Download as pdf or txt
You might also like
- Aa094.101.05 - Conveyor Belt With Brush DC Motor Dunker Drive CanDocument8 pagesAa094.101.05 - Conveyor Belt With Brush DC Motor Dunker Drive CanplacintaruNo ratings yet
- LWM IWC Data SheetDocument2 pagesLWM IWC Data SheetrichmatikNo ratings yet
- APFC O&M ManualDocument54 pagesAPFC O&M ManualTarun Godiyal100% (2)
- Automatic Liquid Filling Unit Using PLCDocument8 pagesAutomatic Liquid Filling Unit Using PLCIJRASETPublications100% (1)
- Bottel Filling ReportDocument6 pagesBottel Filling ReportUdaya InduwaraNo ratings yet
- PPTDocument43 pagesPPTHamedRaza100% (2)
- Automatic Liquid Filling To Bottles of Different HeightDocument3 pagesAutomatic Liquid Filling To Bottles of Different HeightJeeva MJNo ratings yet
- Automatic Control of Hydraulic Machine Using PLCDocument5 pagesAutomatic Control of Hydraulic Machine Using PLCIJSTENo ratings yet
- PLC Based Water Bottle Filling and Caping SystemDocument4 pagesPLC Based Water Bottle Filling and Caping SystemSajid BashirNo ratings yet
- 211002-Datong-10-8-3 Water Filling MachineDocument18 pages211002-Datong-10-8-3 Water Filling MachineHuong NguyenNo ratings yet
- Pneumatic LogicDocument27 pagesPneumatic LogicEliasNo ratings yet
- PNP & NPN PDFDocument3 pagesPNP & NPN PDFTahir NaqviNo ratings yet
- P. Peng - TofflonDocument38 pagesP. Peng - Tofflon이규호No ratings yet
- Turbine Flow Meter Working PrincipleDocument3 pagesTurbine Flow Meter Working PrinciplesandystaysNo ratings yet
- Exercise 20 ADocument1 pageExercise 20 AMahadzir Bin Mat Rabi'No ratings yet
- TroubleshootingDocument24 pagesTroubleshootingAamer Khawaja100% (1)
- Control and Data Acquisition SystemsDocument17 pagesControl and Data Acquisition SystemskumarnpccNo ratings yet
- Kilian Tablet Press Replacement Parts CatalogDocument40 pagesKilian Tablet Press Replacement Parts CatalogIndependent TradingNo ratings yet
- Fisher l2 Liquid Level Controllers en 135074Document16 pagesFisher l2 Liquid Level Controllers en 135074GOKUL PRASADNo ratings yet
- Pneumatics Exercises 13Document6 pagesPneumatics Exercises 13KhamilleNo ratings yet
- AK06 Programming Manual 61.15 - 18.09Document103 pagesAK06 Programming Manual 61.15 - 18.09denis.burlutskyiNo ratings yet
- CX1100-00xx: Hardware DocumentationDocument78 pagesCX1100-00xx: Hardware DocumentationThiago FernandesNo ratings yet
- Manual Endress-Hauser Proline Promag P 300 ProfibusPADocument220 pagesManual Endress-Hauser Proline Promag P 300 ProfibusPAJhon Sanchez ChNo ratings yet
- Clif Mock CompletoDocument4 pagesClif Mock CompletoJosé Luis CoronadoNo ratings yet
- Hydraulic Control System AdvancedDocument8 pagesHydraulic Control System AdvancedGiang Van NgoNo ratings yet
- 01 SCADA TopkapiDocument6 pages01 SCADA TopkapiikhsanNo ratings yet
- Genaral Catalog PLC PanasonicDocument36 pagesGenaral Catalog PLC Panasonicpeter08068350% (2)
- PymodbusDocument251 pagesPymodbusHous SamNo ratings yet
- RevisionHistory APFIFF33 To V219Document12 pagesRevisionHistory APFIFF33 To V219younesNo ratings yet
- Automatic Liquid Filling Using Programmable Logic ControllerplcDocument8 pagesAutomatic Liquid Filling Using Programmable Logic ControllerplcvinodjiddiNo ratings yet
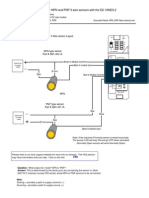
- Wiring Diagram For NPN and PNP 3 Wire Sensors With The D2-16ND3-2Document1 pageWiring Diagram For NPN and PNP 3 Wire Sensors With The D2-16ND3-2cool_rdNo ratings yet
