Welding Process: Work Instruction
Welding Process: Work Instruction
Download as doc, pdf, or txt
At a glance
Powered by AI
The key takeaways from the document are that it describes the welding process control and inspection procedures to ensure welding is carried out according to relevant codes, standards and client requirements.
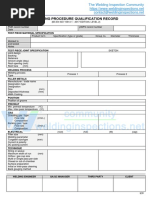
The QC Manager and QC Engineer are responsible for preparation of WPS, procedure qualification, welder performance qualification, welder identity cards, overall quality control and inspection of welding as per contract requirements and specifications, outsourcing of PWHT and NDT testing.
All welding works must be carried out strictly according to the approved WPS and by qualified welders only. Welding can only be done after fit-ups have been cleared and the job is adequately arrested to prevent distortions. Welding techniques like step back and zigzag methods must be used. All welding consumables must be handled according to the consumables control procedure.
You might also like
- Welding Inspection Checklist..Document2 pagesWelding Inspection Checklist..Raza Muhammad Soomro93% (14)
- WPS Format For ISO 15614-1 PQRDocument3 pagesWPS Format For ISO 15614-1 PQRThe Welding Inspections Community100% (2)
- Updated Layered Welding Audit ChecklistDocument1 pageUpdated Layered Welding Audit Checklistcarey stewart100% (1)
- Sample - Welding ManualDocument42 pagesSample - Welding ManualAmit shah100% (4)
- Valid SOP: Standard Operating ProceduresDocument10 pagesValid SOP: Standard Operating ProceduresShahid Raza100% (2)
- Welder Continuity LogDocument3 pagesWelder Continuity Log942519100% (1)
- Gouging Procedure PDFDocument11 pagesGouging Procedure PDFck19654840100% (1)
- Achievers A2 Teacher S BookDocument397 pagesAchievers A2 Teacher S BookLlisa Antoño100% (3)
- WPS 136 FWDocument1 pageWPS 136 FWsocaugusto100% (1)
- Work Instructions For Rolling of PlatesDocument3 pagesWork Instructions For Rolling of PlatesPravin Patil100% (1)
- TIG Welding SOPDocument2 pagesTIG Welding SOPGnanasekaran M (TECHNICAL TRAINING/TVSTS)100% (3)
- SOP (Standard Operating Procedure) "WELDING PROCESS": Shoes Hand Glows GogglesDocument3 pagesSOP (Standard Operating Procedure) "WELDING PROCESS": Shoes Hand Glows GogglesMagesh Waran100% (2)
- Exhibit No.34 - Welding Consumables Receiving Inspection RecordDocument1 pageExhibit No.34 - Welding Consumables Receiving Inspection RecordMohammed KamalNo ratings yet
- Sample of Welding Quality ManualDocument5 pagesSample of Welding Quality Manualwentroprem0% (1)
- Inspection Check List PWHT-Post Weld Heat-Treatment: Inspection Process Yes No N/A CommentsDocument1 pageInspection Check List PWHT-Post Weld Heat-Treatment: Inspection Process Yes No N/A Commentsmukeshayoor100% (2)
- MPT Report FormatDocument1 pageMPT Report FormatRoshan Thomas100% (1)
- Sop CNC LatheDocument1 pageSop CNC LathezeliaornelasNo ratings yet
- Task Risk Assessment For QA QC and InspectionDocument1 pageTask Risk Assessment For QA QC and InspectionDhanasekar BalaNo ratings yet
- Weld Repair ReportDocument1 pageWeld Repair Reportkerons100% (1)
- Fit-Up Inspection Report PDFDocument1 pageFit-Up Inspection Report PDFAlfian Imaduddin100% (1)
- Daily Welding Machine Inspection ChecklistDocument1 pageDaily Welding Machine Inspection ChecklistPavan'Jay Raj100% (1)
- Fabrication ProcedureDocument3 pagesFabrication ProcedureAndreMarcel100% (1)
- W10 Work Instructions For WeldingDocument1 pageW10 Work Instructions For WeldingMunazar Hussain100% (3)
- Procedure Qualification Record (PQR) FormDocument1 pageProcedure Qualification Record (PQR) FormEarl HarbertNo ratings yet
- 01fitting in FabricationDocument11 pages01fitting in Fabricationv.bhamidi100% (1)
- Process Validation 1Document1 pageProcess Validation 1tayyab100% (1)
- Magnetic Particle Inspection Report: TEM INSPECTED: Assembly (X Over 2",pipes 2",elbows)Document2 pagesMagnetic Particle Inspection Report: TEM INSPECTED: Assembly (X Over 2",pipes 2",elbows)Khalil ChabbouhNo ratings yet
