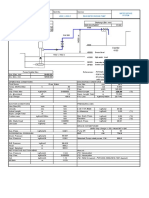
Equipment Sizing
Equipment Sizing
Download as pdf or txt
You might also like
- Alien - Heart of Darkness - HandoutsDocument2 pagesAlien - Heart of Darkness - HandoutsRPG Nérico100% (1)
- Download: Regulatory Compliance FundamentalsDocument3 pagesDownload: Regulatory Compliance FundamentalsZig ZigNo ratings yet
- Flash4 Moduletests Key Klucz OdpowiedziDocument8 pagesFlash4 Moduletests Key Klucz OdpowiedziKatarzyna XXXXNo ratings yet
- 254624-400-DS-PRO-310, Rev F - Datasheet of VRUDocument18 pages254624-400-DS-PRO-310, Rev F - Datasheet of VRURamesh SharmaNo ratings yet
- Case Amazon CleanedDocument3 pagesCase Amazon CleanedSandhya BasnetNo ratings yet
- Conversion Checklist For Dropshipping StoresDocument45 pagesConversion Checklist For Dropshipping StoresShuvo Chandro Das100% (2)
- Bechtel Corporation Engineering Design Guide FOR Fluid Flow IN Piping SystemsDocument9 pagesBechtel Corporation Engineering Design Guide FOR Fluid Flow IN Piping SystemsCristhianNo ratings yet
- Dokumen - Tips Organic Chemistry An Acid Base Approach Second EditionDocument333 pagesDokumen - Tips Organic Chemistry An Acid Base Approach Second EditionQuoc AnhNo ratings yet
- Compressed Air System For Chemical and Industrial PlantsDocument23 pagesCompressed Air System For Chemical and Industrial Plantsjkhan_724384No ratings yet
- DDG-T-P-03205 Basis of Process DesignDocument26 pagesDDG-T-P-03205 Basis of Process DesignCristinaNo ratings yet
- 2093-FE-7903 Rev. CDocument34 pages2093-FE-7903 Rev. CAyush ChoudharyNo ratings yet
- Process DesignDocument46 pagesProcess Designdevya123100% (1)
- Tank Pressure During Pump OutDocument1 pageTank Pressure During Pump OutRexx MexxNo ratings yet
- Pump and Line Calculation Sheet: Company NameDocument1 pagePump and Line Calculation Sheet: Company NameMohamed SabryNo ratings yet
- 2.0 Process Liquid Lines PrefaceDocument23 pages2.0 Process Liquid Lines PrefaceCristhianNo ratings yet
- KLM Design SpecificationsDocument12 pagesKLM Design Specificationsijaz fazilNo ratings yet
- Hydraulics Basis OPALDocument13 pagesHydraulics Basis OPALGoutam GiriNo ratings yet
- FW HydraulicsDocument59 pagesFW HydraulicsSHAILENDRANo ratings yet
- 000 Pe DS 0001Document5 pages000 Pe DS 0001Dar FallNo ratings yet
- Acrobat Document2 PDFDocument15 pagesAcrobat Document2 PDFKhepa BabaNo ratings yet
- BZ Est PD 002 Control Philosophy TestDocument55 pagesBZ Est PD 002 Control Philosophy TestMertoiu GabrielNo ratings yet
- Appendix D1 - Design Criteria Rev C For DFSDocument9 pagesAppendix D1 - Design Criteria Rev C For DFSAnonymous IabqZQ1tkNo ratings yet
- Bombas de ProcesoDocument6 pagesBombas de ProcesomazzingerzNo ratings yet
- EPC Industry in IndiaDocument87 pagesEPC Industry in IndiaErik SudaryantoNo ratings yet
- Pump Sizing and Selection Made Easy - Chemical Engineering - Page 1Document8 pagesPump Sizing and Selection Made Easy - Chemical Engineering - Page 1Nelson LawrenceNo ratings yet
- Subject 7. Equipment Sizing and Costing OCW PDFDocument30 pagesSubject 7. Equipment Sizing and Costing OCW PDFhamzashafiq1100% (2)
