Draft
Draft
Download as xls, pdf, or txt
You might also like
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaDocument5 pagesBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaNo ratings yet
- WPQR PipeDocument3 pagesWPQR PipeThanasis KyrgiazoglouNo ratings yet
- Door SheetDocument9 pagesDoor SheetAnilkumarNo ratings yet
- Work NCDocument124 pagesWork NCPurece EugenNo ratings yet
- Praises To Twenty One Taras - Khenpo SodargyeDocument239 pagesPraises To Twenty One Taras - Khenpo Sodargye3Jewels100% (4)
- Sample POMRDocument4 pagesSample POMRJeffrey RamosNo ratings yet
- Vessel Asme ViiiDocument18 pagesVessel Asme ViiiVlanic StudioNo ratings yet
- Steel BookDocument463 pagesSteel Booksjois_hsNo ratings yet
- Scan Plan Summary - Jimah EastDocument37 pagesScan Plan Summary - Jimah EastRoslan AliNo ratings yet
- PR SteelDocument3 pagesPR SteelCY LeeNo ratings yet
- TBT 412Document7 pagesTBT 412Mugesh RanjanendranNo ratings yet
- Welding Electrode Consumable ChartDocument4 pagesWelding Electrode Consumable ChartVarun MalhotraNo ratings yet
- Weld Inspection Check List: Defect Type Defect Description/ VisualDocument16 pagesWeld Inspection Check List: Defect Type Defect Description/ VisualAndreas WirantoNo ratings yet
- Hardness Test Report: ITP For Piping Installation QCR: 6000-011 Rev. 8Document1 pageHardness Test Report: ITP For Piping Installation QCR: 6000-011 Rev. 8tranvando1986No ratings yet
- Sample Weld Q Ty CalculationsDocument2 pagesSample Weld Q Ty CalculationsKarthikeyan Shanmugavel100% (1)
- Cross Section Area in MM: Enter The THK-T in MM Enter The Deg-DDocument7 pagesCross Section Area in MM: Enter The THK-T in MM Enter The Deg-DAnas MaliyekkalNo ratings yet
- Pipe Steel BookDocument449 pagesPipe Steel BookAlonzo MedinaNo ratings yet
- SG CDN2 Fab B - 5Document1 pageSG CDN2 Fab B - 5Titus PraveenNo ratings yet
- Welding Procedure Qualification Record Pwps No: Client:Bp Welders Name: Welders I.D. Sheet Project: Wrep SRPDocument1 pageWelding Procedure Qualification Record Pwps No: Client:Bp Welders Name: Welders I.D. Sheet Project: Wrep SRPIlkin hasanovNo ratings yet
- Is 4948 2002 PDFDocument11 pagesIs 4948 2002 PDFTousif ShaikhNo ratings yet
- Wps 06Document2 pagesWps 06eldobie3No ratings yet
- Company Name: Uhde Enpc: Pr0JectDocument1 pageCompany Name: Uhde Enpc: Pr0Jecteldobie3No ratings yet
- Fabrication InspectionDocument5 pagesFabrication Inspectionrahid iqubalNo ratings yet
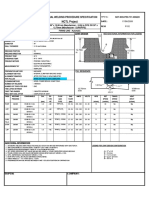
- NCTL Project: Proposal Welding Procedure SpecificationDocument4 pagesNCTL Project: Proposal Welding Procedure SpecificationRotimi Shitta-BeyNo ratings yet
- (This Annex Is Not Part of ASME / ANSI B16.5 - 1988 and Is Included For Information Only) Standard Sizes and Weights As Per Astm A53-68Document1 page(This Annex Is Not Part of ASME / ANSI B16.5 - 1988 and Is Included For Information Only) Standard Sizes and Weights As Per Astm A53-68vishal bailurNo ratings yet
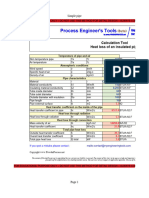
