Car - Body-Components Descreption PDF
Car - Body-Components Descreption PDF
Download as pdf or txt
You might also like
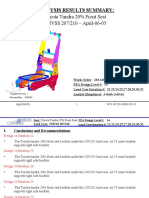
- Toyota Tundra 20% Front Seat FMVSS 207/210 - April-06-05: Analysis Results SummaryDocument36 pagesToyota Tundra 20% Front Seat FMVSS 207/210 - April-06-05: Analysis Results Summaryapi-19817003No ratings yet
- BumperDocument3 pagesBumperkerrenNo ratings yet
- Al BiwDocument3 pagesAl BiwmmanharNo ratings yet
- Fender Wheel Arch Calculation: 1.1 Types of Fender PanelsDocument3 pagesFender Wheel Arch Calculation: 1.1 Types of Fender PanelsHari TejNo ratings yet
- D4B8047F1E2-Body Repairs 2015 OnwardsDocument229 pagesD4B8047F1E2-Body Repairs 2015 OnwardsPetru Teodor Bojica100% (1)
- Model and Analysis On Car Seat Mounting BracketDocument6 pagesModel and Analysis On Car Seat Mounting BracketseventhsensegroupNo ratings yet
- The 2 - Generation Audi Space Frame of The A2: A Trendsetting All-Aluminium Car Body Concept in A Compact Class CarDocument5 pagesThe 2 - Generation Audi Space Frame of The A2: A Trendsetting All-Aluminium Car Body Concept in A Compact Class CarKld AliNo ratings yet
- Aluminum Vs Steel in Passenger CarsDocument14 pagesAluminum Vs Steel in Passenger Carstoyota952No ratings yet
- 111 1400 Simon Black Jaguar Land RoverDocument29 pages111 1400 Simon Black Jaguar Land RoverseehariNo ratings yet
- To Calculate The Wheel Arc Area of Fender and Prove Whether The Car Will Pass The Standards or Not by Using The European StandardDocument8 pagesTo Calculate The Wheel Arc Area of Fender and Prove Whether The Car Will Pass The Standards or Not by Using The European Standardharish ragavendranNo ratings yet
- Tata Technologies Automotive BrochureDocument8 pagesTata Technologies Automotive Brochuresunil481No ratings yet
- EAA Aluminium Penetration in Cars Final Report Public VersionDocument30 pagesEAA Aluminium Penetration in Cars Final Report Public VersionRaistlin1No ratings yet
- Optimization of B-Pillar Roof Crush TestDocument23 pagesOptimization of B-Pillar Roof Crush TestManju sattigeriNo ratings yet
- GRIEVE - 1997 - Design of A Lightweight Automotive Brake Disc Using Finite Element and Taguchi TechniquesDocument10 pagesGRIEVE - 1997 - Design of A Lightweight Automotive Brake Disc Using Finite Element and Taguchi Techniquesgustavo5150No ratings yet
- Crash Sensors: Figure 1. Structural Components To An InertiaDocument5 pagesCrash Sensors: Figure 1. Structural Components To An InertiasjramanNo ratings yet
- Catia Materiales CompuestosDocument273 pagesCatia Materiales CompuestosMAXNo ratings yet
- Ravi Resume PDFDocument2 pagesRavi Resume PDFRavi Prakash M PNo ratings yet
- NX General PackagingDocument4 pagesNX General PackagingRama BaruvaNo ratings yet
- Pedestrian Airbag TechnologyDocument7 pagesPedestrian Airbag TechnologyBusu CypNo ratings yet
- M3 Sill Outer (Front Section)Document120 pagesM3 Sill Outer (Front Section)Đông NguyễnNo ratings yet
- CAE in Automotive Body FinalDocument31 pagesCAE in Automotive Body Finalfranco1600100% (1)
- 07 AV WeatherStripDocument9 pages07 AV WeatherStripVinnie IngallsNo ratings yet
- 305vehicle Door Sag Evaluation Using FEADocument6 pages305vehicle Door Sag Evaluation Using FEAIJERDNo ratings yet