- CVC Inline Filling PresentationDocument26 pagesCVC Inline Filling PresentationFithrul Mubarok100% (1)
- Dreyong PharmatechDocument35 pagesDreyong PharmatechluisNo ratings yet
- PLC Primer PDFDocument16 pagesPLC Primer PDFAnish GoswamiNo ratings yet
- HardwareDocument74 pagesHardwareShreyash ButleNo ratings yet
- Literature Review On Design & Fabrication of Oil Measuring & Despensing MachineDocument2 pagesLiterature Review On Design & Fabrication of Oil Measuring & Despensing MachineIJIRSTNo ratings yet
- Control Philosophy Rev 01Document12 pagesControl Philosophy Rev 01Surendra KumarNo ratings yet
- GCS Modbus Protocol Support 4V0Document67 pagesGCS Modbus Protocol Support 4V0jesustutaNo ratings yet
- The New Blow Moulding Machine For The Production of PET ContainersDocument11 pagesThe New Blow Moulding Machine For The Production of PET ContainersSundar MoorthiNo ratings yet
- Modicom M340Document267 pagesModicom M340Davis AcuñaNo ratings yet
- CUB5V Product ManualDocument12 pagesCUB5V Product ManualbdflorinNo ratings yet
- Drilling Automation Based On Rigs Equipped With THDocument11 pagesDrilling Automation Based On Rigs Equipped With THAbdallah AbdelrehimNo ratings yet
- Scrapper ManualDocument23 pagesScrapper ManualDocu CenterNo ratings yet
- Thesis of Servo-Driven ConveyorDocument89 pagesThesis of Servo-Driven ConveyorPon Dyna100% (1)
- 367 PDFDocument342 pages367 PDFAndres BetancourtNo ratings yet
- Lufkin Well Manager: Progressing Cavity Pump ControllerDocument2 pagesLufkin Well Manager: Progressing Cavity Pump ControllerjoshuaNo ratings yet
- Omron NBDocument192 pagesOmron NBmodelador3dNo ratings yet
- WinCC V7.5 Orderdata EuDocument2 pagesWinCC V7.5 Orderdata EufaisalrahmadNo ratings yet
- WinCC Flexible 2005 MicroDocument104 pagesWinCC Flexible 2005 Microwww.otomasyonegitimi.comNo ratings yet
- (SB007A3) Smith Meter® AccuLoad® III Controller and Microload - Net™Document3 pages(SB007A3) Smith Meter® AccuLoad® III Controller and Microload - Net™Roberto Carlos TeixeiraNo ratings yet
- PLC Based Laser Control UnitDocument24 pagesPLC Based Laser Control UnitBrahmanandareddy ReddyNo ratings yet
- 8.automatic Bottle Filling Capping Machine Using PLC PDFDocument6 pages8.automatic Bottle Filling Capping Machine Using PLC PDFsrisaiNo ratings yet
- PLC Based Automatic Liquid Filling Syste PDFDocument5 pagesPLC Based Automatic Liquid Filling Syste PDFAzhis MaulanaNo ratings yet
- PLC Based Liquid Filling and Mixing-1227Document5 pagesPLC Based Liquid Filling and Mixing-1227Castellani SolisNo ratings yet
- Designing of Automatic Bottle Filling System Using PLC: Prateek Siroya, Aashiq Mahammad Shah, Rahul JatDocument4 pagesDesigning of Automatic Bottle Filling System Using PLC: Prateek Siroya, Aashiq Mahammad Shah, Rahul Jatrama.alahmad202No ratings yet
- Fin Irjmets1681189144Document7 pagesFin Irjmets1681189144Mengistu BirukeNo ratings yet
- Automatic Bottle Filling System Using PLC Based Controller: Md. Liton Ahmed, Shantonu Kundu, Md. RafiquzzamanDocument8 pagesAutomatic Bottle Filling System Using PLC Based Controller: Md. Liton Ahmed, Shantonu Kundu, Md. Rafiquzzamanbishal shahNo ratings yet
- Ijsetr Vol 8 Issue 6 218 223Document6 pagesIjsetr Vol 8 Issue 6 218 223Dicky Andra IrawanNo ratings yet
- Automatic Bottle Filling System Using PLC Conveyor ModelDocument71 pagesAutomatic Bottle Filling System Using PLC Conveyor ModelRanjith Kumar67% (3)
