What Exactly Is Rolling?
What Exactly Is Rolling?
Download as doc, pdf, or txt
You might also like
- Report On Transformer ManufacturingDocument36 pagesReport On Transformer ManufacturingRaj Moyal89% (57)
- Project Report On Wire RodDocument9 pagesProject Report On Wire RodEIRI Board of Consultants and Publishers100% (1)
- 2020.8.5 Manual Book For Auto Steel Cage Welding Machine Operation ManualDocument21 pages2020.8.5 Manual Book For Auto Steel Cage Welding Machine Operation Manualarifhannasy3100% (1)
- Spiral Pipe Mill Project ReportDocument24 pagesSpiral Pipe Mill Project ReportVikalp Shri Bachchan67% (3)
- Casing Manufacturing ProcessDocument4 pagesCasing Manufacturing ProcessMajid NajeebNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Shop Practice No. 7 Off Hand Method: Ball-Peen HammerDocument13 pagesShop Practice No. 7 Off Hand Method: Ball-Peen HammerEriane Garcia100% (2)
- Wood TurningDocument166 pagesWood Turningpastorjmcgouirk100% (1)
- Metalwork at A Glance Workbook PDFDocument71 pagesMetalwork at A Glance Workbook PDFbrian Decker100% (5)
- (2024-9-3) 750mm SS-MS HSM ONLINE INDUCTION HEATER PARAMETERS FOR PURCHASEDocument8 pages(2024-9-3) 750mm SS-MS HSM ONLINE INDUCTION HEATER PARAMETERS FOR PURCHASEras.group.projectNo ratings yet
- Rail and Structural MillDocument8 pagesRail and Structural MillNeeraj SoniNo ratings yet
- A Presentation On Sms-2Document22 pagesA Presentation On Sms-2Rahul PandeyNo ratings yet
- Astrum BrochureDocument20 pagesAstrum BrochureGohilakrishnan ThiagarajanNo ratings yet
- Am ItDocument27 pagesAm Itakalbhor90No ratings yet
- Ind TRRNGDocument60 pagesInd TRRNGShankar AchallaNo ratings yet
- Products Used in Steel Manufacturing (ZAM)Document31 pagesProducts Used in Steel Manufacturing (ZAM)osama raufNo ratings yet
- Mobile Flashbutt Welding PresentationDocument38 pagesMobile Flashbutt Welding Presentationsanjay dalelaNo ratings yet
- Advances in Continuous Casting PDFDocument4 pagesAdvances in Continuous Casting PDFPrakash SarangiNo ratings yet
- Milling MCDocument27 pagesMilling MCapi-19775783100% (1)
- High Speed Shearing of Stainless Steel Tube UpdatedDocument3 pagesHigh Speed Shearing of Stainless Steel Tube UpdatedOzetoNo ratings yet
- Industrial Trainning Report On (1) (Autorecovered)Document17 pagesIndustrial Trainning Report On (1) (Autorecovered)prabhaspothe6566No ratings yet
- Continuous Rolling MillDocument8 pagesContinuous Rolling Millrazen_inNo ratings yet
- Kumait@steelplantech - Co.jp Kikkawat@steelplantech - Co.jpDocument10 pagesKumait@steelplantech - Co.jp Kikkawat@steelplantech - Co.jpSANTOSH TIWARINo ratings yet
- Quote For HG50-Welded Pipe Making Machine - 20210729Document14 pagesQuote For HG50-Welded Pipe Making Machine - 20210729barmill16No ratings yet
- Project Presentation 3.0Document35 pagesProject Presentation 3.0CH.SUMANTHNo ratings yet
- SAPH 440 MaterialDocument16 pagesSAPH 440 MaterialDinesh SharmaNo ratings yet
- DM WaterDocument61 pagesDM WaterAmitraja DasNo ratings yet
- Nimonic 80A (TM) Super Alloy Material Property Data Sheet - Product Availability and Request A QuoteDocument5 pagesNimonic 80A (TM) Super Alloy Material Property Data Sheet - Product Availability and Request A QuotedharmatejakademNo ratings yet
- Stainless Steel BarsDocument29 pagesStainless Steel Barsjainsamir16No ratings yet
- Coiled Tubing Services Manual: DowellDocument14 pagesCoiled Tubing Services Manual: DowellDaveNo ratings yet
