Pilkington Float Glass
Pilkington Float Glass
Download as pdf or txt
You might also like
- 4M Sheet - (Capacity Confirmation)Document8 pages4M Sheet - (Capacity Confirmation)Shahid AnsariNo ratings yet
- Design and Analysis of e Rickshaw ChassisDocument44 pagesDesign and Analysis of e Rickshaw ChassisSouthern GeometricsNo ratings yet
- Float Glass Manufacturing PlantDocument42 pagesFloat Glass Manufacturing PlantOgre Magi100% (3)
- EXgarde Installation & User Manual (Everything)Document217 pagesEXgarde Installation & User Manual (Everything)Lar Ciprian OvidiuNo ratings yet
- Problems of Foam Glass ProductionDocument2 pagesProblems of Foam Glass Productionmohamadi42100% (1)
- Glass Industry Vocabulary - Learn What Glass Industry Terms Mean - Signa SystemDocument15 pagesGlass Industry Vocabulary - Learn What Glass Industry Terms Mean - Signa SystemkrajasrinivasNo ratings yet
- Needham-Schroeder ProtocolDocument4 pagesNeedham-Schroeder ProtocolCynthia Prasanna100% (1)
- Float Glass Manufacturing PlantDocument4 pagesFloat Glass Manufacturing PlantOgre MagiNo ratings yet
- Skilled Manpower Training Manual Draft PDFDocument48 pagesSkilled Manpower Training Manual Draft PDFtroyel99No ratings yet
- Glass Melting Tech AssessmentDocument292 pagesGlass Melting Tech AssessmentShamsur Rahman Russell100% (3)
- Glass PresentationDocument59 pagesGlass PresentationdialaNo ratings yet
- Float GlassDocument4 pagesFloat GlassShamsur Rahman RussellNo ratings yet
- Float Glass Process OverviewDocument1 pageFloat Glass Process Overviewjsrplc7952100% (1)
- Processing of Traditional Ceramics Processing of New Ceramics Processing of CermetsDocument44 pagesProcessing of Traditional Ceramics Processing of New Ceramics Processing of CermetsAhmad Helmi AdnanNo ratings yet
- Calculation of Thermal Expansion Coefficient of Glasses 1976 Journal of Non Crystalline SolidsDocument9 pagesCalculation of Thermal Expansion Coefficient of Glasses 1976 Journal of Non Crystalline SolidsGarlapati Srinivasa RaoNo ratings yet
- Firing of Porcelain TilesDocument5 pagesFiring of Porcelain TilesRajarshi Dionysus BhattacharyyaNo ratings yet
- Float GlassDocument9 pagesFloat GlassA. KARUNYA BHARGAVINo ratings yet
- Calculations in Properties of GlassDocument6 pagesCalculations in Properties of GlassEmmanuel AlemakaNo ratings yet
- Manufacturing of Glass: A Library RefernceDocument35 pagesManufacturing of Glass: A Library Referncekuldeepakpandey50% (2)
- Slip Casting MethodDocument17 pagesSlip Casting MethodmazaherramazaniNo ratings yet
- Ceramic Sanitary Ware Tech InfoDocument7 pagesCeramic Sanitary Ware Tech InfoAta İsmail ZeytinoğluNo ratings yet
- Float Glass Proces Overview (ENG) Rv3Document37 pagesFloat Glass Proces Overview (ENG) Rv3salleh dinNo ratings yet
- Glass Production: From Wikipedia, The Free EncyclopediaDocument10 pagesGlass Production: From Wikipedia, The Free EncyclopediaMahfuzur Rahman SiddikyNo ratings yet
- BMC V - Unit-1-GlassDocument12 pagesBMC V - Unit-1-Glassnivi100% (1)
- Ceramics Processing PDFDocument45 pagesCeramics Processing PDFLayla DexNo ratings yet