- Products - Battery Storage - Storage Battery SystemDocument6 pagesProducts - Battery Storage - Storage Battery SystemJ Adan Solis SchroederNo ratings yet
- FinalDocument80 pagesFinalShankar NaikNo ratings yet
- CHAINFLEX Ethernet Catalogue 2017.11Document31 pagesCHAINFLEX Ethernet Catalogue 2017.11mateusT850No ratings yet
- DIN100B: Temporizador Digital de 7 DíasDocument2 pagesDIN100B: Temporizador Digital de 7 DíasFABIAN FIGUEROANo ratings yet
- Mcac806 ServoDocument28 pagesMcac806 ServoTeste AntivirusNo ratings yet
- Substation 631: Distribution Transformers (Oil Filled Outdoor)Document40 pagesSubstation 631: Distribution Transformers (Oil Filled Outdoor)PrasadNo ratings yet
- WPS 684 CS 012Document3 pagesWPS 684 CS 012siva8000100% (1)
- New 600 Amp Loadbreak Technology Provides Efficient, Reliable Visible Break and Visible GroundDocument4 pagesNew 600 Amp Loadbreak Technology Provides Efficient, Reliable Visible Break and Visible Groundsincos1983No ratings yet
- Physics Formulas For Class 10Document1 pagePhysics Formulas For Class 10reena sudhirNo ratings yet
- Solar-Log 10 (Bi-Directional Meter) : Installation ManualDocument36 pagesSolar-Log 10 (Bi-Directional Meter) : Installation ManualudhayNo ratings yet
- Homopolar Generators An OverviewDocument5 pagesHomopolar Generators An OverviewSpandana ReddyNo ratings yet
- Analogue Digital Signal - Electromagnetic SpectrumDocument2 pagesAnalogue Digital Signal - Electromagnetic SpectrumruukiNo ratings yet
- Raychem Price List PDFDocument32 pagesRaychem Price List PDFSyauqi Edo100% (3)
- EM Waves and Its ApplicationDocument30 pagesEM Waves and Its ApplicationShakthi GaneshNo ratings yet
- Operation Manual: Restarsolar Pump InverterDocument79 pagesOperation Manual: Restarsolar Pump Inverterملاك حمزهNo ratings yet
- 6.27 English Converting Your CB Radio With Dds Kit.Document35 pages6.27 English Converting Your CB Radio With Dds Kit.nicola willsNo ratings yet
- 808D Service GuideDocument42 pages808D Service GuideALEXANDRU ZANOAGANo ratings yet
- 1 s2.0 S1474667016315658 MainDocument6 pages1 s2.0 S1474667016315658 Mainraghav4life8724No ratings yet
- 601PRO International Safety Analyzer: Operators ManualDocument186 pages601PRO International Safety Analyzer: Operators Manualtsf2012No ratings yet
- 1024ulxpd16 PDFDocument188 pages1024ulxpd16 PDFingelerrrNo ratings yet
- D06 BLH Brushless Motors DC InputDocument16 pagesD06 BLH Brushless Motors DC InputmakanakiliNo ratings yet
- VAMP 221: Arc Protection SystemDocument164 pagesVAMP 221: Arc Protection SystemPaulo BraggioNo ratings yet
- En Asi Installation GuideDocument72 pagesEn Asi Installation GuideSalvador Castellanos LeónNo ratings yet
- Chapter 10 The Problem Solutions: Inha UniversityDocument10 pagesChapter 10 The Problem Solutions: Inha UniversityNeil AmstrongNo ratings yet
- F-Connector Installation GuideDocument2 pagesF-Connector Installation GuideRama Indera KusumaNo ratings yet
- Stepping Motor EncoderDocument32 pagesStepping Motor EncoderAsistencia Técnica JLFNo ratings yet
- Introduction To Power Systems: (ECEG-3154)Document41 pagesIntroduction To Power Systems: (ECEG-3154)Tsega Solomon KidaneNo ratings yet
- 7SJ62-User Manual PDFDocument536 pages7SJ62-User Manual PDFdannrangerNo ratings yet
- Mil STD 454NDocument203 pagesMil STD 454Ncihan dağNo ratings yet