Shop 49 - Pipe Shop
Shop 49 - Pipe Shop
Download as docx, pdf, or txt
You might also like
- Saudi Aramco Piping QC Inspector Sample Interview QuestionsDocument6 pagesSaudi Aramco Piping QC Inspector Sample Interview QuestionsRichard Periyanayagam90% (10)
- Cold Cutting ProcedureDocument9 pagesCold Cutting ProcedureVăn PhúcNo ratings yet
- Piping NotesDocument11 pagesPiping NotesRavindra S. Jivani100% (1)
- Before The FloodDocument6 pagesBefore The FloodBhavya Sethi100% (1)
- Two Step Spiral Pipe ManufacturingDocument4 pagesTwo Step Spiral Pipe ManufacturingEagle Spirit50% (2)
- EEC Cat PDFDocument28 pagesEEC Cat PDFNermeen ElmelegaeNo ratings yet
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- Legionaires's Disese - Case StudyDocument81 pagesLegionaires's Disese - Case StudyEliza Spark100% (1)
- Reported Speech PDFDocument6 pagesReported Speech PDFFiore Al-WardNo ratings yet
- Press Shop: Operations PerformedDocument15 pagesPress Shop: Operations PerformedRohit KumarNo ratings yet
- Process Piping & Piping FittingsDocument16 pagesProcess Piping & Piping FittingsJaveed A. Khan100% (3)
- Piping TheoryDocument20 pagesPiping Theorysonud4u100% (5)
- Pipe WorkDocument12 pagesPipe WorkSudheepNo ratings yet
- Fabrication of Pipe SpoolsDocument5 pagesFabrication of Pipe Spoolsafay1945No ratings yet
- Irrigation Equipment and Jointing TechniquesDocument16 pagesIrrigation Equipment and Jointing TechniquesKiyyaa OromooNo ratings yet
- Piping QuestionsDocument13 pagesPiping QuestionsMani Kanta100% (1)
- Pipe FittingsDocument16 pagesPipe FittingsHammad100% (1)
- Qa QC NotesDocument8 pagesQa QC NotesFiroz AlamNo ratings yet
- General - CH10 - Fluid Lines & FittingDocument70 pagesGeneral - CH10 - Fluid Lines & Fittingali amr0% (1)
- Manufacturing Process: Black PipeDocument2 pagesManufacturing Process: Black PipeDhanraj PatilNo ratings yet
- Unit 1 Fundamentals of PipingDocument15 pagesUnit 1 Fundamentals of PipingAkshat ChauhanNo ratings yet
- Piping: Wing Union ConnectionsDocument8 pagesPiping: Wing Union ConnectionsMahmoud Ahmed Ali AbdelrazikNo ratings yet
- 3D & 5D Pipe Bend For PipelineDocument6 pages3D & 5D Pipe Bend For PipelinemohammadazraiNo ratings yet
- Dies For Pipe Extrusion Line - Pipe Extrusion LinesDocument4 pagesDies For Pipe Extrusion Line - Pipe Extrusion LinesWerner SchrammelNo ratings yet
- MechanicalDocument173 pagesMechanicalKerx Endrano100% (1)
- 634515782532305000Document137 pages634515782532305000Norisk NanungNo ratings yet
- Career Episode 3: Preparation of Individual Parts Before AssemblyDocument8 pagesCareer Episode 3: Preparation of Individual Parts Before AssemblyHarmeetNo ratings yet
- C-31-Rubber Lined Piping System PDFDocument6 pagesC-31-Rubber Lined Piping System PDFvedadonNo ratings yet
- Saudi Aramco Piping QC Inspector Sample Interview Questions & Answers..Document5 pagesSaudi Aramco Piping QC Inspector Sample Interview Questions & Answers..Ch SIB100% (1)
- OneSteel Steel Pipe Final LoResDocument24 pagesOneSteel Steel Pipe Final LoResAgus Budi PrasetyoNo ratings yet
- Machines For The Production of Bi-Metallic Clad Pipes - Their Application and Manufacturing MethodsDocument21 pagesMachines For The Production of Bi-Metallic Clad Pipes - Their Application and Manufacturing Methodsprofesor_No ratings yet
