FDFSD
FDFSD
Download as pdf or txt
You might also like
- CRE Chap 6Document16 pagesCRE Chap 6Chrysler Kane Depnag83% (6)
- Electronegativity Worksheet AnswersDocument2 pagesElectronegativity Worksheet Answerscpliam83% (6)
- Exp 2 CSTRDocument14 pagesExp 2 CSTRPiyush AgarwalNo ratings yet
- Rr410802 Chemical Reaction Engineering IIDocument8 pagesRr410802 Chemical Reaction Engineering IISrinivasa Rao G100% (3)
- Tutorial 11Document5 pagesTutorial 11Aakash R RajwaniNo ratings yet
- Chemical Reaction Engineering IDocument42 pagesChemical Reaction Engineering IMuthu UmayalNo ratings yet
- Lawson Criteria For Nuclear FusionDocument3 pagesLawson Criteria For Nuclear FusionShekhar NarwalNo ratings yet
- Microsoft Word - 6 - Prob RTD-Non Id React 11-12 61-78 - EnglishDocument9 pagesMicrosoft Word - 6 - Prob RTD-Non Id React 11-12 61-78 - EnglishPavithra Sivaraja100% (1)
- Essy Questions On Non-Ideal ReactorsDocument9 pagesEssy Questions On Non-Ideal ReactorsRobinson ANo ratings yet
- Tutorial 2 QuestionDocument3 pagesTutorial 2 Questionnur hidayatiNo ratings yet
- R05320802chemicalreactionengineeringiiDocument8 pagesR05320802chemicalreactionengineeringiiSanthosh KumarNo ratings yet
- Tutorial QuestionsDocument8 pagesTutorial QuestionsMaame Efua Neizer100% (1)
- Tutorial For Chapter 23Document9 pagesTutorial For Chapter 23Thurgah VshinyNo ratings yet
- Reactor EnggDocument75 pagesReactor EnggarunperthNo ratings yet
- Cre-II EndtermDocument2 pagesCre-II Endtermbt21cme061No ratings yet
- Ch516 Chemical & Catalytic Reaction Engineering Assignment 5Document3 pagesCh516 Chemical & Catalytic Reaction Engineering Assignment 5Janaki Devi Parrat0% (1)
- Chemical Reactors: DC DT RDocument8 pagesChemical Reactors: DC DT ROsas Jessica UwoghirenNo ratings yet
- Chapter 10 PDFDocument19 pagesChapter 10 PDFJoseph RayNo ratings yet
- Tut1 2016 QDocument5 pagesTut1 2016 QAbhishek SardaNo ratings yet
- Additional ProblemsDocument4 pagesAdditional Problemsfakename666666No ratings yet
- CSTR 40LDocument12 pagesCSTR 40LMohamad SyamilNo ratings yet
- Assignment 3Document4 pagesAssignment 3Yi Hong LowNo ratings yet
- Che630 Advanced Mass Transfer Take Home Exam Model C PDFDocument7 pagesChe630 Advanced Mass Transfer Take Home Exam Model C PDFMohamed ElbehlilNo ratings yet
- CH 7 Sem Chemical Reactor Design 3799 Summer 2019Document2 pagesCH 7 Sem Chemical Reactor Design 3799 Summer 2019Naina SontakkeyNo ratings yet
- (NagpurStudents - Org) Chemical Reactor DesignDocument4 pages(NagpurStudents - Org) Chemical Reactor Designsiddharth sharmaNo ratings yet
- Kinetics Probset (LE4)Document4 pagesKinetics Probset (LE4)Jewls HatudNo ratings yet
- Kyambogo University Faculty of Science Department of Chemistry Semester One Examinations 2019-2020 CHE412-Chemical Reaction Engineering IDocument6 pagesKyambogo University Faculty of Science Department of Chemistry Semester One Examinations 2019-2020 CHE412-Chemical Reaction Engineering Ikivumbi AchileoNo ratings yet
- Practice Problem Set - 2Document5 pagesPractice Problem Set - 2Sonu KumarNo ratings yet
- Assignment VDocument6 pagesAssignment Vprernajain.221ch039No ratings yet
- 838 PDFDocument8 pages838 PDFAravind KumarNo ratings yet
- Problem As Cat Al Is Is 2018Document10 pagesProblem As Cat Al Is Is 2018Victor Daniel Martínez CarreteroNo ratings yet
- Homework #1 For Chemical Reaction Engineering IDocument2 pagesHomework #1 For Chemical Reaction Engineering IRaushan KumarNo ratings yet
- BE-Chemical A Semester) III Yr - December 2019 U CV (-: Thapar Institute of Engineering and Technology PatialaDocument2 pagesBE-Chemical A Semester) III Yr - December 2019 U CV (-: Thapar Institute of Engineering and Technology PatialaSHOURYA SINGHNo ratings yet
- Sample Exams Problems CHE 402Document3 pagesSample Exams Problems CHE 402Ricardo VelozNo ratings yet
- Introduction To Chemical Reactor Engineering - Problems PDFDocument75 pagesIntroduction To Chemical Reactor Engineering - Problems PDFJojie-Ann Alabarca100% (1)
