Download as pdf or txt
You might also like
- Railway Applications - Fire Protection On Railway Vehicles: BSI Standards PublicationDocument78 pagesRailway Applications - Fire Protection On Railway Vehicles: BSI Standards PublicationFrancisco PizarroNo ratings yet
- BS en 45545-1-2013 (2015)Document28 pagesBS en 45545-1-2013 (2015)Francisco Pizarro100% (3)
- AGA Purging 2001 PDFDocument156 pagesAGA Purging 2001 PDFZadeh NormanNo ratings yet
- Class Annual Survey ChecklistDocument20 pagesClass Annual Survey ChecklistMayank Handa100% (1)
- Wrong Answer SummaryDocument11 pagesWrong Answer SummaryilonaNo ratings yet
- Astm D1512-21Document4 pagesAstm D1512-21Rajdeep MalNo ratings yet
- Astm G69 PDFDocument1 pageAstm G69 PDFMechWell0% (1)
- A Comparison of Laboratory Abrasion and Field Wear ResultsDocument11 pagesA Comparison of Laboratory Abrasion and Field Wear ResultschrisnnnNo ratings yet
- BS en 45545-3-2013 (2015)Document28 pagesBS en 45545-3-2013 (2015)Francisco PizarroNo ratings yet
- Flammability of Mixtures of Co2 and HydrocarbonsDocument17 pagesFlammability of Mixtures of Co2 and HydrocarbonsLakshmi Binoy MenonNo ratings yet
- A. Checklist Cargo Ops OKDocument44 pagesA. Checklist Cargo Ops OKIhwan Asrul100% (1)
- Oil Tanker Construction RulesDocument84 pagesOil Tanker Construction Rulessasikumarmarine100% (5)
- Softening Point of Pitches (Cube-in-Water Method) : Standard Test Method ForDocument4 pagesSoftening Point of Pitches (Cube-in-Water Method) : Standard Test Method FordanicyrNo ratings yet
- Astm G33Document3 pagesAstm G33Vikash YadavNo ratings yet
- Astm C 182-2019Document3 pagesAstm C 182-2019Mohammed AliNo ratings yet
- Influence of Aging Treatment On Mechanical Properties of 6061 AlumDocument4 pagesInfluence of Aging Treatment On Mechanical Properties of 6061 AlumMohamed NasrNo ratings yet
- Naval Surface Warfare Center: Carderock DivisionDocument17 pagesNaval Surface Warfare Center: Carderock DivisionTi AnnelNo ratings yet
- Determination of Elements by Graphite Furnace Atomic Absorption SpectrometryDocument9 pagesDetermination of Elements by Graphite Furnace Atomic Absorption SpectrometryFrancisco PizarroNo ratings yet
- Transformation Temperature of Nickel-Titanium Alloys by Thermal AnalysisDocument5 pagesTransformation Temperature of Nickel-Titanium Alloys by Thermal Analysisswaminathan G.No ratings yet
- Chromium-Iron Sealing Alloys With 18 or 28 Percent Chromium: Standard Specification ForDocument7 pagesChromium-Iron Sealing Alloys With 18 or 28 Percent Chromium: Standard Specification Forruben carcamoNo ratings yet
- Thermal EMF Test of Single Thermoelement Materials by Comparison With A Reference Thermoelement of Similar EMF-Temperature PropertiesDocument7 pagesThermal EMF Test of Single Thermoelement Materials by Comparison With A Reference Thermoelement of Similar EMF-Temperature PropertiesQualityNo ratings yet
- C 781 - 02 - QZC4MQDocument8 pagesC 781 - 02 - QZC4MQmarkNo ratings yet