- ME 27 Lecture 03Document57 pagesME 27 Lecture 03VEGA DARRENNo ratings yet
- Presentation On Pipes.: GET's EPCM Piping DepartmentDocument37 pagesPresentation On Pipes.: GET's EPCM Piping DepartmentDeepak Shetty50% (2)
- Study of Carbon Steel Pipes 2013Document26 pagesStudy of Carbon Steel Pipes 2013Deepak Ramchandani100% (1)
- Hose&Braid Catalog FlexicraftDocument24 pagesHose&Braid Catalog Flexicraftkutts76No ratings yet
- ASTM Plumbing Pipes & Fittings Manufacturers in India Finolex PipesDocument14 pagesASTM Plumbing Pipes & Fittings Manufacturers in India Finolex PipesSREENATH SREEDHARANNo ratings yet
- ENTS 400 Rev5Document62 pagesENTS 400 Rev5Scherjeal Jangda100% (1)
- Piping ComponentsDocument39 pagesPiping Componentsbvenky991100% (1)
- What Exactly Is Rolling?Document39 pagesWhat Exactly Is Rolling?Ashish12312No ratings yet
- Inosindt U-Tubes 75Document6 pagesInosindt U-Tubes 75Babar Manzoor GhauriNo ratings yet
- DBR For PipingDocument50 pagesDBR For Pipingrajachem100% (1)
- Important Process Piping QuestionsDocument12 pagesImportant Process Piping Questionspratap biswas100% (1)
- Guntner MANDocument28 pagesGuntner MANJosé Luis Boncún Carnero100% (2)
- Technical SpecificationDocument8 pagesTechnical SpecificationSANKALP MNo ratings yet
- Petroleum Production Engineering-I: Third Year Second TermDocument46 pagesPetroleum Production Engineering-I: Third Year Second Termsarfraz hussain100% (1)
- Hot Tapping PDFDocument32 pagesHot Tapping PDFSreenivas Kamachi Chettiar100% (1)
- MEP InformationDocument6 pagesMEP Informationstephenhcc1No ratings yet
- Rubber LinedDocument6 pagesRubber LinedPrasanta Kumar Behera100% (1)
- Technical Details of Mandev Copper Tubes For Air conditioning and Refrigeration (1) (1)Document10 pagesTechnical Details of Mandev Copper Tubes For Air conditioning and Refrigeration (1) (1)manjithconquerNo ratings yet
- Plug Valves enDocument24 pagesPlug Valves enAtty AttyNo ratings yet
- A World of DifferenceDocument3 pagesA World of Differenceeastham35No ratings yet
- Pig TrapsDocument6 pagesPig TrapsDouGPhillips999100% (1)
- P StockDocument9 pagesP StockJoe Mari CapaNo ratings yet
- Aramco Interview QuestionsDocument38 pagesAramco Interview QuestionsMd Sharique86% (7)
- PIPE and TubesDocument11 pagesPIPE and TubesnamNo ratings yet
- Piping Components EbookDocument45 pagesPiping Components Ebooksrinivasanssc100% (3)
- Reinforcements 1.steel Reinforcement 1.1 Steel Reinforcement Products (Fabricated in Romania)Document21 pagesReinforcements 1.steel Reinforcement 1.1 Steel Reinforcement Products (Fabricated in Romania)Imola SzaszNo ratings yet
- Steam Line Mechanical DistributionDocument25 pagesSteam Line Mechanical DistributionNAYEEMNo ratings yet
- Machines, Tools and Methods of Automobile ManufactureFrom EverandMachines, Tools and Methods of Automobile ManufactureRating: 4 out of 5 stars4/5 (1)
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Read About Bi-Diretional Cross WaveDocument24 pagesRead About Bi-Diretional Cross WaveSahil JawaNo ratings yet
- Simulation-Based Analysis of Ship Motions in ShortDocument21 pagesSimulation-Based Analysis of Ship Motions in ShortSahil JawaNo ratings yet