- Work Sheet - Reactor DesignDocument3 pagesWork Sheet - Reactor Designanwarabdullah960No ratings yet
- REACCIONES MULTIPLES Essentials of Chemical Reaction EngineeringDocument11 pagesREACCIONES MULTIPLES Essentials of Chemical Reaction EngineeringAnel Viridiana Alfonso BocarandoNo ratings yet
- Rr410802 Chemical Reaction Engineering IIDocument9 pagesRr410802 Chemical Reaction Engineering IISrinivasa Rao G100% (1)
- CDB2043 - Reaction EngineeringDocument6 pagesCDB2043 - Reaction EngineeringXin-YiWoonNo ratings yet
- 1 - Prob Kinet 11-12 1-13 EnglishDocument4 pages1 - Prob Kinet 11-12 1-13 EnglishYenNo ratings yet
- Exp - P2 - CSTRDocument6 pagesExp - P2 - CSTRSiddesh PatilNo ratings yet
- Report CSTRDocument14 pagesReport CSTRniraj_bairagiNo ratings yet
- CRE IdocxDocument8 pagesCRE IdocxParth DesaiNo ratings yet
- CHEE 321: Chemical Reaction Engineering: Module 3: Isothermal Reactor DesignDocument16 pagesCHEE 321: Chemical Reaction Engineering: Module 3: Isothermal Reactor DesignPranav NakhateNo ratings yet
- Set A Final Exam QuestionDocument8 pagesSet A Final Exam QuestionDhayalan RamachandranNo ratings yet
- CHPR4406 AssignmentDocument2 pagesCHPR4406 AssignmentElena TodorovskaNo ratings yet
- AsdfghjklDocument4 pagesAsdfghjklJV CustodioNo ratings yet
- 2022-May CH-322 223Document2 pages2022-May CH-322 223Akhil KumarNo ratings yet
- HomeworkDocument3 pagesHomeworkJudluzNo ratings yet
- r05310805 Chemical Reaction Engineering IDocument8 pagesr05310805 Chemical Reaction Engineering ISrinivasa Rao GNo ratings yet
- R09 Set No. 2Document8 pagesR09 Set No. 2Shakoor MalikNo ratings yet
- Ideal Reactors Part 2 Solved ProblemsDocument15 pagesIdeal Reactors Part 2 Solved ProblemsWaldi SagalaNo ratings yet
- Ideal Reactors Part 2 Solved ProblemsDocument15 pagesIdeal Reactors Part 2 Solved Problemschandankumar356500000012No ratings yet
- Test 1 Sample QuestionDocument7 pagesTest 1 Sample QuestionAnonymous GsiB6EMGNo ratings yet
- Temperature, °C: SolutionDocument18 pagesTemperature, °C: Solutionمحمد حلمي هاريريNo ratings yet
- Analytical Modeling of Solute Transport in Groundwater: Using Models to Understand the Effect of Natural Processes on Contaminant Fate and TransportFrom EverandAnalytical Modeling of Solute Transport in Groundwater: Using Models to Understand the Effect of Natural Processes on Contaminant Fate and TransportNo ratings yet
- A Modern Course in Statistical PhysicsFrom EverandA Modern Course in Statistical PhysicsRating: 3.5 out of 5 stars3.5/5 (2)
- Electrochemical Processes in Biological SystemsFrom EverandElectrochemical Processes in Biological SystemsAndrzej LewenstamNo ratings yet
- The Chemistry of Membranes Used in Fuel Cells: Degradation and StabilizationFrom EverandThe Chemistry of Membranes Used in Fuel Cells: Degradation and StabilizationShulamith SchlickNo ratings yet
- Biofilms in Bioelectrochemical Systems: From Laboratory Practice to Data InterpretationFrom EverandBiofilms in Bioelectrochemical Systems: From Laboratory Practice to Data InterpretationNo ratings yet
- Pumps, Channels and Transporters: Methods of Functional AnalysisFrom EverandPumps, Channels and Transporters: Methods of Functional AnalysisNo ratings yet
- MSDS AKD WaxDocument4 pagesMSDS AKD WaxdvpNo ratings yet
- Vicky WordDocument1 pageVicky WorddvpNo ratings yet
- FFGGGDocument33 pagesFFGGGdvpNo ratings yet
- 49 Nivrutti Gaikwad Tpwriteup 190421Document29 pages49 Nivrutti Gaikwad Tpwriteup 190421dvpNo ratings yet
- Tentative Schedule For Internship Review: Students Who Joined Internship in Month of June: (June To Oct)Document1 pageTentative Schedule For Internship Review: Students Who Joined Internship in Month of June: (June To Oct)dvpNo ratings yet
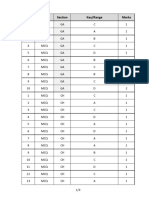
- Q.No. Type Section Key/Range MarksDocument3 pagesQ.No. Type Section Key/Range MarksdvpNo ratings yet
- Fees Structure 2018 19 New AdmissionDocument1 pageFees Structure 2018 19 New AdmissiondvpNo ratings yet
