Download as pdf or txt
You might also like
- ASSE IAPMO ANSI Series 6000-2012 PDFDocument112 pagesASSE IAPMO ANSI Series 6000-2012 PDFabdullah amanullah100% (1)
- Certification Document - Da200 Contour ProbeDocument1 pageCertification Document - Da200 Contour ProbeTonyRiverosBecerraNo ratings yet
- AG AFLX 1500 01 Splice REV5 0108Document2 pagesAG AFLX 1500 01 Splice REV5 0108kisan singh100% (1)
- Criterios de Aceptacion PT SiintegDocument10 pagesCriterios de Aceptacion PT SiintegManuel Andres Mantilla DuranNo ratings yet
- Dynatel 1420 PDFDocument28 pagesDynatel 1420 PDFAkram KareemNo ratings yet
- CBR (California Bearing Ratio) Test: 1. ObjectiveDocument7 pagesCBR (California Bearing Ratio) Test: 1. Objectivesdfsdf100% (1)
- MVXmanRev3 01Document134 pagesMVXmanRev3 01lorena14No ratings yet
- WPS Ernicu 7 R1 3 6 PDFDocument4 pagesWPS Ernicu 7 R1 3 6 PDFandresNo ratings yet
- Eddy Current DELTATEST - Brochure - Englisch - KleinDocument37 pagesEddy Current DELTATEST - Brochure - Englisch - Kleinhamdi hamdiNo ratings yet
- Inconel 82 PDFDocument1 pageInconel 82 PDFMiguel MorenoNo ratings yet
- Fcaw Welding Guide PDFDocument2 pagesFcaw Welding Guide PDFElizabethNo ratings yet
- Certificado Revelador Skd-S 2Document3 pagesCertificado Revelador Skd-S 2Enrique AntonioNo ratings yet
- Certificado Codo 90 X 2 6000Document1 pageCertificado Codo 90 X 2 6000juan aguilar100% (1)
- Piping InspectionDocument6 pagesPiping InspectionRaul2307No ratings yet
- WSS Welding Handbook 2013 Full Lowres PDFDocument552 pagesWSS Welding Handbook 2013 Full Lowres PDFsridharchowdary3490% (1)
- CorimpexDocument38 pagesCorimpexmahotkatNo ratings yet
- E1219-16 Práctica Estándar para Pruebas de Penetrantes Líquidos Fluorescentes Utilizando El Proceso Solvente ExtraíbleDocument6 pagesE1219-16 Práctica Estándar para Pruebas de Penetrantes Líquidos Fluorescentes Utilizando El Proceso Solvente Extraíblefredy lopezNo ratings yet
- ASTM E1003 13 Hydrostatic Leak Testing 1 PDFDocument3 pagesASTM E1003 13 Hydrostatic Leak Testing 1 PDFAndrea Fabiana BlaschiNo ratings yet
- API 1104 Standard For Welding of Pipelines 1712387856Document39 pagesAPI 1104 Standard For Welding of Pipelines 1712387856Umair AnsariNo ratings yet
- Hyspan Installation & Maintenance Instructions Type N Style II, OW 1500 Style II, ASME ClassDocument4 pagesHyspan Installation & Maintenance Instructions Type N Style II, OW 1500 Style II, ASME Classkrazygrease100% (1)
- Operation Manual: Dakota UltrasonicsDocument155 pagesOperation Manual: Dakota UltrasonicsOscar MarinNo ratings yet
- Sicc-Rt-01 Asme Rev 01Document29 pagesSicc-Rt-01 Asme Rev 01Enrique Campos Cannavaro100% (1)
- AWS Learning Skilled Trades Workforce Inspection Techniques: APRIL 2021Document12 pagesAWS Learning Skilled Trades Workforce Inspection Techniques: APRIL 2021nasif andriantoNo ratings yet
- Ansi Aws B1.11 88 Welding Discontinuitie PDFDocument6 pagesAnsi Aws B1.11 88 Welding Discontinuitie PDFRodrigoNo ratings yet
- Automatic Weld Size GaugeDocument1 pageAutomatic Weld Size GaugeLucioNo ratings yet
- ASME IX PART QF Rev 2 - 04-10-2020Document243 pagesASME IX PART QF Rev 2 - 04-10-2020ScribdTranslationsNo ratings yet