- Wastewater Treatment: On Completion of This Segment You Should BeDocument57 pagesWastewater Treatment: On Completion of This Segment You Should BeGourav MehtaNo ratings yet
- LFL Temp MW V% in Air Deg C G/mole 1.7 25 72Document4 pagesLFL Temp MW V% in Air Deg C G/mole 1.7 25 72SHAILENDRANo ratings yet
- Process Design and Equipment SizingDocument5 pagesProcess Design and Equipment Sizingmyself_riteshNo ratings yet
- Recip Compressor Calculations For GCP-3Document4 pagesRecip Compressor Calculations For GCP-3Greg GolushkoNo ratings yet
- Chapter - 4-Flow Through Porous MediaDocument36 pagesChapter - 4-Flow Through Porous MediaSata AjjamNo ratings yet
- Oxy Enrich Process For Capacity Enhancement of Claus Based Sulfur Recovery UnitDocument22 pagesOxy Enrich Process For Capacity Enhancement of Claus Based Sulfur Recovery Unitsara25dec689288No ratings yet
- Process Engineering Calculations (Part 1)Document210 pagesProcess Engineering Calculations (Part 1)Fabliha Khan100% (1)
- Mechanical Data Sheet For Rich Teg Carbon Filter (F-2003/3003), (F-2004/3004)Document5 pagesMechanical Data Sheet For Rich Teg Carbon Filter (F-2003/3003), (F-2004/3004)AbdulBasitNo ratings yet
- Froth Floatation Cell ManualDocument9 pagesFroth Floatation Cell ManualShoaib PathanNo ratings yet
- Tank Agitator Data Sheet: (Garamond 14)Document10 pagesTank Agitator Data Sheet: (Garamond 14)AliZenatiNo ratings yet
- 9572 TBA Progressive Cavity Pump - Rev.0Document4 pages9572 TBA Progressive Cavity Pump - Rev.0budy wening setyo wibowoNo ratings yet
- Equipment StandardsDocument30 pagesEquipment StandardsMadan YadavNo ratings yet
- Module 7 - Progress Measurement - 1 Content OverviewDocument8 pagesModule 7 - Progress Measurement - 1 Content OverviewPatrick MugaNo ratings yet
- DHU-NOCL - JOB EXECUTION PLAN - SupersededDocument37 pagesDHU-NOCL - JOB EXECUTION PLAN - SupersededTaofiqNo ratings yet
- Attachment-#7 Technical Evaluation FTP-MEC-TBE-002Document7 pagesAttachment-#7 Technical Evaluation FTP-MEC-TBE-002AyahKenzieNo ratings yet
- Engineering Standard: IPS-E-PR-330Document30 pagesEngineering Standard: IPS-E-PR-330Akmal ZuhriNo ratings yet
- How A Polymer Get Dissolves?Document3 pagesHow A Polymer Get Dissolves?Vijay ChaudharyNo ratings yet
- Client:: Project Job No.: Project Title: Document TitleDocument12 pagesClient:: Project Job No.: Project Title: Document TitleHalliday Gerald DabokikaNo ratings yet
- Data NormalisationDocument31 pagesData NormalisationAshish GulabaniNo ratings yet
- Process MaddahDocument263 pagesProcess MaddahparykoochakNo ratings yet
- P11218 SPE ME 00 - 005 RevB Spec For Pressure VesselDocument17 pagesP11218 SPE ME 00 - 005 RevB Spec For Pressure VesselBukhory TajudinNo ratings yet
- Calculation of Friction Losses, Power, Developed Head and Available Net Positive Suction Head of A PumpDocument4 pagesCalculation of Friction Losses, Power, Developed Head and Available Net Positive Suction Head of A Pumper_bhavinNo ratings yet
- VFD Versus Control Valve For Pump Flow ControlsDocument6 pagesVFD Versus Control Valve For Pump Flow ControlsCarlos WayNo ratings yet
