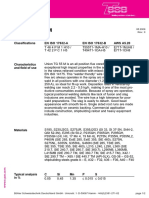
Cored Wires For CMN & Low Alloy Steels: Oerlikon Fluxofil 14 HD
Cored Wires For CMN & Low Alloy Steels: Oerlikon Fluxofil 14 HD
Download as pdf or txt
You might also like
- Chemistry Lab Report 06 (Long)Document12 pagesChemistry Lab Report 06 (Long)Michael LauNo ratings yet
- Oerlikon Fluxofil 42Document1 pageOerlikon Fluxofil 42karthiksaadhanaNo ratings yet
- Boehler CN 23 12 PW-FDDocument1 pageBoehler CN 23 12 PW-FDbrayanNo ratings yet
- Fluxofil M42: Cored Wires High-Strength SteelsDocument1 pageFluxofil M42: Cored Wires High-Strength SteelsCristian BoselliNo ratings yet
- Fluxofil 41 (T 55 6 1nimo B M, C 3 h5)Document1 pageFluxofil 41 (T 55 6 1nimo B M, C 3 h5)brunizzaNo ratings yet
- Ficha Técnica CarborodDocument1 pageFicha Técnica CarborodAndres NuñezNo ratings yet
- Ultramag Sg3: Mild Steel Solid WireDocument1 pageUltramag Sg3: Mild Steel Solid Wireabidaliabid1No ratings yet
- Wire M10SDocument1 pageWire M10SCristian BoselliNo ratings yet
- Fio Outershield 71e-HDocument2 pagesFio Outershield 71e-HJose NevesNo ratings yet
- Union TG 55 M: Classifications EN ISO 17632-A EN ISO 17632-B AWS A5.20Document2 pagesUnion TG 55 M: Classifications EN ISO 17632-A EN ISO 17632-B AWS A5.20brunizzaNo ratings yet
- DATASHEET WELDING CONSUMABLE - ESAB OK Tubrod 15.15-Rev14Document2 pagesDATASHEET WELDING CONSUMABLE - ESAB OK Tubrod 15.15-Rev14Dries VandezandeNo ratings yet
- Barrettetig Catalogo Oerlikon 35035Document44 pagesBarrettetig Catalogo Oerlikon 35035mp303No ratings yet
- Ok Tubrod 14.30a PDFDocument1 pageOk Tubrod 14.30a PDFqaNo ratings yet
- Diamondspark Ni1 RC: Seamless Cored WireDocument2 pagesDiamondspark Ni1 RC: Seamless Cored Wiresanul mulyNo ratings yet
- Diamondspark 52 MC: Seamless Metal-Cored WireDocument2 pagesDiamondspark 52 MC: Seamless Metal-Cored WireDavid RodriguesNo ratings yet
- Coremax 308LP DataDocument1 pageCoremax 308LP DataLIM hoon boonNo ratings yet
- WP I FCAW Sept 2010Document99 pagesWP I FCAW Sept 2010jhas988No ratings yet
- Böhler Eas 2 PW-FDDocument1 pageBöhler Eas 2 PW-FDHAKANNo ratings yet
- Bohler Ti 52Document1 pageBohler Ti 52Anonymous nKOyHbNo ratings yet
- Classifications: For Atmospheric Corrosion Resisting SteelDocument1 pageClassifications: For Atmospheric Corrosion Resisting Steelhuynh thanh truongNo ratings yet
- Avesta: Welding Wire TIGDocument1 pageAvesta: Welding Wire TIGErenBaşaraNo ratings yet
- Phoenix 7018 Phoenix 6013Document1 pagePhoenix 7018 Phoenix 6013Pedro SilvaNo ratings yet
- PDS-OK Tigrod 12.61-Rev6Document2 pagesPDS-OK Tigrod 12.61-Rev6umairNo ratings yet
- Standards Approvals & Certificates: Rmrs Ce DNV-GL LR Classnk Tuv BV Abs Rina TL DBDocument2 pagesStandards Approvals & Certificates: Rmrs Ce DNV-GL LR Classnk Tuv BV Abs Rina TL DBKhaled GamalNo ratings yet
- Böhler Ti 2 Ni T-FD: Seamless Cored WireDocument2 pagesBöhler Ti 2 Ni T-FD: Seamless Cored WireThanh TamNo ratings yet
- Dual Shield 8000b2Document1 pageDual Shield 8000b2Gokul RajanNo ratings yet
- ISO Standards On Mech Test of MetalsDocument1 pageISO Standards On Mech Test of MetalsKiran NikateNo ratings yet
