Follow Here
Follow Here
Download as docx, pdf, or txt
At a glance
Powered by AI
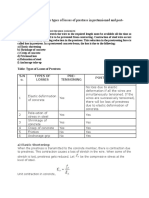
The document discusses various NDT techniques like penetrant testing, magnetic particle testing, radiographic testing and ultrasonic testing. It also discusses welding defects like hydrogen cracking and lamellar tearing.
The main NDT techniques discussed are radiographic testing, magnetic particle testing, penetrant testing and ultrasonic testing. The document provides example questions and answers related to these techniques.
The main factors that influence the need for post weld heat treatment are material thickness, hardness, carbon content, alloy content and weld joint size. It is done to relieve stresses, improve properties and prevent cracking.
You might also like
- Post Weld Heat Treatment ProcedureDocument9 pagesPost Weld Heat Treatment ProcedureAkram AlhaddadNo ratings yet
- Test - API 1169 - QuizletDocument13 pagesTest - API 1169 - QuizletAkram Alhaddad0% (2)
- Test - API Spec Q1 - Quizlet18Document8 pagesTest - API Spec Q1 - Quizlet18Akram Alhaddad100% (1)
- Astm D4000, 2004Document19 pagesAstm D4000, 2004aletapia100% (1)
- Astm F606 PDFDocument16 pagesAstm F606 PDFEnrike Garcia100% (1)
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingFrom EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghNo ratings yet
- Ans. Cswip555 Q&ADocument8 pagesAns. Cswip555 Q&AMyak OkuokuNo ratings yet
- Cswip 3 (1) .1 Bridge Examination QuestionDocument3 pagesCswip 3 (1) .1 Bridge Examination QuestionbassamNo ratings yet
- Cswip 3.1 QU MSR WI 3 05Document8 pagesCswip 3.1 QU MSR WI 3 05Luan Nguyen100% (1)
- Practice 2 - Questions - CSWIPDocument10 pagesPractice 2 - Questions - CSWIPravichandran0506100% (1)
- Cswip3.2 Content ONLYDocument3 pagesCswip3.2 Content ONLYSathishkumar. KNo ratings yet
- Technology 3Document6 pagesTechnology 3ابومحمد الكناني100% (1)
- Muhammed Rifan RTFIDocument2 pagesMuhammed Rifan RTFIriffdNo ratings yet
- TestDocument6 pagesTestAdil Hasanov100% (2)
- WISS CSWIP Technology Multiple Choice Exam 2 Version A 18 August 2014Document8 pagesWISS CSWIP Technology Multiple Choice Exam 2 Version A 18 August 2014rinhycraNo ratings yet
- Dokumen - Tips - Cswip 322 Questions 5693082c92afaDocument37 pagesDokumen - Tips - Cswip 322 Questions 5693082c92afakihal zohir100% (1)
- CSWIP WIS 5 General Quiz: TWI Training & Examination ServicesDocument62 pagesCSWIP WIS 5 General Quiz: TWI Training & Examination Serviceshaoues23No ratings yet
- Section 1 QuestionsDocument2 pagesSection 1 QuestionsSameer MohammadNo ratings yet
- PART 37 CSWIP 3.1 Noted Points - Part 1Document4 pagesPART 37 CSWIP 3.1 Noted Points - Part 1ravindra_jivaniNo ratings yet
- Section 10 QuestionsDocument6 pagesSection 10 QuestionsSameer MohammadNo ratings yet
- CSWIP 3.1chapter 14Document4 pagesCSWIP 3.1chapter 14Berin M JoyNo ratings yet
- Twi Cswip 3.1 Set-4bDocument5 pagesTwi Cswip 3.1 Set-4bmiteshNo ratings yet
- TECHNOLOGY3 AnswerDocument7 pagesTECHNOLOGY3 AnswerNashaat DhyaaNo ratings yet