- Basis: Basis: 100 Mol/h Property: GPSA and Elliott ManualDocument6 pagesBasis: Basis: 100 Mol/h Property: GPSA and Elliott ManualsterlingNo ratings yet
- Instrument and Utility Air Demand Calculation GuideDocument3 pagesInstrument and Utility Air Demand Calculation GuidemakamahamisuNo ratings yet
- Demister Data Sheet enDocument2 pagesDemister Data Sheet enChristos BountourisNo ratings yet
- PRODUCTIONOFMALEICANHYDRIDEFROMOXIDATIONOFn BUTANE PDFDocument457 pagesPRODUCTIONOFMALEICANHYDRIDEFROMOXIDATIONOFn BUTANE PDFJayshree Mohan100% (1)
- Perhitungan Anaerobik Digester, Floating Dome, Fixed DomeDocument51 pagesPerhitungan Anaerobik Digester, Floating Dome, Fixed DomesehonoNo ratings yet
- Air Receivers Sizing - 240717 - 225619Document20 pagesAir Receivers Sizing - 240717 - 225619heno82No ratings yet
- NSW Pump Calculation 26-05-2017-r4Document28 pagesNSW Pump Calculation 26-05-2017-r4Ardian200% (1)
- Agitator Data Sheet Stelzer Rührtechnik International GMBH: CompanyDocument1 pageAgitator Data Sheet Stelzer Rührtechnik International GMBH: CompanyDeepikaNo ratings yet
- Petroleum Engineering 325 Petroleum Production Systems: Wellbore Flow Performance I Single-Phase FlowDocument51 pagesPetroleum Engineering 325 Petroleum Production Systems: Wellbore Flow Performance I Single-Phase FlowBruno ReinosoNo ratings yet
- MODULE#8 - Compressible FlowDocument12 pagesMODULE#8 - Compressible FlowChristianNo ratings yet
- Selecting Recir LS Pipe DiaDocument24 pagesSelecting Recir LS Pipe DiaSiddharth JhambNo ratings yet
- Separation TowerDocument68 pagesSeparation TowersasiNo ratings yet
- Single PhaseDocument15 pagesSingle PhaseDhafin RizqiNo ratings yet
- Lecture 4 Reflux Ratio and Column DesignDocument13 pagesLecture 4 Reflux Ratio and Column DesignMohammedTalib100% (1)
- Multiphase Flow in Pipes, 2006, Critical Velocity, PresentacionDocument62 pagesMultiphase Flow in Pipes, 2006, Critical Velocity, PresentacionjoreliNo ratings yet
- Refrigeration & Air Conditioning (MPE411) - Lec.2 - 2Document70 pagesRefrigeration & Air Conditioning (MPE411) - Lec.2 - 2Bassem OstoraNo ratings yet
- Correlations of Mass Transfer CoefficientsDocument10 pagesCorrelations of Mass Transfer CoefficientsFELIPE DURANNo ratings yet
- Mass Transfer Operations NotasDocument190 pagesMass Transfer Operations NotasFELIPE DURANNo ratings yet
- Process Engineering and Chemical Plant Design 2011Document242 pagesProcess Engineering and Chemical Plant Design 2011FELIPE DURANNo ratings yet
- Equipment Design PDMSDocument56 pagesEquipment Design PDMSFELIPE DURANNo ratings yet
- Equilibrium Methods For Mass Transfer OperationsDocument23 pagesEquilibrium Methods For Mass Transfer OperationsFELIPE DURANNo ratings yet
- Process Design of Cooling Towers PDFDocument36 pagesProcess Design of Cooling Towers PDFFELIPE DURANNo ratings yet
- Electrolytic In-Process Dressing (ELID) TechnologiesDocument264 pagesElectrolytic In-Process Dressing (ELID) TechnologiesFELIPE DURANNo ratings yet
- Documentation of Distillation Column Design PDFDocument41 pagesDocumentation of Distillation Column Design PDFFELIPE DURANNo ratings yet