- Heat Loss Pipe Insulated CalculatorDocument2 pagesHeat Loss Pipe Insulated Calculatoryukirinnn.48No ratings yet
- Fdgrgsttyrtertwrtmt Training Evaluation Exam Name Date: ExaminerDocument6 pagesFdgrgsttyrtertwrtmt Training Evaluation Exam Name Date: Examinermangalraj900No ratings yet
- Source:: S.I. Units of MeasurementDocument2 pagesSource:: S.I. Units of Measurementnripen kalitaNo ratings yet
- 00000-Metri-Imperial Unit ToolsDocument4 pages00000-Metri-Imperial Unit ToolsPop JiNo ratings yet
- Steam Trap SizingDocument13 pagesSteam Trap Sizingbachik_syesNo ratings yet
- I.E.M.S.A.: Welding Procedure SpecificationDocument2 pagesI.E.M.S.A.: Welding Procedure Specificationeldobie3No ratings yet
- Welding ElotrodeDocument3 pagesWelding ElotrodeNiranjan khatuaNo ratings yet
- Pressure Drop Equivalent Length of Pipes and Fittings - Engineers EdgeDocument2 pagesPressure Drop Equivalent Length of Pipes and Fittings - Engineers EdgeallovidNo ratings yet
- EhemDocument16 pagesEhemJM JMNo ratings yet
- Bill of Quantities (R0) : FlashingDocument2 pagesBill of Quantities (R0) : FlashingRakesh SharmaNo ratings yet
- Class 1: Pttep International Limited (Myanmar) Zawtika Development ProjectDocument10 pagesClass 1: Pttep International Limited (Myanmar) Zawtika Development ProjectfajarNo ratings yet
- 0 Degree Coverage For SS - FilesDocument4 pages0 Degree Coverage For SS - FilessnndhkNo ratings yet
- ATTAR Ultrasonic Linearity ToolDocument8 pagesATTAR Ultrasonic Linearity ToolPeyman GrdNo ratings yet
- Study of The Microstructure of The Grade 91 Steel After More Than 100.000h of Creep Exposure at 600°CDocument14 pagesStudy of The Microstructure of The Grade 91 Steel After More Than 100.000h of Creep Exposure at 600°CRoslan AliNo ratings yet
- Weld Cost Calc XL1.3.2mmDocument3 pagesWeld Cost Calc XL1.3.2mmAdrian DavidNo ratings yet
- Data Encryption StandardDocument15 pagesData Encryption Standardabcdas kaNo ratings yet
- Scope For Welder Qualification: Priority of Qualification Parameters To Be Qualified No Name Welder Id Emp IdDocument1 pageScope For Welder Qualification: Priority of Qualification Parameters To Be Qualified No Name Welder Id Emp IdgoguluNo ratings yet
- 2018 Sea Cswip Course Exam FeeDocument4 pages2018 Sea Cswip Course Exam FeeAmar MohammedNo ratings yet
- Electrical Instrumentation Design & Drafting in MumbaiDocument2 pagesElectrical Instrumentation Design & Drafting in MumbaiSuvidya Institute of TechnologyNo ratings yet
- Project Management & Action ListDocument3 pagesProject Management & Action Listfreeman11072000No ratings yet
- 2.ANNEXUREDocument89 pages2.ANNEXUREAnonymous fLgaidVBhzNo ratings yet
- Insert Plate: Forging Projection Calculations Div.1Document5 pagesInsert Plate: Forging Projection Calculations Div.1Mudasir MughalNo ratings yet
- Calculation PadDocument2 pagesCalculation Padsam_antony2005No ratings yet
- Beam Spread CalculationDocument3 pagesBeam Spread CalculationgbsubbuNo ratings yet
