Refacing Valves and Valve Stems
Refacing Valves and Valve Stems
Download as doc, pdf, or txt
At a glance
Powered by AI
The key takeaways are the processes for refacing valves, restoring valve seats through grinding or cutting, and correcting valve stem installed height.
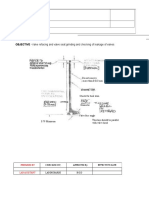
The process for refacing valves involves removing all pits from the valve face through grinding to ensure full contact on the valve seat and obtaining a fine surface finish. The valve grinding wheel must be dressed frequently and lubricated with clean grinding oil.
Methods for restoring valve seats include grinding with a pilot-guided stone to obtain the proper width and position, and cutting with adjustable cutters mounted in holders to cut the seat angle last and obtain a good finish.
You might also like
- Sae J670 2008 PDFDocument73 pagesSae J670 2008 PDFJoão Ferro100% (3)
- Exam Car Body Repair, Theory With AnswersDocument2 pagesExam Car Body Repair, Theory With AnswersHaftay100% (8)
- Statement of PurposeDocument2 pagesStatement of Purposearifsalman5120% (1)
- Swivel JointsDocument102 pagesSwivel JointsAliNo ratings yet
- Assignment 2 2dofDocument4 pagesAssignment 2 2dofAnonymous C1A51gvTwNo ratings yet
- Designing A StaplerDocument41 pagesDesigning A StaplerEmmanuel Morales ChilacaNo ratings yet
- Course Outline Automatic TransmissionDocument2 pagesCourse Outline Automatic TransmissionHaftayNo ratings yet
- Design of RivetsDocument20 pagesDesign of RivetsRavishanker BaligaNo ratings yet
- SOM-Skill Course-1Document81 pagesSOM-Skill Course-1Rohit RanjanNo ratings yet
- M06-031 - Basic Fundamentals of Gear DrivesDocument79 pagesM06-031 - Basic Fundamentals of Gear DrivesjadewestNo ratings yet
- Statically Indeterminate Structures (Statics)Document2 pagesStatically Indeterminate Structures (Statics)cowboys20No ratings yet
- Fluid Mechanics (BTME-301-18)Document13 pagesFluid Mechanics (BTME-301-18)Surjit Kumar GandhiNo ratings yet
- Architecture: Assosa UniversityDocument48 pagesArchitecture: Assosa UniversityAbenezer GetachewNo ratings yet
- Strength of Materials/Mechanics of Solids (CE-303/DCE-303) - Short Answer Questions-UIT-RGPV BHOPALDocument4 pagesStrength of Materials/Mechanics of Solids (CE-303/DCE-303) - Short Answer Questions-UIT-RGPV BHOPALSantosh Kumar0% (1)
- Pro-E GD&TDocument7 pagesPro-E GD&TVjaddictedNo ratings yet
- DrawingDocument8 pagesDrawingTommyVercettiNo ratings yet
- Question Bank III B.Tech-II Sem Design of Machine Members-Ii Unit - I A Design of Curved Beams Short Answer QuestionsDocument11 pagesQuestion Bank III B.Tech-II Sem Design of Machine Members-Ii Unit - I A Design of Curved Beams Short Answer Questionsprasaad08No ratings yet
- NEA PrepationDocument21 pagesNEA Prepationaziz100% (1)
- DSR Unit 1Document69 pagesDSR Unit 1hujefaNo ratings yet
- Gear Cutting by Differential Indexing On Milling Machine Workshop Practice IIDocument6 pagesGear Cutting by Differential Indexing On Milling Machine Workshop Practice IIPartho RoychoudhuryNo ratings yet
- 9.me3681 Cad - Cam Lab Question 1Document22 pages9.me3681 Cad - Cam Lab Question 1Divya PriyaNo ratings yet
- 1st Seminar of Sheet Metal Bending MachineDocument22 pages1st Seminar of Sheet Metal Bending MachineMyo MinNo ratings yet
- Artificial Oxygen Tree ReportDocument58 pagesArtificial Oxygen Tree ReportvivekNo ratings yet
- Topic:-Design Analysis of Curved Beam,: Crank Hook and C ClampDocument11 pagesTopic:-Design Analysis of Curved Beam,: Crank Hook and C ClampKartik YadavNo ratings yet
- Construction TechnologyDocument78 pagesConstruction TechnologyAldina MuthoniNo ratings yet
- Literature Review of Leaf SpringDocument3 pagesLiterature Review of Leaf Springneeraja manem100% (1)
- On Coupling, Clutches, BrakesDocument23 pagesOn Coupling, Clutches, BrakesSubhajyoti GangulyNo ratings yet
- Jig DesignDocument23 pagesJig DesignЦырен ЖалсаповNo ratings yet
- Machine Design Project Lecture - 2Document115 pagesMachine Design Project Lecture - 2Hinsermu NeftalemNo ratings yet
- Naseel Ibnu Azeez.M.P Assistant Professor Department of Mechanical EngineeringDocument23 pagesNaseel Ibnu Azeez.M.P Assistant Professor Department of Mechanical Engineeringrahul singh100% (1)
