Download as pdf or txt
You might also like
- Valve Leakage Rates Test STDDocument5 pagesValve Leakage Rates Test STD윤병택No ratings yet
- Crane Engineering Data 1Document56 pagesCrane Engineering Data 1jerry666aNo ratings yet
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- Iso 13679 Connection Testing: Test DatasheetDocument2 pagesIso 13679 Connection Testing: Test DatasheetMostafa HashemiNo ratings yet
- Elliott Tool English CatalogDocument220 pagesElliott Tool English Catalogmaruti nandgadkarNo ratings yet
- Swing Check ValvesDocument5 pagesSwing Check Valveslilama45-1No ratings yet
- 07 ValvesDocument33 pages07 Valvesshiva_ssk17No ratings yet
- Line Blinding/Blanking Options: Increase Safety, Save Time, Costs and Increase EfficiencyDocument22 pagesLine Blinding/Blanking Options: Increase Safety, Save Time, Costs and Increase Efficiency최승원No ratings yet
- Butterfly Valve ConcentricDocument6 pagesButterfly Valve ConcentricpramodtryNo ratings yet
- Ball Check ValveDocument5 pagesBall Check Valvetilakthakar1No ratings yet
- Fainger Leser Catalogue' 11Document68 pagesFainger Leser Catalogue' 11rudrakrNo ratings yet
- Model"Dc": Dual Chamber Orifice FittingDocument13 pagesModel"Dc": Dual Chamber Orifice FittingFrankNo ratings yet
- Fluid Components Full CatalogDocument464 pagesFluid Components Full Catalognegg 348No ratings yet
- ADAVANA CatalogueDocument61 pagesADAVANA Cataloguerejaalma0No ratings yet
- Ratio Pressure Reducing ValvesDocument4 pagesRatio Pressure Reducing Valveskanem1No ratings yet
- Valves Valve LeakageDocument5 pagesValves Valve Leakagearson5646100% (1)
- Tom Wheatley Swing Check Valves (New)Document24 pagesTom Wheatley Swing Check Valves (New)Carlos Cardenas SochaNo ratings yet
- Severe Service ValveDocument16 pagesSevere Service ValvesekharsamyNo ratings yet
- Control Valve SelectionDocument31 pagesControl Valve SelectionJitendra Sharma100% (1)
- Double Block and Bleed ValveDocument16 pagesDouble Block and Bleed ValveBa Jun Thối100% (1)
- Valves 101: Gobind KhianiDocument56 pagesValves 101: Gobind Khianikongara_inst1118No ratings yet
- Danfoss Price List For 2012Document40 pagesDanfoss Price List For 2012Arbee AquinoNo ratings yet
- Válvula DurcoDocument12 pagesVálvula DurcoJames Henrry López EspejoNo ratings yet
- Broady 3500 BrochureDocument12 pagesBroady 3500 Brochureahmedm2020No ratings yet
- Valve Automation FittingsDocument12 pagesValve Automation FittingsamitNo ratings yet
- Rotary Unions Swivel Joints: Manufactured in The UK With Over 70 Years ExperienceDocument36 pagesRotary Unions Swivel Joints: Manufactured in The UK With Over 70 Years ExperienceSaurav DasNo ratings yet
- Dual Plate Check Valve WeightDocument1 pageDual Plate Check Valve WeightbisworupmNo ratings yet
- Plug Valves enDocument24 pagesPlug Valves enAtty AttyNo ratings yet
- RVC 05 NPT Product SpecsDocument6 pagesRVC 05 NPT Product SpecsAnonymous WVJNMWNo ratings yet
- Kent IntrolDocument15 pagesKent IntrolVladimir VuletinNo ratings yet
- B.3.7 - Control Valves, Shut Down, Self Acting Regulators SpecDocument11 pagesB.3.7 - Control Valves, Shut Down, Self Acting Regulators SpecThuc TruongNo ratings yet