- Handbook 2022Document88 pagesHandbook 2022raymonawalker10No ratings yet
- Environmental Sampling and Analytical Methods SSTM Zg516: ESI Mass Spectrometry MALDI Mass SpectrometryDocument9 pagesEnvironmental Sampling and Analytical Methods SSTM Zg516: ESI Mass Spectrometry MALDI Mass SpectrometryasdfNo ratings yet
- Olympiad Preparatory TestDocument10 pagesOlympiad Preparatory TestDevYShethNo ratings yet
- Sample PrecisDocument34 pagesSample PrecisAniket kumarNo ratings yet
- Storing DessertsDocument4 pagesStoring DessertsJohn Vencint GaleraNo ratings yet
- Vendor Registeration Form: Bangalore International Airport LTD.Document2 pagesVendor Registeration Form: Bangalore International Airport LTD.aman3327100% (2)
- Markets&MarketLogic SteidlmayerP&KoyK 1986.R-optsDocument177 pagesMarkets&MarketLogic SteidlmayerP&KoyK 1986.R-optsERNEST CHIBUZO OGUNo ratings yet
- ACS800 SystemControlProgram FWDocument318 pagesACS800 SystemControlProgram FWAyoub WdrNo ratings yet
- Aker Powergas Pvt. LTD.: 6235-PEIN08-2095Document39 pagesAker Powergas Pvt. LTD.: 6235-PEIN08-2095phanikrishnabNo ratings yet
- Discovery Vitality HealthyFood CatalogDocument32 pagesDiscovery Vitality HealthyFood CatalogEvelyn AhworegbaNo ratings yet
- Introduction To Digital Art: NAMEDocument9 pagesIntroduction To Digital Art: NAMEblessed honie boterNo ratings yet
- Framework Manager-0124 IBM CognosDocument61 pagesFramework Manager-0124 IBM CognosArunabha GuptaNo ratings yet
- BatStateU-FO-OJT-02 - Student Trainee's Personal History Statement - Rev. 02Document1 pageBatStateU-FO-OJT-02 - Student Trainee's Personal History Statement - Rev. 02Ian Bernice botiqueNo ratings yet
- Turbaloy 310 (SS-310) Data SheetDocument1 pageTurbaloy 310 (SS-310) Data SheetcandraNo ratings yet
- Resume PDFDocument5 pagesResume PDFadivishNo ratings yet
- Modals WorksheetDocument2 pagesModals WorksheetAbbyNo ratings yet
- Imaging Spectrum of Duodenal EmergenciesDocument44 pagesImaging Spectrum of Duodenal EmergenciesJessi LaurentiusNo ratings yet
- Effect of Various Heat Treatment On The Mechanical Properties of Steel Alloy EN31Document10 pagesEffect of Various Heat Treatment On The Mechanical Properties of Steel Alloy EN31IJIRSTNo ratings yet
- Senarai Kod Bank New EFTDocument2 pagesSenarai Kod Bank New EFTrujukandayahNo ratings yet
- 82338-2 ACL300 Technical SpecificationDocument5 pages82338-2 ACL300 Technical Specificationaparajit50540% (1)
- 604 Electronic Calculating Punch Customer Engineering Instruction ManualDocument190 pages604 Electronic Calculating Punch Customer Engineering Instruction ManualkgrhoadsNo ratings yet
- Free Questions For By: CAD ActualtestdumpsDocument19 pagesFree Questions For By: CAD Actualtestdumpskpkayum11No ratings yet
- Lecture2 Ent281 Chapter 1 (Part2)Document40 pagesLecture2 Ent281 Chapter 1 (Part2)YipNo ratings yet
- Cavity Duplexer: Eleading Technologies LTDDocument14 pagesCavity Duplexer: Eleading Technologies LTDvictory_1410No ratings yet
- December 6, 2013 Strathmore TimesDocument28 pagesDecember 6, 2013 Strathmore TimesStrathmore TimesNo ratings yet