- CHT81 Ni 1Document1 pageCHT81 Ni 1ImmalatulhusnaNo ratings yet
- Flux Cored WireDocument38 pagesFlux Cored WireKentDemeterioNo ratings yet
- Fisa Tehnica Vergele Pentru Sudarea Aluminiului Alsi12Document1 pageFisa Tehnica Vergele Pentru Sudarea Aluminiului Alsi12sorin robertNo ratings yet
- 29102015000000B - Boehler DCMS-IG - SWDocument1 page29102015000000B - Boehler DCMS-IG - SWErdinc BayatNo ratings yet
- 29102015000000B - Boehler DCMS-IG - SWDocument1 page29102015000000B - Boehler DCMS-IG - SWErdinc BayatNo ratings yet
- Duplex UNS 32205Document1 pageDuplex UNS 32205Ercan YilmazNo ratings yet
- PDS - Bohler N ER 70 S-2 NACE PDFDocument1 pagePDS - Bohler N ER 70 S-2 NACE PDFwesley59No ratings yet
- B Boehler Ni 1-Ig Ss en 5Document1 pageB Boehler Ni 1-Ig Ss en 5Andrei UrsacheNo ratings yet
- Classifications: For 560mpa Low Temperature Service Steel (1.5% Ni)Document1 pageClassifications: For 560mpa Low Temperature Service Steel (1.5% Ni)BHARANINo ratings yet
- Outershield Os81ni1hsr EngDocument2 pagesOutershield Os81ni1hsr EngAmmar KmkNo ratings yet
- WA Applications For HydropowerDocument6 pagesWA Applications For Hydropowersuharto ekoNo ratings yet
- Austfil Excel Technical ReportDocument12 pagesAustfil Excel Technical Reportsaleswim.boniNo ratings yet
- Copperfil Cusi3: MIG-MAG Wires Nickel and Copper AlloysDocument1 pageCopperfil Cusi3: MIG-MAG Wires Nickel and Copper AlloyssatnamNo ratings yet
- Consumables For Duplex Stainless SteelDocument6 pagesConsumables For Duplex Stainless SteelMohamed FaragNo ratings yet
- Citoflux r82 SR (T 46 6 Ni1 P M 1 h5)Document1 pageCitoflux r82 SR (T 46 6 Ni1 P M 1 h5)brunizzaNo ratings yet
- Wire Electrode ShipbuildingDocument30 pagesWire Electrode ShipbuildingMuhammad BaqiNo ratings yet
- 31102015000000B - Boehler E 308 H PW-FD - CWDocument1 page31102015000000B - Boehler E 308 H PW-FD - CWKARLNo ratings yet
- Cswip - Section 16-Welding Consumables PDFDocument15 pagesCswip - Section 16-Welding Consumables PDFNsidibe Michael EtimNo ratings yet
- Pr01, Pr02, Pr03: Vishay BccomponentsDocument19 pagesPr01, Pr02, Pr03: Vishay BccomponentsGabriel pedrosaNo ratings yet
- item22-LNT 502Document1 pageitem22-LNT 502VVan TanNo ratings yet
- Bohler-Welding-Germany 207Document1 pageBohler-Welding-Germany 207Anghelache RazvanNo ratings yet
- Bohler Welding Germany 207Document1 pageBohler Welding Germany 207Anghelache RazvanNo ratings yet
- Key Facts Typical Wire Analysis: - Bossweld 71T-1Document1 pageKey Facts Typical Wire Analysis: - Bossweld 71T-1cj elec techNo ratings yet
- ALTIGDocument5 pagesALTIGbokugairuNo ratings yet
- Böhler Ti 60 T-FD: Seamless Cored WireDocument2 pagesBöhler Ti 60 T-FD: Seamless Cored WireMilos StoisavljevicNo ratings yet
- Fincord DB: MMA Electrodes C-MN and Low-Alloy SteelsDocument1 pageFincord DB: MMA Electrodes C-MN and Low-Alloy SteelsbrunizzaNo ratings yet
- 11042016000000T - Thermanit 22 - 09 - Tig RodDocument1 page11042016000000T - Thermanit 22 - 09 - Tig RodKonrad MatuszkiewiczNo ratings yet
- Böhler 7018-1 h4r enDocument1 pageBöhler 7018-1 h4r enValentin Hernández TrianoNo ratings yet
