Visual Weld Inspection Work Instruction
Visual Weld Inspection Work Instruction
Download as pdf or txt
You might also like
- PDI Inspection ReportDocument2 pagesPDI Inspection ReportIsmail BiradarNo ratings yet
- Welding Process: Work InstructionDocument6 pagesWelding Process: Work Instructionmkcsekar100% (2)
- Manhattan Case StudyDocument5 pagesManhattan Case StudyPatricia Ann Tampos100% (1)
- Welders Continuity Log: Name Welder ID ProcessDocument4 pagesWelders Continuity Log: Name Welder ID ProcessMacel100% (1)
- Visual Inspection of WeldsDocument137 pagesVisual Inspection of Weldssjois_hs100% (1)
- Sample of Welding Quality ManualDocument5 pagesSample of Welding Quality Manualwentroprem0% (1)
- 8D Report of Urea Tank For Pump Welding Leakage IssueDocument122 pages8D Report of Urea Tank For Pump Welding Leakage IssueAvinash NikamNo ratings yet
- Weld Repair ProcedureDocument51 pagesWeld Repair Proceduremohd as shahiddin jafri100% (1)
- Inprocess Inspection ReportDocument1 pageInprocess Inspection ReportSanjay KumarNo ratings yet
- Welder Operator TrainingDocument22 pagesWelder Operator TrainingsniperiNo ratings yet
- Fabrication ProcedureDocument3 pagesFabrication ProcedureAndreMarcel100% (1)
- Procedure Qualification Record (PQR) FormDocument1 pageProcedure Qualification Record (PQR) FormEarl HarbertNo ratings yet
- The Welding Inspection Services Are Define in Three Stages As BelowDocument9 pagesThe Welding Inspection Services Are Define in Three Stages As BelowdeliNo ratings yet
- Welding Procedure Specification Register: Company AddressDocument20 pagesWelding Procedure Specification Register: Company Addressmurshid badshahNo ratings yet
- 01fitting in FabricationDocument11 pages01fitting in Fabricationv.bhamidi100% (1)
- Co2 Welding Process Validation ReportDocument1 pageCo2 Welding Process Validation Reportsharif19740% (1)
- Master List of InstrumentsDocument35 pagesMaster List of Instrumentskrichenaraj6931100% (1)
- Dye Penetrant InspectionDocument6 pagesDye Penetrant InspectionHabib ur RehmanNo ratings yet
- 7-Welding Consumable Handling and Storage - WC007Document11 pages7-Welding Consumable Handling and Storage - WC007mohd as shahiddin jafriNo ratings yet
- 12 Storage of Parent MaterialsDocument3 pages12 Storage of Parent MaterialselmiraNo ratings yet
- ESAB Electrodes User ManualDocument44 pagesESAB Electrodes User ManualF. Alijani100% (1)
- Surface Preparation & Painting ProcedureDocument9 pagesSurface Preparation & Painting ProcedureRam ThevarNo ratings yet
- Welding Inspection Report NEWDocument2 pagesWelding Inspection Report NEWtrinhminhkhoa100% (1)
- Welder: Craftsmen Training Scheme (CTS) NSQF Level-4Document44 pagesWelder: Craftsmen Training Scheme (CTS) NSQF Level-4Loganathan KNo ratings yet
- Welding Repair ProcedureDocument2 pagesWelding Repair ProcedureChong Ho Lee100% (2)
- Welding Coordinator WeldMap Weld Data Sheet PDFDocument1 pageWelding Coordinator WeldMap Weld Data Sheet PDFAzhar AhmadNo ratings yet
- 04 - Product Traceability Procedure - Asf-Qc-Ptp-001Document5 pages04 - Product Traceability Procedure - Asf-Qc-Ptp-001Sherif Yehia0% (1)
- QA-R-05 - Weld Traceability RecordDocument1 pageQA-R-05 - Weld Traceability RecordvinothNo ratings yet
- Weld MapDocument1 pageWeld MapvinothNo ratings yet
- Inspection and Test Plan - Foam Injection To Valves FlangesDocument1 pageInspection and Test Plan - Foam Injection To Valves FlangesDineshNo ratings yet