- Standard Specification For Castings, Nickel and Nickel AlloyDocument8 pagesStandard Specification For Castings, Nickel and Nickel Alloyalfian leoanakNo ratings yet
- Astm A772 PDFDocument4 pagesAstm A772 PDFCristian OtivoNo ratings yet
- Astm E2818-11 PDFDocument4 pagesAstm E2818-11 PDFJhonatan CalloapazaNo ratings yet
- Astm B 480 - 88 R01Document3 pagesAstm B 480 - 88 R01SamuelNo ratings yet
- FSP PaperDocument15 pagesFSP PaperrajkumarNo ratings yet
- C24Document5 pagesC24maria tNo ratings yet
- ASTM E384-11e1Document43 pagesASTM E384-11e1Brathly Ore AlattaNo ratings yet
- Standard Test Method For Coefficient of Linear Thermal Expansion of Plastics Between 30°C and 30°C With A Vitreous Silica Dilatometer 1Document6 pagesStandard Test Method For Coefficient of Linear Thermal Expansion of Plastics Between 30°C and 30°C With A Vitreous Silica Dilatometer 1Gaurav KumarNo ratings yet
- Norma ASTM E208-95aDocument13 pagesNorma ASTM E208-95aCésar 11nnNo ratings yet
- A204A204M-12 Standard Specification For Pressure Vessel Plates, Alloy Steel, MolybdenumDocument3 pagesA204A204M-12 Standard Specification For Pressure Vessel Plates, Alloy Steel, MolybdenumDiego Egoávil MéndezNo ratings yet
- X-Ray Spectrometric Analysis of Lime and Limestone: Standard Test Method ForDocument5 pagesX-Ray Spectrometric Analysis of Lime and Limestone: Standard Test Method Forbaher74No ratings yet
- ASTM A588 A588M-97a PDFDocument2 pagesASTM A588 A588M-97a PDFEdisson Cordova100% (1)
- Norma A751Document5 pagesNorma A751Dionisio Hidalgo SanchezNo ratings yet
- Astm D350.4467-1Document10 pagesAstm D350.4467-1Sundaravaradhan Iyengar100% (1)
- Astm B487Document2 pagesAstm B487אלון ספיריהNo ratings yet
- A 872 - 91 R02 Qtg3mi05mviwmgDocument3 pagesA 872 - 91 R02 Qtg3mi05mviwmgsachinguptachdNo ratings yet
- Astm G 44 - 99 - RZQ0Document4 pagesAstm G 44 - 99 - RZQ0Samuel EduardoNo ratings yet
- Astm No A 632-02 PDFDocument4 pagesAstm No A 632-02 PDFAgus Salim DarmaNo ratings yet
- Precipitation Hardening in Metals - T GladmanDocument7 pagesPrecipitation Hardening in Metals - T GladmanSouryatanu SahaNo ratings yet
- Astm G204 - 10Document5 pagesAstm G204 - 10Sofia Yuli100% (1)
- The Damping Behavior of Ni Added Mn-Cu Damping Alloys: Fuxing Yin, Kotobu Nagai, Kenji Watanabe and Kohji KawaharaDocument4 pagesThe Damping Behavior of Ni Added Mn-Cu Damping Alloys: Fuxing Yin, Kotobu Nagai, Kenji Watanabe and Kohji KawaharaTi AnnelNo ratings yet
- Inclusion Analysis As Per ASTM E45Document2 pagesInclusion Analysis As Per ASTM E45PULKIT AGGARWALNo ratings yet
- Astm 4935Document15 pagesAstm 4935AishwaryaMenonNo ratings yet
- Tension Testing of Metallic Foil: Standard Test Methods ofDocument5 pagesTension Testing of Metallic Foil: Standard Test Methods ofNilton SantillanNo ratings yet
- E 986 - 04 (2010)Document3 pagesE 986 - 04 (2010)ruben carcamoNo ratings yet
- F2832-11 (Reapproved 2016)Document5 pagesF2832-11 (Reapproved 2016)Mohammed EldakhakhnyNo ratings yet
- A908-03 (2013) Standard Specification For Stainless Steel Needle TubingDocument8 pagesA908-03 (2013) Standard Specification For Stainless Steel Needle TubingChuthaNo ratings yet