- BOEHLER Q T 309L TIG RodDocument1 pageBOEHLER Q T 309L TIG RodbrayanNo ratings yet
- Primacorelw 81ni1h enDocument2 pagesPrimacorelw 81ni1h enedwinNo ratings yet
- B Boehler X 70-IG de en 5Document1 pageB Boehler X 70-IG de en 5Jorge RushNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonRating: 4 out of 5 stars4/5 (1)
- Böhler Cat 409 Cb-Ig: Classifi CationsDocument1 pageBöhler Cat 409 Cb-Ig: Classifi CationsBranko FerenčakNo ratings yet
- Uv 420 TTRDocument1 pageUv 420 TTRBranko FerenčakNo ratings yet
- Böhler Fox Skwam: Classifi CationsDocument1 pageBöhler Fox Skwam: Classifi CationsBranko FerenčakNo ratings yet
- Böhler CN 13/4-Mc Hi: Classifi CationsDocument1 pageBöhler CN 13/4-Mc Hi: Classifi CationsBranko FerenčakNo ratings yet
- Böhler Fox Skwa: Classifi CationsDocument1 pageBöhler Fox Skwa: Classifi CationsBranko FerenčakNo ratings yet
- Böhler Fox Dcms KB: Classifi CationsDocument1 pageBöhler Fox Dcms KB: Classifi CationsBranko FerenčakNo ratings yet
- Uv 419 TT-W: Classifi CationsDocument1 pageUv 419 TT-W: Classifi CationsBranko FerenčakNo ratings yet
- Uv 420 TT-LH: Classifi CationsDocument1 pageUv 420 TT-LH: Classifi CationsBranko FerenčakNo ratings yet
- Afrox Subarc 347: Back To Section 12Document2 pagesAfrox Subarc 347: Back To Section 12Branko FerenčakNo ratings yet
- Marathon 543: Classifi CationsDocument1 pageMarathon 543: Classifi CationsBranko FerenčakNo ratings yet
- Thermanit P24Document1 pageThermanit P24Branko FerenčakNo ratings yet
- Thermanit P23Document1 pageThermanit P23Branko FerenčakNo ratings yet
- Böhler KW 10-Ig: Classifi CationsDocument1 pageBöhler KW 10-Ig: Classifi CationsBranko FerenčakNo ratings yet
- Böhler Fox CN 13/4 Supra: Classifi CationsDocument1 pageBöhler Fox CN 13/4 Supra: Classifi CationsBranko FerenčakNo ratings yet
- Böhler Fox CM 5 KB: Classifi CationsDocument1 pageBöhler Fox CM 5 KB: Classifi CationsBranko FerenčakNo ratings yet
- Alloy 309lDocument2 pagesAlloy 309lBranko FerenčakNo ratings yet
- Böhler Fox CM 2 KB: Classifi CationsDocument1 pageBöhler Fox CM 2 KB: Classifi CationsBranko FerenčakNo ratings yet
- AFROX Stainless Steel 98Document1 pageAFROX Stainless Steel 98Branko FerenčakNo ratings yet
- Coremax 71Document2 pagesCoremax 71Branko FerenčakNo ratings yet
- Metrode Supercore 2205P: Welding Consumables Stainless SteelDocument2 pagesMetrode Supercore 2205P: Welding Consumables Stainless SteelBranko FerenčakNo ratings yet
- Afrox MIG/TIG 904L: Welding Consumables Stainless SteelDocument5 pagesAfrox MIG/TIG 904L: Welding Consumables Stainless SteelBranko FerenčakNo ratings yet
- E16 8 2Document4 pagesE16 8 2Branko FerenčakNo ratings yet
- CarbofilDocument3 pagesCarbofilBranko FerenčakNo ratings yet
- Alloy 308Document4 pagesAlloy 308Branko FerenčakNo ratings yet
- Alloy 318Document2 pagesAlloy 318Branko FerenčakNo ratings yet
- Afrox Subarc 904L: Welding Consumables Stainless SteelDocument4 pagesAfrox Subarc 904L: Welding Consumables Stainless SteelBranko FerenčakNo ratings yet
- KV 2Document3 pagesKV 2Branko FerenčakNo ratings yet
- Alloy 309Document3 pagesAlloy 309Branko FerenčakNo ratings yet
