This document discusses various measurement instruments and gauges used in metrology including stick micrometers, optical projectors, autocollimators, vernier height gauges, micrometers, interferometers, optical flats, angle gauges, combination sets, fillet gauges, filler gauges, spirit levels, V-blocks, and tool maker's flats. It provides details on their components, operating principles, measuring capabilities and specifications. Common metrology artifacts like surface plates and angle plates are also described along with their intended uses and manufacturing standards.
This document discusses various measurement instruments and gauges used in metrology including stick micrometers, optical projectors, autocollimators, vernier height gauges, micrometers, interferometers, optical flats, angle gauges, combination sets, fillet gauges, filler gauges, spirit levels, V-blocks, and tool maker's flats. It provides details on their components, operating principles, measuring capabilities and specifications. Common metrology artifacts like surface plates and angle plates are also described along with their intended uses and manufacturing standards.
This document discusses various measurement instruments and gauges used in metrology including stick micrometers, optical projectors, autocollimators, vernier height gauges, micrometers, interferometers, optical flats, angle gauges, combination sets, fillet gauges, filler gauges, spirit levels, V-blocks, and tool maker's flats. It provides details on their components, operating principles, measuring capabilities and specifications. Common metrology artifacts like surface plates and angle plates are also described along with their intended uses and manufacturing standards.
This document discusses various measurement instruments and gauges used in metrology including stick micrometers, optical projectors, autocollimators, vernier height gauges, micrometers, interferometers, optical flats, angle gauges, combination sets, fillet gauges, filler gauges, spirit levels, V-blocks, and tool maker's flats. It provides details on their components, operating principles, measuring capabilities and specifications. Common metrology artifacts like surface plates and angle plates are also described along with their intended uses and manufacturing standards.
• Stick micrometer : longer internal length • Optical projector : profile of tooth gear • Clingometer : Angular measurement • Autocollimator : Angle Dekkor : Very Small Angular difference / flatness errors • Keilpart Gauge : Inside Diameter of a toll • Gear Tooth Vernier : Pitch line thickness of gear tooth • Plug Gauge : Cylindrical bore • Snap / ring Gauge : Shaft Diameter • Universal Surface Gauge : layout Work and Inspection • Wickman Gauge : Screw Thread • Combination Set : Angular suface • Thread micrometer : effective diameter of thread • V- block : roundness of cylindrical work • Filler Gauge : thickness of clearance • Planimeter : Surface Area • Optical Flat : Find flatness of optical flat surface • Planer Gauge : slot width , Setting Tool height • Fillet Gauge : radius • V-Anvil micrometer caliper : roundness • Blade type micrometer : non-rotating spindle
Limit , fit , tolerances • Allowance is minimum clearance • Fundamental deviation : Min {UD,LD} • Fundamental deviations : 25 • Tolerance grande : 18 • Wear allowances for go gauge only
Tool Maker flat
• Tool maker’s flats : free from inclusions , high hardness , finished by lapping to , high degree of accuracy and uniformity. • A shallow groove is provided around the periphery of larger flats to avoid uneven hardening and for easy handling. • Both the faces are highly finished in the range of 50-75 mm size and both are used as working surface and above this range it has only one face finished as working surface. • Hardeness 93 HRC or 850 HV • Minimum thickness of top in a high precision surface plate is 20 mm for 250 mm dia, 25 mm for 300 mm dia and 30 mm for 350 mm dia.
Angle plate • Angle plate is used for measurement purpose along with surface plates and two surfaces of angle plate are at 90 degrees to each other. • Angle plates are generally made of cast iron and have 180 HB minimum hardness. • Baffle plate creates a barrier between flames and casting, and protects casting from direct heat generated by flames. • A multipurpose angle plate generally has 10 faces. • Working surfaces and end surfaces of plates should be square within the accuracy of 0.002 mm in 25 mm length and 0.005 mm in 25 mm length respectively. • Angle plates have ±0.001 mm in 25 mm length surface straightness. • Casting strains are eliminated by natural ageing. Outer faces of angle plates have recessed grooves.
V - bolck • bearing area of greater than or equal to 20% • V blocks have symmetrization accuracy of 0.002 mm per 20 mm length in Vs and straightness accuracy is ±0.01 mm per 20 mm length. • V-blocks with 120-degree vee angle are available for some special purposes like checking triangle effect or taps. • V-blocks with 90-degree angle are general purpose V-Blocks. • Two grades of vee Blocks, viz. Grade 1 and 2 • V-blocks with internal magnets help in milling , grinding , drilling operation.
Spirit level • Sensitivity of a spirit level is the angle of tilt in seconds to the 1 division of tube i.e. bubble will move by 1 division of the tube. One division = about 2.5 mm. • 3 types of spirit level type-1 : 100~200 mm and type-2 : 200~500 mm. • In an electrical level, a pendulum is present in place of spirit vial. • Electronic precision level is of about 200 mm length with 0.01 mm/m numerical division. Measuring range of electronic precision level is ±1.99 mm/m. It shows the stability of the indication after 3 seconds.