- Bhausaheb Roll No: GR No: 162048 Batch No: 2: To 100 F Ha I G I Osity Side, Dirt Factor 0.004 ForDocument7 pagesBhausaheb Roll No: GR No: 162048 Batch No: 2: To 100 F Ha I G I Osity Side, Dirt Factor 0.004 FordvpNo ratings yet
- Be PDFDocument1 pageBe PDFdvpNo ratings yet
- Undertaking Date:: TH THDocument1 pageUndertaking Date:: TH THdvpNo ratings yet
- Request LetterDocument1 pageRequest LetterdvpNo ratings yet
- Mechanical Vibrations PDFDocument223 pagesMechanical Vibrations PDFmark mutimushiNo ratings yet
- Contoh Soal Termo - Tk.Document17 pagesContoh Soal Termo - Tk.dit doankNo ratings yet
- Cell CountDocument2 pagesCell CountBridget Haley100% (1)
- CEP 322 Midterm p2Document1 pageCEP 322 Midterm p2John Pol OmegaNo ratings yet
- Analysis and Design of Prestressed I-GirderDocument52 pagesAnalysis and Design of Prestressed I-Girderpriya giriNo ratings yet
- Drying ExperimentDocument10 pagesDrying ExperimentKris Dominic RubillosNo ratings yet
- Bianchi Et Al 2022 Analysis of Unsaturated Seepage in Infinite Slopes by Means of Horizontal Ground Infiltration ModelsDocument9 pagesBianchi Et Al 2022 Analysis of Unsaturated Seepage in Infinite Slopes by Means of Horizontal Ground Infiltration ModelsPankaj JoshiNo ratings yet
- Plank's Constant LABDocument3 pagesPlank's Constant LABdheeraj ShahNo ratings yet
- Hydraulics ManualDocument42 pagesHydraulics ManualJm Cayapas100% (2)
- Air Masses and FrontsDocument8 pagesAir Masses and Fronts27h4fbvsy8No ratings yet
- Motion Loads Pal ADocument11 pagesMotion Loads Pal ABoris Stheven Sullcahuaman JaureguiNo ratings yet
- Maintenance and Instruction Manual For CP Dryers H2-H3-H4-H5Document15 pagesMaintenance and Instruction Manual For CP Dryers H2-H3-H4-H5Brandi HillNo ratings yet
- Stability Castelated BeamsDocument142 pagesStability Castelated BeamsLuiza Girelli ChitolinaNo ratings yet
- Comparison Between CPCC FBEC Amp CRSDDocument6 pagesComparison Between CPCC FBEC Amp CRSDSrikanth SrikantiNo ratings yet
- Finite Element Simulation of Water Cooling Process of Steel Strips On Runout TableDocument240 pagesFinite Element Simulation of Water Cooling Process of Steel Strips On Runout Table조기현No ratings yet
- 409.10 - NOVA Gas-Lift Orifice APPENDIX PDFDocument4 pages409.10 - NOVA Gas-Lift Orifice APPENDIX PDFAli AliNo ratings yet
- Sum Academy 2 ChemDocument5 pagesSum Academy 2 ChemRAO UMAIRNo ratings yet
- 2011 EU RAC Installer - WWW - Kib.bgDocument31 pages2011 EU RAC Installer - WWW - Kib.bgk_chavdarovNo ratings yet
- The Menard Pressuremeter: History, Equipment, New Developments, Installation Procedures, Design Rules and MethodsDocument59 pagesThe Menard Pressuremeter: History, Equipment, New Developments, Installation Procedures, Design Rules and MethodsLuis Orlando Ibanez MoraNo ratings yet
- What Is A Socket Weld - (Everything You Need To Know) - TWIDocument10 pagesWhat Is A Socket Weld - (Everything You Need To Know) - TWISitraka RANAIVOSONNo ratings yet
- Hot Rolled Steel Vs Cold Rolled SteelDocument2 pagesHot Rolled Steel Vs Cold Rolled SteelvklsNo ratings yet
- Textile Fibres: Textile Engineering & Fibre ScienceDocument2 pagesTextile Fibres: Textile Engineering & Fibre ScienceSK RAJUNo ratings yet
- Stress Analysis Traning-VarunDocument50 pagesStress Analysis Traning-Varunanurag7878100% (3)
- ملزمة الفصل الاول المعدلة من قبل الدكتورة مع الامثلةDocument55 pagesملزمة الفصل الاول المعدلة من قبل الدكتورة مع الامثلةAl-Hassan NeimaNo ratings yet
- How To Extract The Maximum Information From Dma TestsDocument13 pagesHow To Extract The Maximum Information From Dma TestsGyörgy BánhegyiNo ratings yet
- Coal Mill Failures in Brief Doc 2Document7 pagesCoal Mill Failures in Brief Doc 2Udhayakumar VenkataramanNo ratings yet
- Interrelationship PHASES OF THE HYDROLOGIC CYCLEDocument40 pagesInterrelationship PHASES OF THE HYDROLOGIC CYCLEElly Reneil Garillos100% (1)
- R 152a Diagrama de Refrigerante P-HDocument1 pageR 152a Diagrama de Refrigerante P-HJose LuisNo ratings yet