- Flat Glass Production ProcessesDocument2 pagesFlat Glass Production ProcessesMahfuzur Rahman SiddikyNo ratings yet
- Et Iso 12543 3 2011Document10 pagesEt Iso 12543 3 2011freddyguzman3471No ratings yet
- Sintering ProcessDocument9 pagesSintering ProcessRendy AsahinaNo ratings yet
- Glass & FiberglassDocument6 pagesGlass & FiberglasstintinchanNo ratings yet
- Kiln Book ENDocument30 pagesKiln Book ENPéricles Ferreira LeiteNo ratings yet
- CeramicsDocument45 pagesCeramicsJohn Achilles Ricafrente100% (1)
- 70th Conference of Glass ProblemsDocument234 pages70th Conference of Glass ProblemsPanagiotis Golfinopoulos100% (1)
- Proposal Lab 1 Ceramic - Slip CastiingDocument4 pagesProposal Lab 1 Ceramic - Slip CastiingAlbert Ng Wei KeatNo ratings yet
- Effect of Soaking On Phase Composition and Topography and Surface MicrostructureDocument9 pagesEffect of Soaking On Phase Composition and Topography and Surface MicrostructureRafaelNo ratings yet
- NiS HistoryDocument13 pagesNiS HistoryNor Hasni TaibNo ratings yet
- Accepted Manuscript: 10.1016/j.surfcoat.2017.01.025Document47 pagesAccepted Manuscript: 10.1016/j.surfcoat.2017.01.025Rosa VasquezNo ratings yet
- Ceramic Shaping ProcessDocument8 pagesCeramic Shaping Processরিপন মন্ডলNo ratings yet
- Glass BlowingDocument9 pagesGlass BlowingjayanthanNo ratings yet
- Slip CastingDocument13 pagesSlip CastingRishi Dasgupta100% (1)
- Pottery Clays and ChemicalsDocument16 pagesPottery Clays and ChemicalsDave SmithNo ratings yet
- Firing Defects: Home Education Glazes Materials Video Publications Software Links Main IndexDocument1 pageFiring Defects: Home Education Glazes Materials Video Publications Software Links Main IndexMainul Islam RafiNo ratings yet
- Tech Report - Sheet Glass ManufacturingDocument25 pagesTech Report - Sheet Glass ManufacturingSom777100% (1)
- Glass RecyclingDocument9 pagesGlass RecyclingNorazwan Nor100% (1)
- Manufacturing Process of GlassDocument6 pagesManufacturing Process of GlassAida SuhanumNo ratings yet
- Process CeramicDocument82 pagesProcess CeramicFabiano Nazario Santos100% (2)
- Utilization of Broken Glass Into Ceramics: QuartzDocument7 pagesUtilization of Broken Glass Into Ceramics: QuartzJane Michelle EmanNo ratings yet
- AME-Ceramics, Book ListDocument2 pagesAME-Ceramics, Book ListPradyumna PadukoneNo ratings yet
- Glass Batch AnalysisDocument3 pagesGlass Batch AnalysismehariiNo ratings yet
- Ceramic Tiles Manufacturing ProcessDocument29 pagesCeramic Tiles Manufacturing ProcessAlexia Vargas100% (1)
- Ceramic Raw Material ProcessingDocument33 pagesCeramic Raw Material ProcessingAziz AdamNo ratings yet
- ExtrusionDocument9 pagesExtrusionOdebiyi StephenNo ratings yet
- Gunj Glass Works. LTD Visit ReportDocument26 pagesGunj Glass Works. LTD Visit ReportHM Bhatti100% (1)
- Glass PDFDocument39 pagesGlass PDFHiren SavaliyaNo ratings yet
- 7.decorative FinishesDocument28 pages7.decorative FinishesakurilNo ratings yet
- LIME Perspective by Vaishali Latkar (Compatibility Mode)Document28 pagesLIME Perspective by Vaishali Latkar (Compatibility Mode)Vaishali LatkarNo ratings yet
- Glass: Rachana Sansad-School of Interior Design F.Y.G.D. - 2019-2020Document6 pagesGlass: Rachana Sansad-School of Interior Design F.Y.G.D. - 2019-2020Neeraj GuptaNo ratings yet