- Alloy 316Document10 pagesAlloy 316Branko FerenčakNo ratings yet
- Whipped Cream Foundation, SBY-M06-01-19027-1Document1 pageWhipped Cream Foundation, SBY-M06-01-19027-1masumi.rndNo ratings yet
- Chemistry Worksheet (Atoms and Molecules)Document3 pagesChemistry Worksheet (Atoms and Molecules)honey1002100% (1)
- Ascorbic Acid As A Standard For Iodometric TitrationsDocument5 pagesAscorbic Acid As A Standard For Iodometric TitrationsniltonNo ratings yet
- Main Group ChemistryDocument16 pagesMain Group ChemistrySurender MalikNo ratings yet
- Bridge Course Assig - Mole ConceptsDocument2 pagesBridge Course Assig - Mole ConceptsSubs BadaoNo ratings yet
- Passivation of Stainless SteelsDocument2 pagesPassivation of Stainless Steelsmbe joseph100% (1)
- Phenanthrene 1Document24 pagesPhenanthrene 1Basanta Rajkhowa100% (1)
- CFTDocument40 pagesCFTShourya Yadav100% (1)
- 1.LiCoO2 Formation, Structure, Lithium and Oxygen NonstoichiometryDocument13 pages1.LiCoO2 Formation, Structure, Lithium and Oxygen NonstoichiometryzengjingNo ratings yet
- Trisoxalatoaluminato PDFDocument1 pageTrisoxalatoaluminato PDFFelipe VilchesNo ratings yet
- Wps Sp14 Reva PDFDocument9 pagesWps Sp14 Reva PDFravi00098No ratings yet
- Analysis Report: Walton Science Research Lab (WSRL)Document1 pageAnalysis Report: Walton Science Research Lab (WSRL)shekhmahmud2468No ratings yet
- ISO 8217 2010 Tables 1 Amp 2 1Document2 pagesISO 8217 2010 Tables 1 Amp 2 1Prashant Kumar SinghNo ratings yet
- Qualitative AnalysisDocument3 pagesQualitative AnalysisYukeling TayNo ratings yet
- 9701 s10 Ir 33Document8 pages9701 s10 Ir 33Hubbak KhanNo ratings yet
- Acid Bases and SaltsDocument18 pagesAcid Bases and SaltsJatin GuptaNo ratings yet
- Second Periodical Examination in Science 9Document3 pagesSecond Periodical Examination in Science 9Marianne HingpesNo ratings yet
- Week 3 - NPTEL Material For MOOC E-Waste - BKDDocument21 pagesWeek 3 - NPTEL Material For MOOC E-Waste - BKDRamesh KumarNo ratings yet
- 9.0 PeriodicityDocument22 pages9.0 PeriodicitygoverotaropafadzwaNo ratings yet
- 218 FinalDocument17 pages218 FinalmhaymourNo ratings yet
- CF8M VS CF8 Stainless Steel Casting - JC CastingDocument7 pagesCF8M VS CF8 Stainless Steel Casting - JC CastingSHivaprasad APITNo ratings yet
- Assignment OneDocument4 pagesAssignment OneBemnet AbebeNo ratings yet
- Sample Mid Sess Q Ss 112Document6 pagesSample Mid Sess Q Ss 112shadowosNo ratings yet
- Practice Questions For API RP 577Document10 pagesPractice Questions For API RP 577vamsikrishnaNo ratings yet
- Catalog FSWDocument9 pagesCatalog FSWPedro CunhaNo ratings yet
- Comparison Between Metal StandardsDocument16 pagesComparison Between Metal StandardsS BanerjeeNo ratings yet
- AISI 304 Stainless SteelDocument5 pagesAISI 304 Stainless SteelDagim atnafuNo ratings yet
- Chapter 20 Electrochemistry: General Chemistry, 10e CDN (Petrucci)Document17 pagesChapter 20 Electrochemistry: General Chemistry, 10e CDN (Petrucci)ChemistNo ratings yet
- EXPERIMENT 1 Isolation of CaffeineDocument7 pagesEXPERIMENT 1 Isolation of CaffeineNajwa ZulkifliNo ratings yet