- 15ME3112 Design of Machine ElementsDocument29 pages15ME3112 Design of Machine Elementslikhith saiNo ratings yet
- Worked Examples - Journal & Roller Bearing DesignDocument2 pagesWorked Examples - Journal & Roller Bearing Designsbusiso100% (1)
- U-2 Mechanical Working of MetalsDocument76 pagesU-2 Mechanical Working of Metalsapi-271354682No ratings yet
- 962 PDFDocument36 pages962 PDFdipNo ratings yet
- Solid Ground CuringDocument10 pagesSolid Ground CuringAkshay Hejjaji100% (2)
- Stuctural Analysis Using AnsysDocument39 pagesStuctural Analysis Using AnsysVishnuPrasadNo ratings yet
- Advance Welding - Syllabus (KME-055)Document3 pagesAdvance Welding - Syllabus (KME-055)Shashank DwivediNo ratings yet
- Emission Control SystemsDocument44 pagesEmission Control SystemsNilesh MeghwalNo ratings yet
- Project Report On Composite Sleepers (17102023) - Maam CorrectionDocument44 pagesProject Report On Composite Sleepers (17102023) - Maam Correctionsmitirupa.pradhanfmeNo ratings yet
- Bahir Dar University Bahir Dar Institute of Technology Faculity of Mechanical and Industrial Engineering Industrial Engineering DepartmentDocument13 pagesBahir Dar University Bahir Dar Institute of Technology Faculity of Mechanical and Industrial Engineering Industrial Engineering DepartmentTamr KasayeNo ratings yet
- Design of Machine Elements Unit 5Document119 pagesDesign of Machine Elements Unit 5Sathis KumarNo ratings yet
- Report Screw Jack (1) TDocument47 pagesReport Screw Jack (1) TAshish Sharma80% (5)
- Unit-I - Limit State Method Concept and Design of Beams: 1. MaterialsDocument7 pagesUnit-I - Limit State Method Concept and Design of Beams: 1. MaterialsYAZHININo ratings yet
- Study On The Performance of Electroless Nickel Coating On Aluminium For Cylinder LinersDocument8 pagesStudy On The Performance of Electroless Nickel Coating On Aluminium For Cylinder LinersBharat Vinjamuri100% (1)
- Failures Modes of Riveted JointsDocument5 pagesFailures Modes of Riveted JointsGokul Goku SanthiNo ratings yet
- RivetDocument20 pagesRivetgurdyalNo ratings yet
- Study of Plain Plug Gauge: Mini ProjectDocument19 pagesStudy of Plain Plug Gauge: Mini ProjectdomiNo ratings yet
- Lecture 6 Design of The Crankshaft: ResearchDocument22 pagesLecture 6 Design of The Crankshaft: Researchsujay nayak0% (1)
- Vtupulse.C: Module-5 Contract Management Post AwardDocument49 pagesVtupulse.C: Module-5 Contract Management Post AwardNayim InamdarNo ratings yet
- Fitting: Files Without This Message by Purchasing Novapdf PrinterDocument14 pagesFitting: Files Without This Message by Purchasing Novapdf PrinterWilliams A.Subanth Assistant ProfessorNo ratings yet
- Scotch Yoke MechanismDocument36 pagesScotch Yoke MechanismAnil Kumar83% (6)
- ME8651qb Design of Transmission SystemsDocument18 pagesME8651qb Design of Transmission SystemsMURALI KRISHNAN RNo ratings yet
- Double Wishbone SuspensionDocument5 pagesDouble Wishbone SuspensionalexmarieiNo ratings yet
- Spindle DeflectionDocument8 pagesSpindle DeflectionFabrizio GrassoNo ratings yet
- Chapter 6 Ribbed Slab and Waffle SlabDocument15 pagesChapter 6 Ribbed Slab and Waffle Slaba20082909No ratings yet
- RivetingDocument32 pagesRivetingJOYCE ONYEAGORO100% (1)
- Paper On Design and Analysis of Wheel Set Assembly & Disassembly Hydraulic Press MachineDocument4 pagesPaper On Design and Analysis of Wheel Set Assembly & Disassembly Hydraulic Press MachineEditor IJRITCCNo ratings yet
- Riveted JointsDocument44 pagesRiveted Jointssharwan sharma67% (3)
- DSS MCQ SSJDocument5 pagesDSS MCQ SSJsurendranath jadhav100% (1)
- Valve Reconditioning ProcedureDocument3 pagesValve Reconditioning ProcedureScribdTranslationsNo ratings yet
- Lab Manual: Department of Mechanical EngineeringDocument46 pagesLab Manual: Department of Mechanical EngineeringsrknotesNo ratings yet
- Valve Refacing and Valve Seat Grinding and Checking of Leakage of ValvesDocument6 pagesValve Refacing and Valve Seat Grinding and Checking of Leakage of ValvesNandakumar BasavarajNo ratings yet
- Pratt - Bfv-14 Triton XR, XL, Hp-250Document14 pagesPratt - Bfv-14 Triton XR, XL, Hp-250tiago_mozartNo ratings yet