- Wps No. 0 Rev. No. 19: Asme Section Ix Welding Procedure SpecificationDocument5 pagesWps No. 0 Rev. No. 19: Asme Section Ix Welding Procedure SpecificationAmit ChapagainNo ratings yet
- Material BreakdownDocument5 pagesMaterial BreakdownjaymarNo ratings yet
- Nozzle Weld DepositDocument4 pagesNozzle Weld DepositmikeylesNo ratings yet
- List Files in A FolderDocument12 pagesList Files in A Foldervincent02hk_57881301No ratings yet
- Line List: Project: Date Rev. No. Serial No. Doc. Type Discipline Phase Unit Plan/Project/SubDocument1 pageLine List: Project: Date Rev. No. Serial No. Doc. Type Discipline Phase Unit Plan/Project/SubAli AsadiNo ratings yet
- 110 1S PDFDocument7 pages110 1S PDFRoslan AliNo ratings yet
- Saudi Aramco Dow Arabia (MFC) Project As Run Data Sheet: Sub-Contractor Welding Inspector DAELIM Welding InspectorDocument1 pageSaudi Aramco Dow Arabia (MFC) Project As Run Data Sheet: Sub-Contractor Welding Inspector DAELIM Welding InspectorSiddiqui Abdul Khaliq100% (1)
- Steel StructureDocument70 pagesSteel Structureรศ.ดร.สมเกียรติ จตุรงค์ล้ําเลิศNo ratings yet
- Mathematical Modelling of GTAW and GMAWDocument240 pagesMathematical Modelling of GTAW and GMAWpatriciatavares2009100% (2)
- Weld Metal Calculation For A Single V Joint: Total Volume of Joint CC CS Gms KgsDocument2 pagesWeld Metal Calculation For A Single V Joint: Total Volume of Joint CC CS Gms KgsMel gibsonNo ratings yet
- WIS5 Course Notes 7 & 8Document15 pagesWIS5 Course Notes 7 & 8راجہ شہزاد انورNo ratings yet
- Draft WPSDocument32 pagesDraft WPSAnilkumar G NairNo ratings yet
- QW 482 WPSDocument2 pagesQW 482 WPSsmit patel0% (1)
- P WPSDocument3 pagesP WPSAnilkumar G NairNo ratings yet
- Welding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDocument3 pagesWelding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh rajaNo ratings yet
- 5S Cross ZoneDocument5 pages5S Cross ZoneAnilkumarNo ratings yet
- Model 106 Model 104 CS THK 1 THK 2 THK 1 THK 2Document4 pagesModel 106 Model 104 CS THK 1 THK 2 THK 1 THK 2AnilkumarNo ratings yet
- DC FormatDocument3 pagesDC FormatAnilkumarNo ratings yet
- Operator CLIT Sheet SAWDocument2 pagesOperator CLIT Sheet SAWAnilkumar100% (2)
- Photo: 5 "S" Score SheetDocument6 pagesPhoto: 5 "S" Score SheetAnilkumarNo ratings yet
- 5S Cross ZoneDocument5 pages5S Cross ZoneAnilkumarNo ratings yet
- Section Clearence Tracking SheetDocument4 pagesSection Clearence Tracking SheetAnilkumarNo ratings yet
- TowerDocument142 pagesTowerAnilkumarNo ratings yet
- Door During Welding Inspection Report: Tower No Date BAYDocument1 pageDoor During Welding Inspection Report: Tower No Date BAYAnilkumarNo ratings yet
- Monthly Billing Plan - AUG 2018: Due Date Project Stage S.No Per DayDocument6 pagesMonthly Billing Plan - AUG 2018: Due Date Project Stage S.No Per DayAnilkumarNo ratings yet
- Daily Attendance ReportDocument10 pagesDaily Attendance ReportAnilkumarNo ratings yet
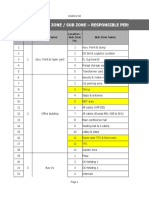
- 5S Sub Zone AllocationDocument6 pages5S Sub Zone AllocationAnilkumarNo ratings yet