- Body of Knowledge: Certified Welding Inspector (CWI) Certified Welding Educator (CWE) Welding Inspector Endorsement (SIE)Document1 pageBody of Knowledge: Certified Welding Inspector (CWI) Certified Welding Educator (CWE) Welding Inspector Endorsement (SIE)Bashu PoudelNo ratings yet
- Dic Pps Weld StrengthDocument1 pageDic Pps Weld StrengthWoong KimNo ratings yet
- Astm D 3359-97 (Pruebas de Adherencia)Document6 pagesAstm D 3359-97 (Pruebas de Adherencia)malota2108No ratings yet
- IPEX Acid Waste CatalogueDocument36 pagesIPEX Acid Waste CatalogueRaquel OrtizNo ratings yet
- How To Read Welding GaugesDocument8 pagesHow To Read Welding Gaugeshemn100% (1)
- MP 2530Document5 pagesMP 2530Jose OcañaNo ratings yet
- PDF NCP X-Form WSX03 HDG Zinc-Coated-Steel WPS AWS-D11-D190-72 Pre-prepared-TemplateDocument1 pagePDF NCP X-Form WSX03 HDG Zinc-Coated-Steel WPS AWS-D11-D190-72 Pre-prepared-Templateيوسف عادل حسانينNo ratings yet
- Panametrics MG2DLDocument137 pagesPanametrics MG2DLpjhollowNo ratings yet
- WPS SMAW - PL en V Con GaugingDocument1 pageWPS SMAW - PL en V Con GaugingLuis MirandaNo ratings yet
- Common Requirements For Wrought Steel Piping FittingsDocument10 pagesCommon Requirements For Wrought Steel Piping FittingsLemir LopezNo ratings yet
- Preview NACE+Standard+SP0394-2013Document5 pagesPreview NACE+Standard+SP0394-2013Aswin K Ravi0% (1)
- EsabDocument20 pagesEsabArief Rahmad PutraNo ratings yet
- Ejercicio Final Api1104Document6 pagesEjercicio Final Api1104Mau Atenas PerezNo ratings yet
- TorcUP Ultrasonic Bolt Tension Monitor TLMDocument183 pagesTorcUP Ultrasonic Bolt Tension Monitor TLMmirador2222No ratings yet
- Vibration Analyzer, Data Collector & Dynamic BalancerDocument8 pagesVibration Analyzer, Data Collector & Dynamic BalancerPeter DanyNo ratings yet
- Asphalt Core BrochureDocument6 pagesAsphalt Core BrochurenderinozNo ratings yet
- Preguntas AwsDocument7 pagesPreguntas AwsRoman Roa MachucaNo ratings yet
- Diagrama COEDocument6 pagesDiagrama COEFabián Sánchez ParrinesNo ratings yet
- PDF Cuestionario de Ultrasonido Nivel 2 - CompressDocument36 pagesPDF Cuestionario de Ultrasonido Nivel 2 - CompressBenedilsa Sanguino AngaritaNo ratings yet
- Plantilla WPS (SMAW) Junta TDocument1 pagePlantilla WPS (SMAW) Junta Tjhojan garciaNo ratings yet
- BV Variable Load Spring SupportsDocument15 pagesBV Variable Load Spring SupportsMichael WaltersNo ratings yet
- Aws Cwi Some Question 2 PDFDocument49 pagesAws Cwi Some Question 2 PDFninatenaNo ratings yet
- Se 1316Document46 pagesSe 1316leonciomavarezNo ratings yet
- Sonatest Transducer CatalogueDocument88 pagesSonatest Transducer CatalogueAromal SNo ratings yet
- Metales de Aporte EsabDocument556 pagesMetales de Aporte EsabAndres Felipe GutierrezNo ratings yet
- Ejercicios Exam Part BDocument3 pagesEjercicios Exam Part BEdgargarNo ratings yet
- NACE MR0175 ISO 15156.2 Part 2Document4 pagesNACE MR0175 ISO 15156.2 Part 2Zuemy OrtizNo ratings yet
- Chapter 1 NDTDocument13 pagesChapter 1 NDTNurjihan Binti Aimi100% (1)
- Manual Del Proyector 660 (Apr 2008)Document86 pagesManual Del Proyector 660 (Apr 2008)Victor ArcigaNo ratings yet
- ASTM E190 Doblamiento Guiado SoldaduraDocument3 pagesASTM E190 Doblamiento Guiado Soldadurapatmos666No ratings yet