- Bearing Installation ProcedureDocument6 pagesBearing Installation ProcedureHamad KhaledNo ratings yet
- Crack Detection & RepairDocument5 pagesCrack Detection & RepairHaftay100% (1)
- Air Conditioning System Compressor Removal LabDocument1 pageAir Conditioning System Compressor Removal LabHaftayNo ratings yet
- Ethiopia - Injera - May - 17 - 2010 - FINAL - Report1 (1) DAVE SUD 2007Document73 pagesEthiopia - Injera - May - 17 - 2010 - FINAL - Report1 (1) DAVE SUD 2007Haftay100% (1)
- Laboratory Guide Automatic TransmissionDocument18 pagesLaboratory Guide Automatic TransmissionHaftayNo ratings yet
- Integrated Chassis Control System For Improving Vehicle StabilityDocument5 pagesIntegrated Chassis Control System For Improving Vehicle StabilityHaftayNo ratings yet
- Instant Ebooks Textbook Fundamentals of Physics Extended 10th Edition David Halliday Download All ChaptersDocument60 pagesInstant Ebooks Textbook Fundamentals of Physics Extended 10th Edition David Halliday Download All Chapterstiouaxanday100% (7)
- Novatec Premium Ii: Technical Data SheetDocument1 pageNovatec Premium Ii: Technical Data SheetRuben PauwelsNo ratings yet
- Ceramic Matrix Composites in The Design and Development of Convergent-Divergent Nozzle ComponentsDocument10 pagesCeramic Matrix Composites in The Design and Development of Convergent-Divergent Nozzle ComponentsRajeshKumarSahuNo ratings yet
- 77 170 2012 PDFDocument15 pages77 170 2012 PDFsathi11189No ratings yet
- Generator Room Ventilation 1Document3 pagesGenerator Room Ventilation 1Pradeep SukumaranNo ratings yet
- Instruction - VCC 346367 1Document9 pagesInstruction - VCC 346367 1arwid vasilevNo ratings yet
- Hidral Uh DiagramasDocument4 pagesHidral Uh DiagramasSaul Castillo100% (2)
- ProblemsDocument4 pagesProblemsmarslanjameelmalikNo ratings yet
- Design Data Handbook ( (MD-I)Document32 pagesDesign Data Handbook ( (MD-I)satyamchgl2010No ratings yet
- RR Rto-14813Document48 pagesRR Rto-14813gestada023No ratings yet
- R.P WorksheetDocument3 pagesR.P WorksheetSashankNo ratings yet
- Saadon 2016 IOP Conf. Ser. Mater. Sci. Eng. 152 012011Document9 pagesSaadon 2016 IOP Conf. Ser. Mater. Sci. Eng. 152 012011Victor BettNo ratings yet
- Numerical Investigation On The Effect of Injection Timing On Combustion and Emissions in A Di Diesel Engine at Low Temperature Combustion ConditionsDocument15 pagesNumerical Investigation On The Effect of Injection Timing On Combustion and Emissions in A Di Diesel Engine at Low Temperature Combustion ConditionsErick DominguezNo ratings yet
- Design of Portal Frame - 3Document38 pagesDesign of Portal Frame - 3afn3178No ratings yet
- Ninja400 Uses Manual 1Document28 pagesNinja400 Uses Manual 1njkawasakiNo ratings yet
- Apollo Instruction ManualDocument14 pagesApollo Instruction ManualAndrew Mazurkiewicz100% (1)
- Engineering MechanicsDocument23 pagesEngineering MechanicsBhavesh Shrimali100% (2)
- Beam Deflection Second-Order MethodDocument11 pagesBeam Deflection Second-Order Methodmiry89No ratings yet
- Micro Hardness Testing Machines: IndexDocument28 pagesMicro Hardness Testing Machines: IndexAlan GonzalezNo ratings yet
- Geotechnical Engineering RCE-501 2018-19Document2 pagesGeotechnical Engineering RCE-501 2018-19Akeel JavidNo ratings yet
- 267720312-QP 6103 Pipe Fitter (Oil & Gas) Kaushal MartDocument20 pages267720312-QP 6103 Pipe Fitter (Oil & Gas) Kaushal MartAladin ZeribiNo ratings yet
- Alternators Letrika Web 1Document28 pagesAlternators Letrika Web 1ahmed nourNo ratings yet
- Differential Pressure Switch Weather Proof Diaphragm TypeDocument3 pagesDifferential Pressure Switch Weather Proof Diaphragm TypeJeneshNo ratings yet
- Finite Element MethodsDocument2 pagesFinite Element MethodsRadha KrishnaNo ratings yet
- ADVANCEDBeam ManualCompositeDocument28 pagesADVANCEDBeam ManualCompositeAmir ShaikNo ratings yet
- ECOMax-HE - Installation Guidlines - RDocument6 pagesECOMax-HE - Installation Guidlines - Rvishaldeep1991_44539No ratings yet
- Initiation and Arrest of An Interfacial Crack in A Four-Point Bend TestDocument18 pagesInitiation and Arrest of An Interfacial Crack in A Four-Point Bend TestRaul MamaniNo ratings yet