- Duties of The RWCDocument3 pagesDuties of The RWCbluegalago100% (1)
- Setup Part Handling ProcedureDocument1 pageSetup Part Handling ProcedureAjith Kumar R100% (1)
- DPT Report 02Document2 pagesDPT Report 02Amit Hasan100% (1)
- Std-Insp-0001 (Proceudre For Storage, Drying (Baking), Issue and Control of Welding Consumables)Document5 pagesStd-Insp-0001 (Proceudre For Storage, Drying (Baking), Issue and Control of Welding Consumables)airbroomNo ratings yet
- Appendix G - Painting ProcedureDocument4 pagesAppendix G - Painting ProcedureKandula RajuNo ratings yet
- Inspection ProcedureDocument3 pagesInspection Proceduregstketut50% (2)
- IP23 - Procedure For Welder Performance QualificationDocument25 pagesIP23 - Procedure For Welder Performance QualificationsajiNo ratings yet
- Welding Machine Pre-Start ChecklistDocument2 pagesWelding Machine Pre-Start ChecklistAnonymous tgbmyb1GTcNo ratings yet
- ISO 3834-2 Welding Process Check SheetDocument3 pagesISO 3834-2 Welding Process Check SheetPradip SalunkheNo ratings yet
- Welding Store Audit Check ListDocument4 pagesWelding Store Audit Check ListShaun HolderNo ratings yet
- WELDING SPECIFICATION Rev BDocument45 pagesWELDING SPECIFICATION Rev Bmurugesan0% (1)
- Quality Specifications For Purchased PartsDocument29 pagesQuality Specifications For Purchased PartsDheeraj Kumar100% (1)
- Nspection Eport: EneralDocument3 pagesNspection Eport: Eneralberbin josNo ratings yet
- Manufacturing Process AuditDocument1 pageManufacturing Process AuditEdNo ratings yet
- Welder TrainingDocument13 pagesWelder Trainingויליאם סן מרמיגיוסNo ratings yet
- Resistance Welding WpsDocument1 pageResistance Welding WpsQwertyNo ratings yet
- Welding Repair Procedure: PCH Steel Engineering & Construction Sdn. BHDDocument8 pagesWelding Repair Procedure: PCH Steel Engineering & Construction Sdn. BHDmohd as shahiddin jafriNo ratings yet
- Welding Quality Control Plan (WQCP) Requirements: OrganizationDocument2 pagesWelding Quality Control Plan (WQCP) Requirements: Organizationmangalraj900No ratings yet
- WPS-PQR ListDocument1 pageWPS-PQR ListSandra SandersNo ratings yet
- Weld Matrix Format 1Document7 pagesWeld Matrix Format 1Arslan WaheedNo ratings yet
- NIP - Weld Check SheetDocument1 pageNIP - Weld Check SheetAlanka Prasad100% (2)
- Welding InspectionDocument7 pagesWelding Inspectionhavona100% (1)
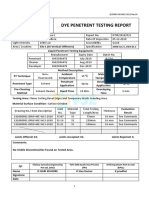
- Dye Penetrent Testing Report: Silo-1 (SS-Vertical Stiffeners)Document1 pageDye Penetrent Testing Report: Silo-1 (SS-Vertical Stiffeners)DIVEETH MPNo ratings yet
- p999999 100zd11 000 zd0001 - 0 Welding StandardDocument25 pagesp999999 100zd11 000 zd0001 - 0 Welding StandardJennyNo ratings yet
- MRB Punch ListDocument2 pagesMRB Punch ListChitti Raju DendukuriNo ratings yet
- 983 - Welding Comprehensive ASME - Quality Plan SampleDocument19 pages983 - Welding Comprehensive ASME - Quality Plan Sampleflemin eldhoNo ratings yet
- 01.hse Instruction - Shop FloorDocument3 pages01.hse Instruction - Shop Floormuthuswamy77No ratings yet
- HSFG Bolts RNGDocument34 pagesHSFG Bolts RNGSANDEEP DANGDANo ratings yet
- RNG- HSFG BoltsDocument44 pagesRNG- HSFG Boltslkmeena773No ratings yet
- HSFG Bolts-RNGDocument39 pagesHSFG Bolts-RNGnitin vermaNo ratings yet
- Question 1Document135 pagesQuestion 1Shawn MohamedNo ratings yet
- Forecasting: Time Series MethodDocument19 pagesForecasting: Time Series Methodvikings roloNo ratings yet