- AI - Welding ProcessDocument29 pagesAI - Welding ProcessVIBHAV100% (3)
- Manual de Usuario Durometro Epx 300Document3 pagesManual de Usuario Durometro Epx 300Especialista AICONo ratings yet
- WPS Laser Beam WeldingDocument2 pagesWPS Laser Beam Weldingpaul ArcosNo ratings yet
- Structural Bolts, Steel, Heat Treated 830 Mpa Minimum Tensile Strength (Metric)Document8 pagesStructural Bolts, Steel, Heat Treated 830 Mpa Minimum Tensile Strength (Metric)abohassn72No ratings yet
- S-8018 B2Document5 pagesS-8018 B2Abhishek AnandNo ratings yet
- Hyundai Supercored 71HDocument9 pagesHyundai Supercored 71HPongwitt BoonayamaneeNo ratings yet
- Hapter: Conomics of Aint YstemsDocument14 pagesHapter: Conomics of Aint YstemsKali AbdennourNo ratings yet
- J P G T: HapterDocument28 pagesJ P G T: HapterKali AbdennourNo ratings yet
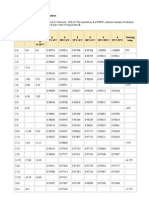
- Table 5 Wire Type IQI Selection Table 1Document3 pagesTable 5 Wire Type IQI Selection Table 1Kali AbdennourNo ratings yet
- SC258-Versa19022VC1150 SPINNERDocument8 pagesSC258-Versa19022VC1150 SPINNERKali AbdennourNo ratings yet
- Hapter: Aint As Urface RotectionDocument11 pagesHapter: Aint As Urface RotectionKali AbdennourNo ratings yet
- J P G T: HapterDocument28 pagesJ P G T: HapterKali AbdennourNo ratings yet
- Hapter: Ypical Oating YstemsDocument102 pagesHapter: Ypical Oating YstemsKali AbdennourNo ratings yet
- Hapter: Ypes of AintDocument13 pagesHapter: Ypes of AintKali AbdennourNo ratings yet
- Hapter: Hat Is AintDocument16 pagesHapter: Hat Is AintKali AbdennourNo ratings yet
- Iso 22778-2006Document22 pagesIso 22778-2006Kali AbdennourNo ratings yet
- Coating Manual: Jotun - More Than PaintDocument4 pagesCoating Manual: Jotun - More Than PaintKali AbdennourNo ratings yet
- Hapter: Orrosion and Orrosion ReventionDocument40 pagesHapter: Orrosion and Orrosion ReventionKali AbdennourNo ratings yet
- StatusDocument2 pagesStatusKali AbdennourNo ratings yet
- Semi-Automatic Band Saws: Sawing With Highest Precision, Where Others Meet Their Limits!Document3 pagesSemi-Automatic Band Saws: Sawing With Highest Precision, Where Others Meet Their Limits!Kali AbdennourNo ratings yet
- Is Iso 11114 4 2005Document23 pagesIs Iso 11114 4 2005Kali Abdennour100% (1)
- Knuth For Education en 09 2019 PDFDocument28 pagesKnuth For Education en 09 2019 PDFKali AbdennourNo ratings yet
- Enviro News ARAMCODocument60 pagesEnviro News ARAMCOKali AbdennourNo ratings yet
- Knuth For Education en 09 2019 PDFDocument28 pagesKnuth For Education en 09 2019 PDFKali AbdennourNo ratings yet
- Knuth Catalog 2011 Metallgears Ru PDFDocument266 pagesKnuth Catalog 2011 Metallgears Ru PDFKali Abdennour0% (1)
- F - 218270 - C - All Ifsi - en PDFDocument30 pagesF - 218270 - C - All Ifsi - en PDFKali AbdennourNo ratings yet
- Quantity SurveyingDocument59 pagesQuantity SurveyingNikki TironaNo ratings yet
- PWD SR-16-17Document305 pagesPWD SR-16-17Rural Water Supply, Sub-Divission ByadgiNo ratings yet
- Properties of Aqueous Ethanol SolutionsDocument5 pagesProperties of Aqueous Ethanol Solutionsiliakov100% (1)
- Portable Buildingswithin Processing PlantsDocument19 pagesPortable Buildingswithin Processing PlantsDiego Mantilla100% (1)