- A353a353m-17 1.04 PDFDocument3 pagesA353a353m-17 1.04 PDFlean guerrero100% (1)
- Analysis of Cast Iron by Spark Atomic Emission Spectrometry: Standard Test Method ForDocument7 pagesAnalysis of Cast Iron by Spark Atomic Emission Spectrometry: Standard Test Method ForTuan Anh100% (1)
- F2129 CorrosãoDocument8 pagesF2129 Corrosão04759615440No ratings yet
- d36 Softening Point Test Ring and BallDocument5 pagesd36 Softening Point Test Ring and BallNurul RizalNo ratings yet
- AstmDocument3 pagesAstmXuân Giang NguyễnNo ratings yet
- ASTM F363 Gaskets Corrosion TestingDocument3 pagesASTM F363 Gaskets Corrosion TestingDieguitoOmarMoralesNo ratings yet
- Astm A712 PDFDocument3 pagesAstm A712 PDFCristian OtivoNo ratings yet
- Astm A768 PDFDocument4 pagesAstm A768 PDFCristian OtivoNo ratings yet
- Astm 66Document3 pagesAstm 66Adams Ribeiro100% (1)
- Astm D1895 17Document4 pagesAstm D1895 17Sonia Goncalves100% (1)
- B 900 - 99 - QjkwmaDocument12 pagesB 900 - 99 - QjkwmaLuis AndradeNo ratings yet
- Astm VolumetrcosDocument8 pagesAstm VolumetrcosMarcelo GuanchaNo ratings yet
- Ansi Z97.1-1984 4, 7, 8Document5 pagesAnsi Z97.1-1984 4, 7, 8Sachin ChavanNo ratings yet
- Astm A293-2022Document10 pagesAstm A293-2022CarlosNo ratings yet
- Vacuum-Treated Alloy Steel Forgings For Turbine Rotor Disks and WheelsDocument6 pagesVacuum-Treated Alloy Steel Forgings For Turbine Rotor Disks and WheelsgoorguerNo ratings yet
- Astm A 471 06Document6 pagesAstm A 471 06NikolayNo ratings yet
- Surface Plasmon Enhanced, Coupled and Controlled FluorescenceFrom EverandSurface Plasmon Enhanced, Coupled and Controlled FluorescenceNo ratings yet
- Compendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)From EverandCompendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)No ratings yet
- Electroplating for Amateurs: Classic Reference for Small WorkshopsFrom EverandElectroplating for Amateurs: Classic Reference for Small WorkshopsNo ratings yet
- Calibration of Transmission Densitometers: Standard Practice ForDocument2 pagesCalibration of Transmission Densitometers: Standard Practice ForFrancisco PizarroNo ratings yet
- Analysis of Low-Alloy Steels by Wavelength Dispersive X-Ray Fluorescence SpectrometryDocument6 pagesAnalysis of Low-Alloy Steels by Wavelength Dispersive X-Ray Fluorescence SpectrometryFrancisco Pizarro0% (1)
- Determination of Elements by Graphite Furnace Atomic Absorption SpectrometryDocument9 pagesDetermination of Elements by Graphite Furnace Atomic Absorption SpectrometryFrancisco PizarroNo ratings yet
- E1208 16 PDFDocument7 pagesE1208 16 PDFFrancisco PizarroNo ratings yet
- E748 16 PDFDocument11 pagesE748 16 PDFFrancisco Pizarro100% (1)
- BS en 28839-1992 - Iso 8839 - 1986 PDFDocument12 pagesBS en 28839-1992 - Iso 8839 - 1986 PDFFrancisco Pizarro100% (1)
- Asme B1.20.3-1976 PDFDocument30 pagesAsme B1.20.3-1976 PDFFrancisco PizarroNo ratings yet