- R Point and Manufacturer Design Seat Back AngleDocument10 pagesR Point and Manufacturer Design Seat Back AngleAmolPagdalNo ratings yet
- Crash-Regulations: Europe, United Nations, USA, China and IndiaDocument1 pageCrash-Regulations: Europe, United Nations, USA, China and Indiaprakash srivastavaNo ratings yet
- Door DVPDocument1 pageDoor DVPJabastin CharlesNo ratings yet
- Concept Selection of Car Bumper Beam With Developed Hybrid Bio-Composite MaterialDocument9 pagesConcept Selection of Car Bumper Beam With Developed Hybrid Bio-Composite MaterialViswatej ChoudaryNo ratings yet
- Unit 6 - Vehicle Component TestingDocument38 pagesUnit 6 - Vehicle Component TestingAshish RejikumarNo ratings yet
- Automotive Interior Soft Trim:: AnalysisDocument10 pagesAutomotive Interior Soft Trim:: AnalysisMuthu KumarNo ratings yet
- 2 Pass by Noise MeasurementDocument5 pages2 Pass by Noise MeasurementnaidujayaNo ratings yet
- Door Panels - An Overview PDFDocument80 pagesDoor Panels - An Overview PDFML DeshmukhNo ratings yet
- Biw AnalysisDocument15 pagesBiw Analysiskeepingbusy100% (1)
- Advanced High Strength Steel (Ahss) Application GuidelinesDocument163 pagesAdvanced High Strength Steel (Ahss) Application Guidelines366900100% (1)
- Cars Under The Bonnet or Hood ExplainedDocument3 pagesCars Under The Bonnet or Hood ExplainedMohan RajNo ratings yet
- Gap Flush - Filled ReportDocument7 pagesGap Flush - Filled ReportajayNo ratings yet
- Overview of Automotive SeatsDocument40 pagesOverview of Automotive SeatsBharath100% (1)
- 4 Automotive Door Design and StructuralDocument7 pages4 Automotive Door Design and StructuralRahul JainNo ratings yet
- Lightweight BIW Clinching TechnologyDocument20 pagesLightweight BIW Clinching TechnologyMaratNo ratings yet
- Optimization To Body in White DesignDocument14 pagesOptimization To Body in White Designharshal161987No ratings yet
- Design Tips, Techniques For Stamping BIWDocument9 pagesDesign Tips, Techniques For Stamping BIWsabirNo ratings yet
- Intro To Hot StampingDocument31 pagesIntro To Hot StampingBENU MADHAB100% (1)
- BIW Structure Can Be Divided in Following SubstructuresDocument7 pagesBIW Structure Can Be Divided in Following SubstructuresJyoti KaleNo ratings yet
- Slam Analysis AbiDocument23 pagesSlam Analysis Abiabi1mtsNo ratings yet
- 10 - AHSS in Mercedes-Benz Passenger CarsDocument19 pages10 - AHSS in Mercedes-Benz Passenger CarsAbhishek KumarNo ratings yet
- Design and Crash Analysis of Passenger Car Frontal Bumper Beam Using Hypermesh and RadiossDocument5 pagesDesign and Crash Analysis of Passenger Car Frontal Bumper Beam Using Hypermesh and RadiossAnup M UpadhyayaNo ratings yet
- BIW Composites PDFDocument7 pagesBIW Composites PDFsmani170No ratings yet
- 5 Series BIWDocument23 pages5 Series BIWAkshay Prakash Shinde100% (1)
- Global Stiffness Analysis of Biw Structure: Sharanbasappa, E Sujith Prasd, Praveen MathDocument6 pagesGlobal Stiffness Analysis of Biw Structure: Sharanbasappa, E Sujith Prasd, Praveen MathAdamDNo ratings yet
- Surface RoughnessDocument132 pagesSurface Roughnessagung dpNo ratings yet
- Strength Evaluation On DoorDocument5 pagesStrength Evaluation On DoorDevendra Kumar KumawatNo ratings yet
- RL 01 CAE-Durability Analysis of HCV Chassis Using FPM Approach Mahindra EnggDocument9 pagesRL 01 CAE-Durability Analysis of HCV Chassis Using FPM Approach Mahindra EnggrcpawarNo ratings yet