- 9100 Series Model 20 Shipping FlyerDocument2 pages9100 Series Model 20 Shipping Flyerx6pq7dcbmvNo ratings yet
- RVC05 150FLG Ex PDFDocument5 pagesRVC05 150FLG Ex PDFengp3077No ratings yet
- Schrader VentiliDocument8 pagesSchrader VentiliSLANO77No ratings yet
- k2 BUTTERFLY VALVES MY2013Document11 pagesk2 BUTTERFLY VALVES MY2013RHETT BUTLERNo ratings yet
- Safety Relief ValvesDocument52 pagesSafety Relief ValvesHamza NoumanNo ratings yet
- Valves 1Document56 pagesValves 1seenNo ratings yet
- Enflow Floating BallvalvesDocument8 pagesEnflow Floating Ballvalvesa100acomNo ratings yet
- Williams - Válvulas Compuerta Globo Cheque Bola Fundidas API 600Document28 pagesWilliams - Válvulas Compuerta Globo Cheque Bola Fundidas API 600espanolasa100% (1)
- Instrument Manifold Valves 5000Document16 pagesInstrument Manifold Valves 5000Maria MantillaNo ratings yet
- 2007 Danfoss CatalogueDocument40 pages2007 Danfoss CatalogueMiroslav AleksicNo ratings yet
- Metal Seated Sampling ValvesDocument4 pagesMetal Seated Sampling ValvesGiovanni TrinidadNo ratings yet
- CraneDocument32 pagesCranesabes26100% (1)
- Cat AXCATDocument80 pagesCat AXCATgazwang478No ratings yet
- Nve NBR 1003Document48 pagesNve NBR 1003nricquartNo ratings yet
- API 6A Gate ValvesDocument12 pagesAPI 6A Gate ValvesLee Sweningson100% (1)
- Tomoe General CatalogDocument508 pagesTomoe General CatalogArianto SutarnioNo ratings yet
- Texas Oil Tools: "EH34" 3.06" 10M Quad BOPDocument32 pagesTexas Oil Tools: "EH34" 3.06" 10M Quad BOPjose perozo100% (2)
- VME-QMS-OCP-46 Rev.-00 IOM - Resilient Seated Gate ValveDocument5 pagesVME-QMS-OCP-46 Rev.-00 IOM - Resilient Seated Gate ValveMuhammad ShahidNo ratings yet
- Industrial Oilsampling 2012Document6 pagesIndustrial Oilsampling 2012Popescu DragosNo ratings yet
- RVC 05 PDFDocument6 pagesRVC 05 PDFengp3077No ratings yet
- Model 2100bDocument4 pagesModel 2100bkeyur1109No ratings yet
- Series 825Y Specification SheetDocument2 pagesSeries 825Y Specification SheetFEBCONo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Contemporary Anaesthetic Equipments.: An Aid for Healthcare ProfessionalsFrom EverandContemporary Anaesthetic Equipments.: An Aid for Healthcare ProfessionalsNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
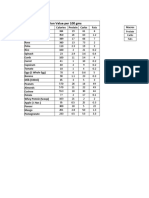
- Nutrition Value Per 100 GMS: Food Item Calories Protein Carbs FatsDocument7 pagesNutrition Value Per 100 GMS: Food Item Calories Protein Carbs Fatsniket honnalliNo ratings yet
- Workout ScheduleDocument6 pagesWorkout Scheduleniket honnalliNo ratings yet
- Sample Meal Plan Schedule - Garrett Gee: BREAKFAST 1 (6:00am)Document1 pageSample Meal Plan Schedule - Garrett Gee: BREAKFAST 1 (6:00am)niket honnalliNo ratings yet
- Inside Sales For Valves PART 2Document8 pagesInside Sales For Valves PART 2niket honnalliNo ratings yet
- Sourcing List April 2020Document9 pagesSourcing List April 2020niket honnalliNo ratings yet
- Inside Sales For Valves PART 1Document5 pagesInside Sales For Valves PART 1niket honnalliNo ratings yet
- Check List For GGC Product ValidationDocument2 pagesCheck List For GGC Product Validationniket honnalliNo ratings yet