- ISOPE PPT Template-2022-Bio-Use-CcDocument1 pageISOPE PPT Template-2022-Bio-Use-CcSahil JawaNo ratings yet
- Wave Kinematics of Short-Crested WavesDocument6 pagesWave Kinematics of Short-Crested WavesSahil JawaNo ratings yet
- Energies 12 00785Document23 pagesEnergies 12 00785Sahil JawaNo ratings yet
- ANSYS Fluent Introduction Course Summary and Best Practice: Prepared By: Tomer AvrahamDocument28 pagesANSYS Fluent Introduction Course Summary and Best Practice: Prepared By: Tomer AvrahamSahil JawaNo ratings yet
- Preprints202007 0723 v1Document13 pagesPreprints202007 0723 v1Sahil JawaNo ratings yet
- Fully Three-Dimensional Ship Seakeeping Computations With A Surge-Corrected Rankine Panel MethodDocument8 pagesFully Three-Dimensional Ship Seakeeping Computations With A Surge-Corrected Rankine Panel MethodSahil JawaNo ratings yet
- CFD Investigation Into The Wave Added Resistance of Two ShipsDocument20 pagesCFD Investigation Into The Wave Added Resistance of Two ShipsSahil JawaNo ratings yet
- Ocean Engineering: Dong-Min Park, Jae-Hoon Lee, Yoo-Won Jung, Jaehoon Lee, Yonghwan Kim, Frederik GerhardtDocument14 pagesOcean Engineering: Dong-Min Park, Jae-Hoon Lee, Yoo-Won Jung, Jaehoon Lee, Yonghwan Kim, Frederik GerhardtSahil JawaNo ratings yet
- A Co-Operative Hybrid Model For Ship Motion Prediction: R. Skulstad G. Li T. I. Fossen T. Wang H. ZhangDocument10 pagesA Co-Operative Hybrid Model For Ship Motion Prediction: R. Skulstad G. Li T. I. Fossen T. Wang H. ZhangSahil JawaNo ratings yet
- Multi-Objective Hydrodynamic Optimization of The DTMB 5415 For Resistance and SeakeepingDocument18 pagesMulti-Objective Hydrodynamic Optimization of The DTMB 5415 For Resistance and SeakeepingSahil JawaNo ratings yet
- Processes: Study On Hull Optimization Process Considering Operational Efficiency in WavesDocument21 pagesProcesses: Study On Hull Optimization Process Considering Operational Efficiency in WavesSahil JawaNo ratings yet
- Tese Rafael WataiDocument263 pagesTese Rafael WataiSahil JawaNo ratings yet
- Chapter 5 - Seakeeping ModelsDocument44 pagesChapter 5 - Seakeeping ModelsSahil Jawa100% (1)
- 3d M TermDocument11 pages3d M TermSahil JawaNo ratings yet
- EN455CourseNotesAY20 Chapter3Document37 pagesEN455CourseNotesAY20 Chapter3Sahil JawaNo ratings yet
- Faltinsen2004 Article SlammingInMarineApplicationsDocument31 pagesFaltinsen2004 Article SlammingInMarineApplicationsSahil JawaNo ratings yet
- Research ArticleDocument27 pagesResearch ArticleSahil JawaNo ratings yet
- Short-Term Prediction in Vessel Heave Motion BasedDocument13 pagesShort-Term Prediction in Vessel Heave Motion BasedSahil JawaNo ratings yet
- 078 - S7 - Ole A. HermundstadDocument30 pages078 - S7 - Ole A. HermundstadSahil JawaNo ratings yet
- Efficient Methods For Direct Calculation of Slamming Loads On ShipsDocument21 pagesEfficient Methods For Direct Calculation of Slamming Loads On ShipsSahil JawaNo ratings yet
- Slamming of Ships: Where Are We Now?Document28 pagesSlamming of Ships: Where Are We Now?Sahil JawaNo ratings yet
- SeakeepingDocument38 pagesSeakeepingSahil JawaNo ratings yet