- Down Firing A Firing Mel 2015 Author 1 Down FiringDocument17 pagesDown Firing A Firing Mel 2015 Author 1 Down FiringSara MotamediNo ratings yet
- Ceramic 3rd To 6th SemDocument65 pagesCeramic 3rd To 6th SemashutoshgoelNo ratings yet
- Learn Critical Aspects of Pattern and Mould Making in FoundryFrom EverandLearn Critical Aspects of Pattern and Mould Making in FoundryNo ratings yet
- History and Manufacturing of Glass: Berenjian, A and Whittleston, GSDocument8 pagesHistory and Manufacturing of Glass: Berenjian, A and Whittleston, GSNv MannaNo ratings yet
- Glass in MaterialsDocument189 pagesGlass in MaterialsPriyank ChaudhariNo ratings yet
- Glass and PlasticDocument18 pagesGlass and Plasticluckyehis011No ratings yet
- Risser, E. New Technique Casting Missing Areas in Glass. 1997Document9 pagesRisser, E. New Technique Casting Missing Areas in Glass. 1997Trinidad Pasíes Arqueología-ConservaciónNo ratings yet
- 2 Glass as Packaging MaterialDocument26 pages2 Glass as Packaging Materialkajalsingh28925No ratings yet
- Plate VI (A) - Graphical Litholog - Dholtapahar Iron OreDocument1 pagePlate VI (A) - Graphical Litholog - Dholtapahar Iron OreVivek RanganathanNo ratings yet
- The Global HBI/DRI Market: Outlook For Seaborne DR Grade Pellet SupplyDocument31 pagesThe Global HBI/DRI Market: Outlook For Seaborne DR Grade Pellet SupplyVivek RanganathanNo ratings yet
- Pea GoldensummitDocument232 pagesPea GoldensummitVivek RanganathanNo ratings yet
- Dri Update May - 2021Document31 pagesDri Update May - 2021Vivek RanganathanNo ratings yet
- Shreeji Instruments CataloguesDocument8 pagesShreeji Instruments CataloguesVivek RanganathanNo ratings yet
- Midrex DFM 1stQtr2021 FinalDocument17 pagesMidrex DFM 1stQtr2021 FinalVivek RanganathanNo ratings yet
- BloomLake FS 03172017Document351 pagesBloomLake FS 03172017Vivek RanganathanNo ratings yet
- Lithium - Brochure - ApprovedDocument1 pageLithium - Brochure - ApprovedVivek Ranganathan100% (1)
- Flat Glass Manufacturing Process FlowDocument1 pageFlat Glass Manufacturing Process FlowVivek RanganathanNo ratings yet
- 1891 5 PDFDocument9 pages1891 5 PDFVivek RanganathanNo ratings yet
- RAKIA-Glass SectorDocument29 pagesRAKIA-Glass SectorVivek RanganathanNo ratings yet
- Cement2050 Article Web PDFDocument7 pagesCement2050 Article Web PDFVivek RanganathanNo ratings yet
- 07 Chapter 2Document20 pages07 Chapter 2Vivek RanganathanNo ratings yet
- MDO Tender Format PDFDocument61 pagesMDO Tender Format PDFVivek RanganathanNo ratings yet
- Knelson KC-MD3 Rev1 PDFDocument1 pageKnelson KC-MD3 Rev1 PDFVivek Ranganathan100% (1)
- Ral Chart PDFDocument3 pagesRal Chart PDFErunerNo ratings yet
- The Knelson Concentrator: Application and Operation at RoseberyDocument9 pagesThe Knelson Concentrator: Application and Operation at RoseberyVivek RanganathanNo ratings yet
- Disaster ManagementDocument53 pagesDisaster ManagementVivek RanganathanNo ratings yet
- Creativity and InnovationDocument20 pagesCreativity and Innovationhelp.questions.twNo ratings yet
- EESA-R Skills RecordDocument1 pageEESA-R Skills RecordAmber Kat MillerNo ratings yet