- Welding Inspection, AWS Bridging: Multi - Choice Question Paper (MSR-B-WI-2)Document7 pagesWelding Inspection, AWS Bridging: Multi - Choice Question Paper (MSR-B-WI-2)Le Tuan100% (1)
- General MCQ's Paper 4 AnsDocument4 pagesGeneral MCQ's Paper 4 AnsJawed AkhterNo ratings yet
- Question 8Document31 pagesQuestion 8Ehsan KhanNo ratings yet
- Test No 4ccDocument4 pagesTest No 4ccSalman GhaffarNo ratings yet
- Cswip Questions and AnswerDocument4 pagesCswip Questions and Answerenels770% (2)
- General Mock ExamDocument7 pagesGeneral Mock ExamkennyNo ratings yet
- Appendix 1 2017Document34 pagesAppendix 1 2017Sohrab FarmanNo ratings yet
- Wis 5 Eoca AnswersDocument34 pagesWis 5 Eoca AnswersAli Clubist100% (1)
- Welding Inspection, Steels - WIS 5: Multi - Choice End of Course Assessment Question Paper (MSR-AWI-1)Document8 pagesWelding Inspection, Steels - WIS 5: Multi - Choice End of Course Assessment Question Paper (MSR-AWI-1)Le Tuan100% (1)
- Cswip 3.1Document8 pagesCswip 3.1AnandNo ratings yet
- Cswip 3.1 Specific Exam Sample PaperDocument25 pagesCswip 3.1 Specific Exam Sample PaperbinoyantonygeorgeNo ratings yet
- CswipDocument1 pageCswipiftikhar_khalid_1100% (1)
- Cswip 3.1 April 2013, SuratDocument3 pagesCswip 3.1 April 2013, SuratmdsajidalamNo ratings yet
- WIS 5 EOCA QuestionsDocument31 pagesWIS 5 EOCA QuestionsAli ClubistNo ratings yet
- Master Question 2906Document101 pagesMaster Question 2906Cao Mạnh CườngNo ratings yet
- 9 Cswip 3.1 Quiz 3 Pages Question Answers Solved Past Papers Cswip 3.1 PDFDocument3 pages9 Cswip 3.1 Quiz 3 Pages Question Answers Solved Past Papers Cswip 3.1 PDFahmedawadallaNo ratings yet
- Technology 1Document10 pagesTechnology 1Tahar Dabbar100% (1)
- Section 2 QuestionsDocument2 pagesSection 2 QuestionsSameer MohammadNo ratings yet
- Multiple Choice 7 Mechanical TestingDocument5 pagesMultiple Choice 7 Mechanical TestingChandra MohanNo ratings yet
- Cswip Section 13 Mig Mag WeldingDocument23 pagesCswip Section 13 Mig Mag WeldingNsidibe Michael EtimNo ratings yet
- Section 5 QuestionsDocument4 pagesSection 5 QuestionsSameer MohammadNo ratings yet
- Welding Questions and AnswersDocument6 pagesWelding Questions and Answersengrzia76No ratings yet
- Question Excerpt From CSWIP 3Document4 pagesQuestion Excerpt From CSWIP 3Ekor JohnNo ratings yet
- CSWIP 3.2 ExamDocument1 pageCSWIP 3.2 Examasif712No ratings yet
- Multi - Choice Question Paper (MSR-WI-1)Document8 pagesMulti - Choice Question Paper (MSR-WI-1)Karit Hawichit100% (1)
- SWI Quiz 001Document4 pagesSWI Quiz 001Mushtaq ahmed100% (1)
- Qu MSR Wi 1 05Document8 pagesQu MSR Wi 1 05Shankar Gurusamy100% (1)
- NDT Instruction Eddy Current - IRS - Rev 001Document5 pagesNDT Instruction Eddy Current - IRS - Rev 001haoues23No ratings yet
- PW Fs CMT Cycle Step enDocument1 pagePW Fs CMT Cycle Step enBruno DogančićNo ratings yet
- The Effect of CarbonDocument4 pagesThe Effect of CarbonkingstonNo ratings yet
- Rtfi Questions 6Document6 pagesRtfi Questions 6Azhar AhmadNo ratings yet