- Welder Continuation Log: Welder Name: Welder ID: Date of Initial QualificationDocument1 pageWelder Continuation Log: Welder Name: Welder ID: Date of Initial QualificationPerminder Singh100% (1)
- EN 15085 Part 5 - GaneshDocument36 pagesEN 15085 Part 5 - GaneshNiranjan Rajavel Tiger100% (1)
- Welding Procedure Specification Register: Company AddressDocument20 pagesWelding Procedure Specification Register: Company Addressmurshid badshahNo ratings yet
- Visual Weld Inspection Work InstructionDocument8 pagesVisual Weld Inspection Work InstructionAgustín Antonio Flores RomeroNo ratings yet
- Work Instruction For Bending Rev. 01.01.2013Document3 pagesWork Instruction For Bending Rev. 01.01.2013aymanmalah100% (1)
- Resistance Welding WpsDocument1 pageResistance Welding WpsQwertyNo ratings yet
- Magnetic Particle Inspection Report: Test Performed by Witnessed/ Reviewed by Aries Client Class/TpiDocument1 pageMagnetic Particle Inspection Report: Test Performed by Witnessed/ Reviewed by Aries Client Class/TpiMurugan Raja100% (1)
- Weld MapDocument1 pageWeld MapvinothNo ratings yet
- Flame Straightening S355Document9 pagesFlame Straightening S355Anonymous oI04sS100% (1)
- Welding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Document2 pagesWelding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Karam Fta Al-andalusNo ratings yet
- Co2 Welding Process Validation ReportDocument1 pageCo2 Welding Process Validation Reportsharif19740% (1)
- Electrode Brad Qualification Procedure As Per ASME Section II Part C Along With NPCIL ProcedureDocument2 pagesElectrode Brad Qualification Procedure As Per ASME Section II Part C Along With NPCIL ProcedurePrashant Puri100% (2)
- Fcaw 16 THKDocument5 pagesFcaw 16 THKparesh2387No ratings yet
- Welding Insection ReportDocument4 pagesWelding Insection ReportRanjeet MouryaNo ratings yet
- Weld Penetration Procedure NewDocument4 pagesWeld Penetration Procedure NewJm VenkiNo ratings yet
- 80 Welding Safety ChecklistDocument2 pages80 Welding Safety ChecklistSaid Elsamna100% (2)
- Welding Machine ChecklistDocument34 pagesWelding Machine ChecklistShahid BhattiNo ratings yet
- Scope: Painting ProcedureDocument2 pagesScope: Painting Procedureคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Welding Machine Calibration ProcedureDocument3 pagesWelding Machine Calibration ProcedureBoby Thomas100% (1)
- Welder Qualification Test Certificate BS EN ISO 9606-1: 2017Document2 pagesWelder Qualification Test Certificate BS EN ISO 9606-1: 2017idthdrayahbdnhauni100% (1)
- Visual Inspection Report-BaiturDocument5 pagesVisual Inspection Report-BaiturBlusukan negeri100% (1)
- Work Instruction. - Tensile Testing NEWDocument5 pagesWork Instruction. - Tensile Testing NEWEr Raghvendra Singh100% (1)
- Duties of The RWCDocument3 pagesDuties of The RWCbluegalago100% (1)
- NIP - Weld Check SheetDocument1 pageNIP - Weld Check SheetAlanka Prasad100% (2)
- Wps Format Asme Sec - IxDocument2 pagesWps Format Asme Sec - IxDeepu ChandranNo ratings yet
- Bs Tech: Electrodes Issue and Return RegisterDocument1 pageBs Tech: Electrodes Issue and Return RegisterRhannie GarciaNo ratings yet
- Calibration Certificate - Welding GaugeDocument3 pagesCalibration Certificate - Welding Gaugegrdrkr.ndri0% (1)
- Works Instruction For Piping Welding InspectionDocument5 pagesWorks Instruction For Piping Welding InspectionAbg SepulNo ratings yet
- Shortcut To A WPSDocument18 pagesShortcut To A WPSCepi Sindang Kamulan100% (1)
- Welding Inspection ProcedureDocument5 pagesWelding Inspection ProcedurePugalNo ratings yet
- Welding InspectionDocument7 pagesWelding Inspectionzahid_497100% (1)
- STS QAC SOP 008 Tube Plugging ProcedureDocument7 pagesSTS QAC SOP 008 Tube Plugging Proceduremohd as shahiddin jafriNo ratings yet