- Monitoring of Cargo During VoyageDocument29 pagesMonitoring of Cargo During VoyageYap JoshuaNo ratings yet
- EKGDocument30 pagesEKGRutvikNo ratings yet
- DZR Fixed Orifice Commissioning Valve (FODRV) - ISO 228 Parallel Thread, With Regulation, Isolation and Flow Measurement FunctionsDocument7 pagesDZR Fixed Orifice Commissioning Valve (FODRV) - ISO 228 Parallel Thread, With Regulation, Isolation and Flow Measurement FunctionsMd EtNo ratings yet
- Leybold TRIVAC D16B-D25B Operating Instruction Manual 2Document66 pagesLeybold TRIVAC D16B-D25B Operating Instruction Manual 2travieso112No ratings yet
- Cylinder Colour Change For BOC Special Products: What Is Happening?Document3 pagesCylinder Colour Change For BOC Special Products: What Is Happening?Vlastimir PejićNo ratings yet
- Science Form 1 Yearly Lesson PlanDocument21 pagesScience Form 1 Yearly Lesson PlanAbdul Rahman NarawiNo ratings yet
- Inert Gas SystemDocument45 pagesInert Gas Systempiliyandalaleos100% (5)
- Intertanko Chartering Questionnaire 88 - Oil 1. General InformationDocument7 pagesIntertanko Chartering Questionnaire 88 - Oil 1. General Informationvimal sainiNo ratings yet
- CHART Liquid Cylinder Product ManualDocument62 pagesCHART Liquid Cylinder Product ManualTrung Hiếu CamNo ratings yet
- PROJECT REPORT 12 Size - 2Document55 pagesPROJECT REPORT 12 Size - 2ponmaniNo ratings yet
- Materi 7 Maintain Seaworthiness of The ShipDocument29 pagesMateri 7 Maintain Seaworthiness of The ShipHansNo ratings yet
- IRP 22 Hazard and Risk Assessment Register: Column Headings Column LetterDocument29 pagesIRP 22 Hazard and Risk Assessment Register: Column Headings Column LetterKhuda Buksh100% (2)
- New Microsoft Office Excel WorksheetDocument38 pagesNew Microsoft Office Excel WorksheetDhruv BishnoiNo ratings yet
- Bulk Storage and Handling of Solvents and CoalescentsDocument8 pagesBulk Storage and Handling of Solvents and CoalescentslukmannyeoNo ratings yet
- Offshore Technical Safety FAQDocument12 pagesOffshore Technical Safety FAQPillai Sreejith100% (15)
- ASME PTC 3.3 - W (1979) Gaseous FuelsDocument112 pagesASME PTC 3.3 - W (1979) Gaseous FuelsJacques StrappeNo ratings yet
- Unit IV Unit IV: Industrial Inert GasesDocument19 pagesUnit IV Unit IV: Industrial Inert GasesermiasNo ratings yet
- Lecture Slides # 4Document32 pagesLecture Slides # 4AhmAd GhAziNo ratings yet
- Comparison Between Ig FM200 NovecDocument1 pageComparison Between Ig FM200 NovecTun JebatNo ratings yet
- LPG Tanker BRITISH COUNCILLOR IMO 9307762 - Cargo Systems Operating ManualDocument220 pagesLPG Tanker BRITISH COUNCILLOR IMO 9307762 - Cargo Systems Operating Manualseawolf50No ratings yet
- 4700 6700 UserDocument170 pages4700 6700 UserAnonymous JlqumnNo ratings yet
- IG SystemDocument23 pagesIG SystemMr. Nehal Solanki100% (2)
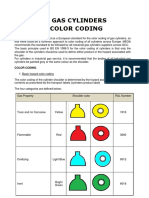
- Color Code PDFDocument6 pagesColor Code PDFkesavan bNo ratings yet
- Indian Maritime University: 4) Gas Sampling EquipmentDocument11 pagesIndian Maritime University: 4) Gas Sampling EquipmentMohd AkifNo ratings yet