- Twi Cswip 3.1 Set-4b - 1Document5 pagesTwi Cswip 3.1 Set-4b - 1miteshNo ratings yet
- General MCQ's Paper 5 AnsDocument4 pagesGeneral MCQ's Paper 5 AnsJawed AkhterNo ratings yet
- CSWIP 3.1 Welding Inspector - Level 2Document3 pagesCSWIP 3.1 Welding Inspector - Level 2Sani TipareNo ratings yet
- Section 8 QuestionsDocument2 pagesSection 8 QuestionsSameer MohammadNo ratings yet
- Challenges in Corrosion: Costs, Causes, Consequences, and ControlFrom EverandChallenges in Corrosion: Costs, Causes, Consequences, and ControlNo ratings yet
- Book 5Document4 pagesBook 5vasuNo ratings yet
- Top 15 Mechanical Testing - Cswip 3.1 Course Questions and AnswersDocument5 pagesTop 15 Mechanical Testing - Cswip 3.1 Course Questions and AnswersJlkKumar75% (4)
- Cswip 3 (1) .1 Bridge Examination QuestionDocument4 pagesCswip 3 (1) .1 Bridge Examination Questionmunna100% (2)
- Check Liste de Verification WpsDocument2 pagesCheck Liste de Verification WpsAkram AlhaddadNo ratings yet
- 3-Jotun Thinner No. 17Document2 pages3-Jotun Thinner No. 17Akram AlhaddadNo ratings yet
- 2-Technical Data Sheet- Marathon IQ GF (500μm)Document8 pages2-Technical Data Sheet- Marathon IQ GF (500μm)Akram AlhaddadNo ratings yet
- Technical Data Sheet Baltoflake EcolifeDocument5 pagesTechnical Data Sheet Baltoflake EcolifeAkram AlhaddadNo ratings yet
- CSWIP 3.1 Welding Inspection: TWI Training & Examination ServicesDocument12 pagesCSWIP 3.1 Welding Inspection: TWI Training & Examination ServicesAkram AlhaddadNo ratings yet
- Woc Hse Manual Standards: Woc LP EP DepartmentDocument12 pagesWoc Hse Manual Standards: Woc LP EP DepartmentAkram AlhaddadNo ratings yet
- Test - API 1169 RP 1110 - QuizletDocument4 pagesTest - API 1169 RP 1110 - QuizletAkram Alhaddad100% (1)
- Test - API Spec Q1 - QuizletDocument8 pagesTest - API Spec Q1 - QuizletAkram AlhaddadNo ratings yet
- Test - API 1110 - 2013 - Quizlet 48Document16 pagesTest - API 1110 - 2013 - Quizlet 48Akram AlhaddadNo ratings yet
- 33 Multiple Choice Questions: No Answer GivenDocument8 pages33 Multiple Choice Questions: No Answer GivenAkram Alhaddad100% (1)
- 68 Multiple Choice Questions: No Answer GivenDocument18 pages68 Multiple Choice Questions: No Answer GivenAkram AlhaddadNo ratings yet
- Test - API 1169 (Asme b31.4) - QuizletDocument5 pagesTest - API 1169 (Asme b31.4) - QuizletAkram Alhaddad100% (1)
- PropertiesDocument6 pagesPropertiesmarkalvinbonNo ratings yet
- Is - 002041 - 2009Document9 pagesIs - 002041 - 2009sangita ghaisasNo ratings yet
- Performance of Concrete Column With GFRP Rebar Under Axial LoadingDocument6 pagesPerformance of Concrete Column With GFRP Rebar Under Axial LoadingInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Shaft Design With Helical Gear, Bebel Gear, and Two Supporting BearingsDocument17 pagesShaft Design With Helical Gear, Bebel Gear, and Two Supporting BearingsMunashe MpNo ratings yet
- Material Science and MetallurgyDocument43 pagesMaterial Science and MetallurgySanjay Kumar SinghNo ratings yet
- Seminr PPT SifconDocument26 pagesSeminr PPT SifconMUJEEB RAHMAN K100% (1)