Combination Set • Combination set is a non-precision instrument used to determine flatness, measuring angles, inspection and layout work etc. It is the most adaptable instrument. • A combination set has scale, centre and square head, protractor, spirit level etc. A spirit level is present at the squaring head • The protractor is not permanently fixed but can slide along the scale.
Fillet gauge or radius gauge
• Fillet gauges are used to check the radius of an object. • If the curved surface is external then it is called male radius or simply radius. Term Female radius is used for internal curved surface. • Each radius gauge has a number of blades. These blades are also known as leaves • Measuring range of radius gauge is generally 0.00075 to 0.025 meter.
Filler gauge • The overall length available for the blades is 100 mm. and thickness of blades generally varies from 0.03 to 1 mm. • 7 sets of feeler gauge are recommended by Bureau of Indian Standard.
Angle gauge • Angle gauges are more accurate than sine bar as it involves trigonometric functions. • Angle gauges are made of high carbon high chromium steel. • Master Angle gauges are laboratory standard and most expensive of all. They measure the angle with an accuracy of 0.25 sec. • 1st set consist of 1°, 3°, 9°, 27° and 41° gauges. • Interferometry can be used to calibrate angle gauges. • Direct combination of angle gauges can be made up to angle 81°40.9’. • Two grade : 1. Master grade is laboratory standard and made from steel carbide or tungsten carbide. 2. Tool grade is normal industrial purpose angle gauges made from steel. • Square plates with angle gauge can measure angle greater than 90°.
Vernier Height gauge
• The measuring jaws, scriber and underside of a base are made up of good quality steel and high carbon stainless steel. • Hardness of these parts is about 700 and 650 HV • Temperature of 20℃ should be maintained in the room where the test is conducted.
Micrometer • Least count can be calculated by “Pitch divided by no. of divisions on a circular scale”. 0.01 mm • Ratchet stop is present at the end of thimble cap to maintain a uniform measuring pressure. • Graduation lines should be clearly engraved. 50 divisions are graduated on thimble each representing 0.01mm. • Accuracy of stick micrometers is of the order of ±0.005 mm. • Spindle is not fixed infact for good results spindle should move freely. • Anvil is fixed generally but sometimes anvil is accommodated in reamed hole and a thread extension is provided.
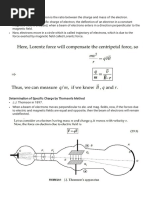
Interferometry • If the viewing angle is 30 degrees then three fringes may be seen as 2.5 that is it will cause error of 15 %. • If the viewing angle is 45 degrees then three fringes may be seen as 1.75 that is it will cause nearly 40% error. • If a path difference of λ/2 is observed in an interference pattern then Dark fringe is formed • Optical flats varies from the size of 25 to 300 mm • If the surface between optical flat and work surface are perfectly wrung together then there will be no air gap between the surfaces and fringe pattern will be not observable. • Quartz flats have more wearing qualities than optical flats. It is 200 to 400 percent more than optical flats. Quartz have minimum expansion due to heat. • If ‘θ’ that is the angle between optical flat and work surface whose flatness to be measured reduces then the fringe space increases and if ‘θ’ increases then fringes brought more closer that is fringe spacing decreases. • Change in separation between surface and optical flat between 2 adjacent and similar fringes is equal to (3λ/4 – λ/4) = λ/2. • Surface contour test is used to study surface contours and an optical flat is kept at some inclination over the surface. Generally, daylight is used for this test. Wavelength of the spectrum of daylight is 0.0005 mm. • Depth of scratch : (d/D)*(λ/2) D= distance between fringes, d =distance due to scratch • Point of contact is usually where a pressure is applied and air film is squeezed at this place. Bands are sharper near the point of contact in monochromatic light. • Optical flats are generally made from fused quartz or borosilicate glass • Optical flats are cylindrical in shape and generally have 2 types i.e Type A and Type B. • The inclination for measuring surfaces of each type of Type-B optical flat is 5 minutes. • Type A optical flats have only one flat surface . Working surface of Type-A is indicated by an arrow. • Type-A optical flats are used to test the flatness of slip gauges, measuring tables, precision measuring surfaces of flats. • Type-B has both surface flat and parallel to each other. • Type-B are used to test flatness and parallelism of measuring surfaces of anvils also thickness Micrometer etc. • Type-B optical flat is tested for parallelism. The difference of the thickness of the flat at 2 points on the adjacent fringe is λ/2*(1/µ) microns. This is obtained by Fizeau interferometer test. • NPL flatness measurement : mercury vapour lamp : flatness • The change in angular relationship is (d2 − d1),~ (d2 −d1) = (n1−n2)× λ/2 • error in parallelism is actually (d2−d1)/2 =(d2 −d1) = (n1−n2)/2 × (λ/2) • Pitter–NPL Gauge Interferometer : cadmium lamp : thickness measure • movement of fringes towards the centre : cancave • movement of fringes away from the centre : canvex •
Name of Schid Mother Level Schname Old Name No./Street Barangay Mun./City School Head Designation Telephone Fax Email Address Sch-Id Number Number Adress Contact Numbers
Name of Schid Mother Level Schname Old Name No./Street Barangay Mun./City School Head Designation Telephone Fax Email Address Sch-Id Number Number Adress Contact Numbers