- The Ultimate Critical Service TRIPLE OFFSET VALVEDocument16 pagesThe Ultimate Critical Service TRIPLE OFFSET VALVEniket honnalliNo ratings yet
- Dme Mid1 Question PaperDocument2 pagesDme Mid1 Question PaperPavaniNo ratings yet
- Aluprof Door Window Catalogue ENDocument62 pagesAluprof Door Window Catalogue ENDima MarianaNo ratings yet
- WELDER (Dual Mode) : Under Dual Training SystemDocument33 pagesWELDER (Dual Mode) : Under Dual Training SystemUmang SoniNo ratings yet
- Concrete Fixing CleatDocument6 pagesConcrete Fixing CleatRod Anthony Oraño PañaNo ratings yet
- Marcegaglia Carbon Steel Flat Products 06 2022Document35 pagesMarcegaglia Carbon Steel Flat Products 06 2022bruno.abuafNo ratings yet
- Dent PullerDocument1 pageDent PullerblazeramakrishnanNo ratings yet
- Vascomill MMS FA 2 EsiteDocument1 pageVascomill MMS FA 2 EsiteDaniel ReyesNo ratings yet
- FST Consumables Guide Section WiresDocument12 pagesFST Consumables Guide Section WiresDanel SutrisnoNo ratings yet
- ASME B 31.3 Table A 1B Weld Joint Quality Factor (E)Document3 pagesASME B 31.3 Table A 1B Weld Joint Quality Factor (E)groshan20No ratings yet
- Roofing WorkDocument20 pagesRoofing WorkAbdul Fatah MalikeNo ratings yet
- Dislocation & Strengthening Mechanisms: Universiti Tunku Abdul Rahman (Utar)Document57 pagesDislocation & Strengthening Mechanisms: Universiti Tunku Abdul Rahman (Utar)Sim Hong YiNo ratings yet
- Fabric DuctDocument1 pageFabric Ductdreamst4rNo ratings yet
- Stainless Steel Grade AISI 304 PDFDocument2 pagesStainless Steel Grade AISI 304 PDFSarita Forging100% (1)
- Pass Schedule of Wire Drawing Process To Prevent Delamination For High Strength Steel Cord WireDocument9 pagesPass Schedule of Wire Drawing Process To Prevent Delamination For High Strength Steel Cord WireSmruti Ranjan PattanayakNo ratings yet
- F2832-11 (Reapproved 2016)Document5 pagesF2832-11 (Reapproved 2016)Mohammed EldakhakhnyNo ratings yet
- BS 1243 - 1978Document8 pagesBS 1243 - 1978ماقوريNo ratings yet
- QSP-010 Product Iden.&TraceabilityDocument5 pagesQSP-010 Product Iden.&TraceabilityJamal Mohamed Rahamathullah100% (1)
- 42CrMo4 (EN 10083 3)Document2 pages42CrMo4 (EN 10083 3)GABRIEL IORDACHINo ratings yet
- AFAB 2018 Salvagnini ToolingDocument12 pagesAFAB 2018 Salvagnini ToolingAFAB Machinery and Tools LtdNo ratings yet
- Bhushan Power and Steel LTDDocument8 pagesBhushan Power and Steel LTDAkshay AgarwalNo ratings yet
- SafeRing - SafePlus 12 - 24kV Product CatalogDocument106 pagesSafeRing - SafePlus 12 - 24kV Product CatalogOmer Abdul RazzaqNo ratings yet
- Himel Productos 70 7Document4 pagesHimel Productos 70 7eng.ahmed.radwanNo ratings yet
- Bunch Press & Shredder ComparisonDocument3 pagesBunch Press & Shredder ComparisonAdie JZNo ratings yet
- MV20 211Document1 pageMV20 211abdullahtariquae882No ratings yet
- Steel + Wood StructuresDocument129 pagesSteel + Wood StructuresYigezu YehombaworkNo ratings yet
- Nitro V Heat TreatingDocument2 pagesNitro V Heat TreatingJoshua SmithNo ratings yet
- APPROVED VENDOR LIST (AVL) As On 01.04.2017: Updated - 01/04/2017Document28 pagesAPPROVED VENDOR LIST (AVL) As On 01.04.2017: Updated - 01/04/2017sanjaydrdoNo ratings yet