- Aluminio 6061-T6 6061-T651Document2 pagesAluminio 6061-T6 6061-T651leroniusNo ratings yet
- Mechanical PropertiesDocument30 pagesMechanical PropertiesChristopher Traifalgar CainglesNo ratings yet
- Material Science Module-2: Stress Strain Curve For Ductile MaterialDocument26 pagesMaterial Science Module-2: Stress Strain Curve For Ductile MaterialKushNo ratings yet
- Prepared by R. Sendil KumarDocument73 pagesPrepared by R. Sendil KumarRGNo ratings yet
- 1 s2.0 S2452321624001203 MainDocument7 pages1 s2.0 S2452321624001203 MainNassima ZafiriNo ratings yet
- Ductility of G550 Sheet Steels in TensionDocument186 pagesDuctility of G550 Sheet Steels in TensionRamiro RivasNo ratings yet
- A Comparative Study of Reactive Powder Concrete (RPC) and Ordinary Portland Cement (OPC) by Ultra High Strength TechnologyDocument11 pagesA Comparative Study of Reactive Powder Concrete (RPC) and Ordinary Portland Cement (OPC) by Ultra High Strength TechnologyMir Masood ShahNo ratings yet
- Load and Resistance Factor Design For Bamboo Reinforced Concrete Beam in Ultimate Flexural Limit StateDocument11 pagesLoad and Resistance Factor Design For Bamboo Reinforced Concrete Beam in Ultimate Flexural Limit StateLuanna Silva de Pires Campos AlvesNo ratings yet
- Design of Pressure VesselDocument136 pagesDesign of Pressure VesselHarshal JadhavNo ratings yet
- Rectangular: I1 El1-2u1Document14 pagesRectangular: I1 El1-2u1KHAN SAMEER AHMEDNo ratings yet
- Design OF Machine Elements: UNIT-1Document13 pagesDesign OF Machine Elements: UNIT-1anon_751078781No ratings yet
- Stress N Strain N Kriteria LULUHDocument42 pagesStress N Strain N Kriteria LULUHRizki Yuni PratiwiNo ratings yet
- Me331 2008Document451 pagesMe331 2008akshaygiitmNo ratings yet
- Prestressed Concrete ProblemDocument9 pagesPrestressed Concrete ProblemPrantik Adhar SamantaNo ratings yet
- Wang - 2023 (A Review of Selected Small Specimen Test Techniques)Document38 pagesWang - 2023 (A Review of Selected Small Specimen Test Techniques)إحسان خالد جودة الشحات ٣٥٧٣No ratings yet
- Investigation On Material Characteristics and Fatigue Crack Behavior of Thermite Welded Rail JointDocument16 pagesInvestigation On Material Characteristics and Fatigue Crack Behavior of Thermite Welded Rail JointDanilo Soares da MottaNo ratings yet
- Buildings 14 02463Document20 pagesBuildings 14 02463jaferkamoonaa12No ratings yet
- Ductile MaterialsDocument2 pagesDuctile MaterialssaruNo ratings yet
- STD02 API 6D Errata 10 Addendum 2Document28 pagesSTD02 API 6D Errata 10 Addendum 2Dev Brat DwivediNo ratings yet
- Mechanical Properties and Identification Markings For Threaded Fasteners PDFDocument96 pagesMechanical Properties and Identification Markings For Threaded Fasteners PDFRichard QuimboNo ratings yet
- Fatigue Behaviour of CmcsDocument18 pagesFatigue Behaviour of Cmcsnithink100No ratings yet
- Design Aspects For Wearing Courses On Orthotropic Steel Bridge DecksDocument18 pagesDesign Aspects For Wearing Courses On Orthotropic Steel Bridge DecksBui Tat ThanhNo ratings yet