- Krishna - Nitish Torsional - Stiffness - Master - S - Thesis - FinalDocument47 pagesKrishna - Nitish Torsional - Stiffness - Master - S - Thesis - FinalJulius RojoNo ratings yet
- Automotive Body in White FasteningDocument61 pagesAutomotive Body in White Fasteningsurisri1No ratings yet
- Class A' Surface of VehicelDocument8 pagesClass A' Surface of VehicelCharlie TejNo ratings yet
- Sae Technical Paper Series: Raviraj Nayak and Kee ImDocument8 pagesSae Technical Paper Series: Raviraj Nayak and Kee Imhassan eijyNo ratings yet
- Unit - I: Car BodyDocument61 pagesUnit - I: Car BodyVi JäìNo ratings yet
- BIW NomenclatureDocument8 pagesBIW NomenclaturehiremathbasavaradhyaNo ratings yet
- Seat - Exploded View, Front: Cushion Side Shield - Manual Seat Track With Manual ReclineDocument10 pagesSeat - Exploded View, Front: Cushion Side Shield - Manual Seat Track With Manual Reclinetonythetiger0% (1)
- CAE at Ford: DR Stefan Gaßmann, DR Axel HänschkeDocument26 pagesCAE at Ford: DR Stefan Gaßmann, DR Axel HänschkeIgor OrtizNo ratings yet
- Mechanics of Aeronautical Solids, Materials and StructuresFrom EverandMechanics of Aeronautical Solids, Materials and StructuresNo ratings yet
- 2.1.4.1 Displaying Objects - Digital Factory Planning and Simulation With TecnomatixDocument2 pages2.1.4.1 Displaying Objects - Digital Factory Planning and Simulation With TecnomatixanupNo ratings yet
- Digitized Shape EditorDocument1 pageDigitized Shape EditoranupNo ratings yet
- 2 Process Designer - Digital Factory Planning and Simulation With TecnomatixDocument2 pages2 Process Designer - Digital Factory Planning and Simulation With TecnomatixanupNo ratings yet
- 2.1.1 Working Environment & Graphical User Interface - Digital Factory Planning and Simulation With TecnomatixDocument3 pages2.1.1 Working Environment & Graphical User Interface - Digital Factory Planning and Simulation With TecnomatixanupNo ratings yet
- 2.3.1.1 Library - Digital Factory Planning and Simulation With TecnomatixDocument2 pages2.3.1.1 Library - Digital Factory Planning and Simulation With TecnomatixanupNo ratings yet
- 2.2.3 Import & Export Project - Digital Factory Planning and Simulation With TecnomatixDocument2 pages2.2.3 Import & Export Project - Digital Factory Planning and Simulation With TecnomatixanupNo ratings yet
- 3.2.3.1 New Object Flow Operation - Digital Factory Planning and Simulation With TecnomatixDocument2 pages3.2.3.1 New Object Flow Operation - Digital Factory Planning and Simulation With TecnomatixanupNo ratings yet
- Siemens Documentation - Creating JointsDocument3 pagesSiemens Documentation - Creating JointsanupNo ratings yet
- 2.1 Introduction To Process Designer - Digital Factory Planning and Simulation With TecnomatixDocument2 pages2.1 Introduction To Process Designer - Digital Factory Planning and Simulation With TecnomatixanupNo ratings yet
- Siemens Documentation - Creating CranksDocument7 pagesSiemens Documentation - Creating CranksanupNo ratings yet
- Siemens Documentation - Copy Location OrientationDocument1 pageSiemens Documentation - Copy Location OrientationanupNo ratings yet
- Siemens Documentation - Adding BaseframesDocument1 pageSiemens Documentation - Adding BaseframesanupNo ratings yet