- Column (Civil Engg. For AUST EEE 1/1)Document20 pagesColumn (Civil Engg. For AUST EEE 1/1)Fazlay ElahiNo ratings yet
- Aranmula KannadiDocument16 pagesAranmula Kannadinikita100% (1)
- AM2007 ChabocheABSTDocument2 pagesAM2007 ChabocheABSTRadim HalamaNo ratings yet
- METU - Civil Engineering Department Ce464 Ground Improvement Homework 2Document2 pagesMETU - Civil Engineering Department Ce464 Ground Improvement Homework 2Tuğberk GünerNo ratings yet
- College of Engineering Department of Architectural and Civil Engineering Foundation Engineering, I - CVEN 330 - Fall 2019 - L02Document4 pagesCollege of Engineering Department of Architectural and Civil Engineering Foundation Engineering, I - CVEN 330 - Fall 2019 - L02أحمد العمريNo ratings yet
- PLASTICITY MODELS AND VARIATIONS OF G Gmax WITH SHEAR STRAIN FOR SAND UNDER MONOTONIC LOADINGDocument9 pagesPLASTICITY MODELS AND VARIATIONS OF G Gmax WITH SHEAR STRAIN FOR SAND UNDER MONOTONIC LOADINGelbinclusolNo ratings yet
- ACI Post Tension DesignDocument43 pagesACI Post Tension DesignDuaa Makki100% (3)
- Composting of Organic Wastes: A Main Component For Successful Integrated Solid Waste Management in Philippine CitiesDocument12 pagesComposting of Organic Wastes: A Main Component For Successful Integrated Solid Waste Management in Philippine CitiesJoriz FranciscoNo ratings yet
- 01 - Fundamentals of Metalworking-2017son01Document92 pages01 - Fundamentals of Metalworking-2017son01emreNo ratings yet
- SKEY Information de CADWORX PARA RENOMBRAR LOS BLOQUES DE ISOGENDocument6 pagesSKEY Information de CADWORX PARA RENOMBRAR LOS BLOQUES DE ISOGENjose tovarNo ratings yet
- Firedamp Explosion CharacteristicsDocument8 pagesFiredamp Explosion CharacteristicsAjeet Kumar100% (1)
- Science 8 ST1Document3 pagesScience 8 ST1Alvin GultiaNo ratings yet
- Safety Regulations - Small Drums - 2005Document15 pagesSafety Regulations - Small Drums - 2005cuongNo ratings yet
- Good IGCSE Chemistry CIE Paper 6 Set 1Document15 pagesGood IGCSE Chemistry CIE Paper 6 Set 1danielphilip680% (1)
- Air Bending Chart Lasercut CapacityDocument1 pageAir Bending Chart Lasercut CapacitySteve BottomleyNo ratings yet
- Refrigeration OilsDocument48 pagesRefrigeration Oilsharry jangNo ratings yet
- Bladder Storage InstructionsDocument2 pagesBladder Storage Instructionsshuja buttNo ratings yet
- Cbse 2009 Chemistry Board Paper Class XIIDocument12 pagesCbse 2009 Chemistry Board Paper Class XIINeil Mahaseth100% (6)
- RC Solid Slab Bridge DesignDocument34 pagesRC Solid Slab Bridge DesignChhour CENo ratings yet
- THERMODYNAMICS - MODULE 2 - Lesson 4 5 - Week 8 11 - As of Nov 4Document42 pagesTHERMODYNAMICS - MODULE 2 - Lesson 4 5 - Week 8 11 - As of Nov 4Kim OpenaNo ratings yet
- Biosolid ManagementDocument148 pagesBiosolid ManagementShahadat100% (1)
- Nutter Rings Packing Spec For TEG ContactorDocument12 pagesNutter Rings Packing Spec For TEG ContactorAdrianus A. AdiwijayaNo ratings yet
- 3 Storey Residential Structural PlansDocument3 pages3 Storey Residential Structural PlansjantraquenaNo ratings yet
- 312 12 048 US Producing Nitrogen Via Pressure Swing AdsorptionDocument6 pages312 12 048 US Producing Nitrogen Via Pressure Swing AdsorptionRonak PanchalNo ratings yet