- FEMA Acronyms, Abbreviations, and Terms (FAAT) List 2005 PDFDocument160 pagesFEMA Acronyms, Abbreviations, and Terms (FAAT) List 2005 PDFlavrik100% (1)
- Candy LandDocument3 pagesCandy LandAyesha SirajNo ratings yet
- Cold StorageDocument39 pagesCold StorageIvan Fauzi Ryanto100% (1)
- Turning The TideDocument7 pagesTurning The TideRifky RifaldiNo ratings yet
- Preboard Exam (XII) Applied Math 23-24Document5 pagesPreboard Exam (XII) Applied Math 23-24prateektech949No ratings yet
- Misindia Cosamb (F)Document28 pagesMisindia Cosamb (F)Suman KumarNo ratings yet
- CertificateDocument15 pagesCertificateAbhishek AryaNo ratings yet
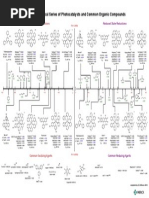
- Photocatalysts Chart DiRoccoDocument1 pagePhotocatalysts Chart DiRoccoDevin FergusonNo ratings yet
- Operation Manual Manual de Instrucciones: Compact Overlock MachineDocument74 pagesOperation Manual Manual de Instrucciones: Compact Overlock MachineBelen BarsantiNo ratings yet
- Andrew 4.6m C-Ku AntennaDocument2 pagesAndrew 4.6m C-Ku AntennaEng Simon Peter NsoziNo ratings yet
- Real Estate LawDocument17 pagesReal Estate LawKim Carlo F. Tangian100% (1)
- BADI To Default Values in PA Infotypes - SCNDocument6 pagesBADI To Default Values in PA Infotypes - SCNabhiNo ratings yet
- Tiguan Catalogue 2022 EN-specification-digitalDocument5 pagesTiguan Catalogue 2022 EN-specification-digitalJxjd HxjdNo ratings yet
- Correction of Errors BBA 43ADocument3 pagesCorrection of Errors BBA 43AAyesha Jamil 5099-FMS/BBA/F17No ratings yet
- 10 - Troubleshooting INSITE 6.4 OnDocument68 pages10 - Troubleshooting INSITE 6.4 OnagvassNo ratings yet
- Newmar DC-DC Converters Isolated IspDocument1 pageNewmar DC-DC Converters Isolated IspzeroseyaNo ratings yet
- SAED International Profile (ENGLISH)Document24 pagesSAED International Profile (ENGLISH)Mohammad BokhariNo ratings yet
- Practice 2: Protein Quantification Biochemistry Pharmaceutical IPNDocument12 pagesPractice 2: Protein Quantification Biochemistry Pharmaceutical IPNScribdTranslationsNo ratings yet
- Honors Advanced Calculus and Linear Algebra p7Document2 pagesHonors Advanced Calculus and Linear Algebra p7marchelo_cheloNo ratings yet
- Inclusive Engagement GuideDocument1 pageInclusive Engagement GuideRomy HidayatNo ratings yet
- LRMDS BrochureDocument2 pagesLRMDS BrochureJeremaih MallariNo ratings yet
- Prevention of Railway Accident Using Arduino Based Safety System A Case Study of Addis Ababa Light Rail Transit IJERTV8IS090091Document6 pagesPrevention of Railway Accident Using Arduino Based Safety System A Case Study of Addis Ababa Light Rail Transit IJERTV8IS090091Jebastin RohinNo ratings yet
- Training Report On Textile Wet ProcessingDocument38 pagesTraining Report On Textile Wet ProcessingMunazza SohailNo ratings yet
- First Speaking Test 1Document7 pagesFirst Speaking Test 1Carmen CastellóNo ratings yet
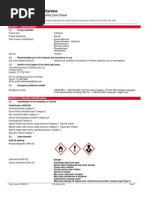
- Hoja de Seguridad Estireno InglesDocument10 pagesHoja de Seguridad Estireno InglesL.a. Landin RodriguezNo ratings yet
- 513200-Winch Calculation AftDocument3 pages513200-Winch Calculation Aftphankhoa83-1No ratings yet
- U.S. Coast Guard Auxiliary FC Robert ReczekDocument6 pagesU.S. Coast Guard Auxiliary FC Robert ReczekNicholas GaliardoNo ratings yet