- Singapore Food RegulationsDocument142 pagesSingapore Food Regulationsgentleman457No ratings yet
- Music Education Syllubus GRADE 10-12: Republic of ZambiaDocument27 pagesMusic Education Syllubus GRADE 10-12: Republic of ZambiaGåbyNo ratings yet
- Ornamental PDFDocument301 pagesOrnamental PDFmrsmech84No ratings yet
- Mobile Control Station (Oct - Dec 02)Document4 pagesMobile Control Station (Oct - Dec 02)santhoshNo ratings yet
- Bidri ArtDocument4 pagesBidri Artbhavk20No ratings yet
- Entropy-Free Energy 01 Answers PDFDocument4 pagesEntropy-Free Energy 01 Answers PDFMaddison LilyNo ratings yet
- Statistics For Management - Assignments SolvedDocument9 pagesStatistics For Management - Assignments Solvednitin_bslNo ratings yet
- SCIENCE MELC Grade 7 10Document14 pagesSCIENCE MELC Grade 7 10veronica.cutayanNo ratings yet
- Waterslide Project RubricsDocument5 pagesWaterslide Project Rubricsapi-269781478No ratings yet
- Simplified State Space Layers For SequenceDocument35 pagesSimplified State Space Layers For SequenceTanay MaheshwariNo ratings yet
- Management of Moderate Acute Malnutrition: When To Start ProgrammesDocument5 pagesManagement of Moderate Acute Malnutrition: When To Start Programmesmadiha altafNo ratings yet
- Ambo University: Regulation and ControlDocument20 pagesAmbo University: Regulation and ControlFikadu EshetuNo ratings yet
- Manual de Venta de PiezasDocument378 pagesManual de Venta de PiezasGARY BAUTISTANo ratings yet
- ART202 Demonstration 2Document6 pagesART202 Demonstration 2AltairNo ratings yet
- Cambridge IGCSE: ECONOMICS 0455/21Document8 pagesCambridge IGCSE: ECONOMICS 0455/21Wassim AlwanNo ratings yet
- UNISHIP - Blank ApplicationDocument3 pagesUNISHIP - Blank ApplicationSatyabrat GaanNo ratings yet
- Lea - Notes On Industrial Security ConceptsDocument45 pagesLea - Notes On Industrial Security ConceptsRODOLFO JR. CASTILLO100% (1)
- Physical Chemistry Board Exam QuestionsDocument10 pagesPhysical Chemistry Board Exam QuestionsRiza Joie Versales50% (2)
- Technical Evaluation For Preventive MaintenanceDocument5 pagesTechnical Evaluation For Preventive MaintenanceASVHAI EngineerNo ratings yet
- Anth 72 Saturday 1st EditionDocument144 pagesAnth 72 Saturday 1st EditionJohn Arunas ZizysNo ratings yet
- Hybrid Solar System For HomeDocument7 pagesHybrid Solar System For HomeYasir Baloch100% (1)
- A Poor Man's Guide To Q FinanceDocument17 pagesA Poor Man's Guide To Q FinanceArturo SeijasNo ratings yet
- 2021-10-01 World Coin NewsDocument48 pages2021-10-01 World Coin NewsWalter MaikNo ratings yet
- University of Northern Philippines: WWW - Unp.edu - PH CP# 09177148749, 09175785986Document23 pagesUniversity of Northern Philippines: WWW - Unp.edu - PH CP# 09177148749, 09175785986Hanna La MadridNo ratings yet
- SECTION 03200 Concrete ReinforcementDocument8 pagesSECTION 03200 Concrete ReinforcementSuranga ManuNo ratings yet
- Grades: Grade EN / DIN Aisi/Astm Uns Ss Afnor OverigDocument2 pagesGrades: Grade EN / DIN Aisi/Astm Uns Ss Afnor OverigIvan AlexievNo ratings yet