- OneSteel Steel Pipe Final LoResDocument24 pagesOneSteel Steel Pipe Final LoResPhilip TeakleNo ratings yet
- Lab10 Final Progressive Die PDFDocument7 pagesLab10 Final Progressive Die PDFSyed Asif Bukhari100% (1)
- Handbook ESAB - MecTIGDocument15 pagesHandbook ESAB - MecTIGRobertoNo ratings yet
- Thread RollingDocument18 pagesThread RollingShubham Sarkar100% (3)
- Nixon Col Brochure 2003 PDFDocument32 pagesNixon Col Brochure 2003 PDFShiau FenNo ratings yet
- Career Episode 3: Preparation of Individual Parts Before AssemblyDocument8 pagesCareer Episode 3: Preparation of Individual Parts Before AssemblyHarmeetNo ratings yet
- BHEL (Bharat Heavy Electricals Limited) Haridwar Block 2 Heavy FabricationDocument27 pagesBHEL (Bharat Heavy Electricals Limited) Haridwar Block 2 Heavy FabricationUdit Soni100% (1)
- Flash Butt WeldingDocument48 pagesFlash Butt WeldingSagar Mandaleeka100% (1)
- Processes Involved in Production of Aluminium Sheets: Department of Mechanical EngineeringDocument29 pagesProcesses Involved in Production of Aluminium Sheets: Department of Mechanical EngineeringSudeepHandikherkarNo ratings yet
- Shop 49 - Pipe ShopDocument3 pagesShop 49 - Pipe ShopSahil JawaNo ratings yet
- CatalogueDocument2 pagesCatalogueebersworld_2011No ratings yet
- PB Alumec EnglishDocument12 pagesPB Alumec EnglishByron RodriguezNo ratings yet
- Reinforcements 1.steel Reinforcement 1.1 Steel Reinforcement Products (Fabricated in Romania)Document21 pagesReinforcements 1.steel Reinforcement 1.1 Steel Reinforcement Products (Fabricated in Romania)Imola SzaszNo ratings yet
- Iv RepotDocument16 pagesIv Repotneethurj9No ratings yet
- Ingot Casting and Stacking System BrochureDocument2 pagesIngot Casting and Stacking System BrochureSudipto MajumderNo ratings yet
- Mig WireDocument10 pagesMig WireSathishkumar SrinivasanNo ratings yet
- CraneDocument19 pagesCranedeua2004No ratings yet
- Job Knowledge 15Document4 pagesJob Knowledge 15Mehmet SoysalNo ratings yet
- High-Quality Wire Rod and Bar Production at YongXing Special Stainless SteelDocument12 pagesHigh-Quality Wire Rod and Bar Production at YongXing Special Stainless SteelJJNo ratings yet
- TCDPDocument88 pagesTCDPPrakash KumarNo ratings yet
- Marking and Cutting Department: Shearing and Punching MachinesDocument4 pagesMarking and Cutting Department: Shearing and Punching MachineskhanNo ratings yet
- Sec Roc Drill Pipe and AdaptersDocument16 pagesSec Roc Drill Pipe and AdaptersSerkanAl50% (2)
- Steel Catalogue 12-09-09-KenyaDocument16 pagesSteel Catalogue 12-09-09-KenyaDaniel KariukiNo ratings yet
- 3D & 5D Pipe Bend For PipelineDocument6 pages3D & 5D Pipe Bend For PipelinemohammadazraiNo ratings yet
- Vocational Training PPT (Ankur Thangry)Document16 pagesVocational Training PPT (Ankur Thangry)Sagan PreetNo ratings yet
- Steel Sheet CPS BroucherDocument15 pagesSteel Sheet CPS BroucherCREATIVE PIPING SOLUTIONS PVT. LTD.No ratings yet
- CRM Complex - Tata SteelDocument8 pagesCRM Complex - Tata SteelSourav Das100% (2)
- Housingless MillsDocument51 pagesHousingless MillsvaibhavkumarjainNo ratings yet
- Continuous Welded Rail Using The MobileDocument4 pagesContinuous Welded Rail Using The MobilejimaouaNo ratings yet
- Spin Del BrochureDocument14 pagesSpin Del BrochureshifaNo ratings yet
- Experiment 1Document16 pagesExperiment 1samayNo ratings yet
- Linotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeFrom EverandLinotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeNo ratings yet
- ProposalDocument16 pagesProposalmakawiss1No ratings yet
- Jig Fixture Final ProjectDocument20 pagesJig Fixture Final ProjectRizky Candra50% (2)
- Ahsanullah University of Science and Technology (AUST) Department of Mechanical and Production EngineeringDocument30 pagesAhsanullah University of Science and Technology (AUST) Department of Mechanical and Production Engineeringalif islamNo ratings yet
- FagDocument198 pagesFagHamza NoumanNo ratings yet
- Users Guide HPRA High Precision Removable ArmDocument60 pagesUsers Guide HPRA High Precision Removable ArmFredj BeziNo ratings yet
- All The Correct Answers For Every Online Quiz For ManufacturingDocument124 pagesAll The Correct Answers For Every Online Quiz For ManufacturingBleachedasNo ratings yet
- KatalogDocument6 pagesKatalogMawan BentzNo ratings yet
- Gunsmithing and Tool Making Bible by Harold HoffmanDocument294 pagesGunsmithing and Tool Making Bible by Harold HoffmanS Lucian Stefan100% (2)
- Lathe Machine Working Principle: The Lathe Is ADocument4 pagesLathe Machine Working Principle: The Lathe Is AJohn Albert ReyesNo ratings yet
- IPE-4102-Machine Tool SessionalDocument29 pagesIPE-4102-Machine Tool SessionalNafiz AlamNo ratings yet
- Ace Classic Lt-20 Im-03 20-Jun-06Document101 pagesAce Classic Lt-20 Im-03 20-Jun-06chidambaram kasi100% (2)
- Product and Equipment AnalysisDocument12 pagesProduct and Equipment AnalysisDanangSetiawanNo ratings yet
- Agricultural Implements Manufacturing Unit Rs. 17.89 Million Nov-2023Document66 pagesAgricultural Implements Manufacturing Unit Rs. 17.89 Million Nov-2023AmjadKhanNo ratings yet
- Types of Machine ToolsDocument39 pagesTypes of Machine Toolskapun kumar nayak100% (1)
- Fitting and Machinig 7.6Document48 pagesFitting and Machinig 7.6Grayden Cozithinkmybrothersgay RichterNo ratings yet
- HW 1 - Me-572 - 232Document8 pagesHW 1 - Me-572 - 232Hamandey Alhayki100% (1)
- Metal Cutting QuestionsDocument65 pagesMetal Cutting QuestionsPratik DhandeNo ratings yet
- Lathe Feed CalculationDocument4 pagesLathe Feed CalculationScribdTranslationsNo ratings yet
- Mill Keyways On LatheDocument1 pageMill Keyways On LatheJim100% (4)
- Build Your Own LatheDocument4 pagesBuild Your Own LatheThanadol Wilachan0% (1)
- Lecture NotesDocument41 pagesLecture NotesMichael Junior jacobNo ratings yet
- Manufcaturing Processes and Enineering Metrology Book HUE 2019-2020Document179 pagesManufcaturing Processes and Enineering Metrology Book HUE 2019-2020imo7sn23No ratings yet
- Fig. 26-54 Fig. 26-55: 26 General Equipment For Welding ShopsDocument7 pagesFig. 26-54 Fig. 26-55: 26 General Equipment For Welding ShopsWilly UioNo ratings yet
- 206-00 Brake System General - General Procedures - Brake Disc MachiningDocument4 pages206-00 Brake System General - General Procedures - Brake Disc MachiningCARLOS LIMADANo ratings yet
- Machinery Katalog 11Document31 pagesMachinery Katalog 11wagiman supriadiNo ratings yet
- Module 2 - MACHINING TOOL OPERATIONS, ADVANCED MANUFACTURING SYSTEMSDocument18 pagesModule 2 - MACHINING TOOL OPERATIONS, ADVANCED MANUFACTURING SYSTEMSmahatosuraj078No ratings yet
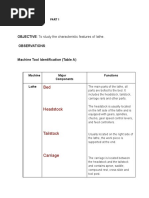
- OBJECTIVE: To Study The Characteristic Features of Lathe. ObservationsDocument4 pagesOBJECTIVE: To Study The Characteristic Features of Lathe. ObservationsUtkarsh AryaNo ratings yet