- UCU-HBO MOdule 1Document7 pagesUCU-HBO MOdule 1Jerlmilline Serrano Jose100% (1)
- Problem Set 12: Massachusetts Institute of Technology Prof. Albert R Meyer Prof. Adam ChlipalaDocument4 pagesProblem Set 12: Massachusetts Institute of Technology Prof. Albert R Meyer Prof. Adam ChlipalaJosmar AlejandroNo ratings yet
- Subject Verb Ag WPS OfficeDocument4 pagesSubject Verb Ag WPS OfficeRyan NegadNo ratings yet
- Descriptive TextDocument8 pagesDescriptive Textriri metrianiNo ratings yet
- Modular Approach Month of February Module 1 Week 1 & 4 Work Immersion Grade 12 Second Semester S.Y. 2021-2022Document26 pagesModular Approach Month of February Module 1 Week 1 & 4 Work Immersion Grade 12 Second Semester S.Y. 2021-2022lheajane cardonesNo ratings yet
- Hallmark FindingsDocument3 pagesHallmark Findingsphantomspb100% (3)
- q2 Grade 9 Arts DLL Week 2Document8 pagesq2 Grade 9 Arts DLL Week 2ivy macalaladNo ratings yet
- My WorkingDocument15 pagesMy Workingkellyk2333245100% (2)
- 2023 SKKB 116 (CanLII) - South West Terminal Ltd. V Achter Land - CanLIIDocument20 pages2023 SKKB 116 (CanLII) - South West Terminal Ltd. V Achter Land - CanLIIAkinloluwa TokedeNo ratings yet
- Study Guide 11Document9 pagesStudy Guide 11Fiona LozanoNo ratings yet
- Ethical Subjectivism: Richard BookerDocument3 pagesEthical Subjectivism: Richard BookerKokomo's Haven0% (1)
- Bad LeadershipDocument13 pagesBad LeadershipKirimi Barine0% (1)
- Rahul Jain - ResumeDocument3 pagesRahul Jain - ResumeManpreet SinghNo ratings yet
- Anatomy-Master-Class AboutDocument10 pagesAnatomy-Master-Class AboutNóra Pintér100% (1)
- Oral / Verbal CommunicationDocument20 pagesOral / Verbal CommunicationAkashNo ratings yet
- DC - Arrowverse JumpChainDocument24 pagesDC - Arrowverse JumpChainAtinder SinghNo ratings yet
- Vocabulary and Grammar Test Unit 10 Test BDocument4 pagesVocabulary and Grammar Test Unit 10 Test BTeodorNo ratings yet
- Production of AntibioticsDocument2 pagesProduction of AntibioticsdushyantrockyNo ratings yet
- Daily Life of The Ancient Romans (David Matz) (Z-Library)Document264 pagesDaily Life of The Ancient Romans (David Matz) (Z-Library)introvertscholar24No ratings yet
- Annrheumdis 2017 211574.fullDocument8 pagesAnnrheumdis 2017 211574.fullamereNo ratings yet
- City TourDocument2 pagesCity Tourawc engwingNo ratings yet
- Derivation of A Basic Efficiency Formula For Concentrating OperationsDocument17 pagesDerivation of A Basic Efficiency Formula For Concentrating OperationsTsakalakis G. KonstantinosNo ratings yet
- Amara EN AX CAPITALDocument7 pagesAmara EN AX CAPITALpragungarg1No ratings yet
- Makalah Homo Educandum at Homo Educandus and Caounseling GuidanceDocument16 pagesMakalah Homo Educandum at Homo Educandus and Caounseling GuidanceHas'ad Rahman Attamimi100% (2)
- New Foraminifera From The Cenomanian of Sinai, Egypt Author(s) : S. Omara Source: Journal of Paleontology, Vol. 30, No. 4 (Jul., 1956), Pp. 883-890 Published By: Stable URL: Accessed: 23/08/2013 16:24Document11 pagesNew Foraminifera From The Cenomanian of Sinai, Egypt Author(s) : S. Omara Source: Journal of Paleontology, Vol. 30, No. 4 (Jul., 1956), Pp. 883-890 Published By: Stable URL: Accessed: 23/08/2013 16:24Soltani AkRêmNo ratings yet
- VocabDocument7 pagesVocabQuyên VõNo ratings yet
- Bioautography and Its Scope in The Field of Natural Product ChemestryDocument10 pagesBioautography and Its Scope in The Field of Natural Product Chemestrykatty GuzmánNo ratings yet