- 1.1 (Introduction To Data Structures) NewDocument12 pages1.1 (Introduction To Data Structures) NewHoney Myint KyawNo ratings yet
- What Are The Requirements For Taking Overall Cost Leadership and Differentiation StrategyDocument5 pagesWhat Are The Requirements For Taking Overall Cost Leadership and Differentiation StrategySadia Afrin PiyaNo ratings yet
- Beth Vye - A Collaborative Approach To Communication For Healthcare and Engineering Professionals27288Document19 pagesBeth Vye - A Collaborative Approach To Communication For Healthcare and Engineering Professionals27288sandokanbedikabirNo ratings yet
- Notes On March 16, 2022, OHA HearingDocument81 pagesNotes On March 16, 2022, OHA HearingsandydocsNo ratings yet
- 12 IndoFisheriesBookDocument80 pages12 IndoFisheriesBookPak HirmanNo ratings yet
- Churchill Catalogo 2023Document187 pagesChurchill Catalogo 2023Juan Julia Torcuato100% (1)
- Recent Development in AccountingDocument14 pagesRecent Development in AccountingReshmith FFNo ratings yet
- FSOT Reading RequirementsDocument47 pagesFSOT Reading RequirementsJoseph Jacob100% (1)
- (Ebook) Everything You Need To Know About Network Security HDocument34 pages(Ebook) Everything You Need To Know About Network Security HJasmina MuhicNo ratings yet
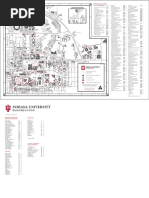
- IU Campus MapDocument2 pagesIU Campus MapMonesh RallapalliNo ratings yet
- BEWI Circulum® Product Range OverviewDocument1 pageBEWI Circulum® Product Range Overviewamp.kaunasNo ratings yet
- Office-assistant-axecuitive-DPODocument3 pagesOffice-assistant-axecuitive-DPOvoseni6556No ratings yet
- A050 Galaxy ManualDocument16 pagesA050 Galaxy ManualFrancisco M. RamosNo ratings yet
- Brand MNGT DFXDocument7 pagesBrand MNGT DFXiufreiendNo ratings yet
- Hernandez Vs VillegasDocument4 pagesHernandez Vs VillegasRowela DescallarNo ratings yet
- Toyota Motor Corporation: Organizational Culture: July 2016Document14 pagesToyota Motor Corporation: Organizational Culture: July 2016vijayNo ratings yet
- SL Marabou Wins Prestigious Safety Recognition Award!: Another BIG WelcomeDocument7 pagesSL Marabou Wins Prestigious Safety Recognition Award!: Another BIG WelcomeClyleo Eddard YoupaNo ratings yet
- Bengal ChemicalsDocument4 pagesBengal Chemicalsofff9878No ratings yet
- Course Outline For Fundamentals of Accounting IIDocument2 pagesCourse Outline For Fundamentals of Accounting IIbekele kefyalewNo ratings yet
- HP Spectre x360 15 User GuideDocument71 pagesHP Spectre x360 15 User GuideenzosinghNo ratings yet
- Knowledge Management - Paper Review 5Document3 pagesKnowledge Management - Paper Review 5tope.pp13No ratings yet
- Early - News May 1-15Document9 pagesEarly - News May 1-15Pradeep AhireNo ratings yet
- Benefits Clinical Engineering TurkeyDocument1 pageBenefits Clinical Engineering TurkeyJesus PerezNo ratings yet
- Certified Data Centre Professional: Would You Like To Join The Elite Group of Certified Data Centre Professionals?Document3 pagesCertified Data Centre Professional: Would You Like To Join The Elite Group of Certified Data Centre Professionals?ashfaqultanim007No ratings yet