- General Procedure of Manufacturing The Custom Built Sound Proof Enclosures With PanelsDocument14 pagesGeneral Procedure of Manufacturing The Custom Built Sound Proof Enclosures With PanelspawanNo ratings yet
- Inspection and Test ProcedureDocument8 pagesInspection and Test Proceduregaehdd1100% (1)
- CBSE Class 10 Foundation of Information Technology SET 4 Annual Question Paper 2017 (Delhi Scheme) PDFDocument12 pagesCBSE Class 10 Foundation of Information Technology SET 4 Annual Question Paper 2017 (Delhi Scheme) PDFashishietNo ratings yet
- 6c. Lowe (2006) - Non-Cartesian Substance DualismDocument20 pages6c. Lowe (2006) - Non-Cartesian Substance DualismVíctor Eduardo Hernández BenavidesNo ratings yet
- Me2303 - Design of Machine ElementsDocument14 pagesMe2303 - Design of Machine ElementsThulasi RamNo ratings yet
- 1.the Role of Foreign Direct Investment in Economic Development A Study of NigeriaDocument15 pages1.the Role of Foreign Direct Investment in Economic Development A Study of NigeriaAzan RasheedNo ratings yet
- Classic Experiments: Origin of Life Forms: Spontaneous GenerationDocument21 pagesClassic Experiments: Origin of Life Forms: Spontaneous GenerationMay Ann Dimaano-HulgadoNo ratings yet
- On The Other Hand, Fallacies of Ambiguity: I. Illogical Fallacies in Legal ArgumentationDocument9 pagesOn The Other Hand, Fallacies of Ambiguity: I. Illogical Fallacies in Legal ArgumentationJean Monique Oabel-TolentinoNo ratings yet
- On Liberty and Other Essays by John StuDocument4 pagesOn Liberty and Other Essays by John StuJob SanjalNo ratings yet
- Candidates Are Required To Give Their Answer According To The Given InstructionsDocument6 pagesCandidates Are Required To Give Their Answer According To The Given Instructionssury xetriNo ratings yet
- GENREDocument18 pagesGENREReynante Sanguyo BunuanNo ratings yet
- NI-Tutorial-6163, Build A Hybrid Control System With NI LabVIEWDocument4 pagesNI-Tutorial-6163, Build A Hybrid Control System With NI LabVIEWgmagi169337No ratings yet
- Galvanostatic Anodization of Titanium-Ii - Reactions Efficiencies and Electrochemical Behaviour ModelDocument9 pagesGalvanostatic Anodization of Titanium-Ii - Reactions Efficiencies and Electrochemical Behaviour Modelgundul123No ratings yet
- BD筆試卷Document5 pagesBD筆試卷Tittaya ChedsadawarangkulNo ratings yet
- Book List of CMISDocument5 pagesBook List of CMISGargee SenNo ratings yet
- Best Practices For Lubrication ManagementDocument2 pagesBest Practices For Lubrication ManagementPedro ViegasNo ratings yet
- BIO 3200 - Human Physiology LCT 1 - Ch1-5Document9 pagesBIO 3200 - Human Physiology LCT 1 - Ch1-5HoreaNo ratings yet
- Professional ResumeDocument1 pageProfessional Resumeapi-233806972No ratings yet
- Chapter 8 - Kinetics of Particles - Newton's 2nd Law of MotionDocument14 pagesChapter 8 - Kinetics of Particles - Newton's 2nd Law of MotionrushdiNo ratings yet
- Upsc Ese Final ResultDocument11 pagesUpsc Ese Final ResultMeera DeviNo ratings yet
- Final Report From The Audit of The La Paloma Power PlantDocument43 pagesFinal Report From The Audit of The La Paloma Power PlantmasgrahaNo ratings yet
- Transport PlanningDocument70 pagesTransport Planninghagos dargo100% (1)
- Ninyo & Moore Geotechnical and Environmental Sciences Consultants-Haz Mat Testing & Monitoring Svcs - RedactedDocument17 pagesNinyo & Moore Geotechnical and Environmental Sciences Consultants-Haz Mat Testing & Monitoring Svcs - RedactedL. A. PatersonNo ratings yet
- 07-Oral Communication As v1.0Document17 pages07-Oral Communication As v1.0Jovit Rejas Aleria67% (3)
- Johnny Long, Bill Gardner, Justin Brown-Google Hacking For Penetration Testers-Syngress (2015)Document15 pagesJohnny Long, Bill Gardner, Justin Brown-Google Hacking For Penetration Testers-Syngress (2015)Daniel HenriquesNo ratings yet
- Palmer ContextualizationDocument4 pagesPalmer ContextualizationВалентин БерегатновNo ratings yet
- Social Aspects of InterlanguageDocument4 pagesSocial Aspects of InterlanguageVoni ANo ratings yet
- The Anti-Modern World (John Zerzan)Document6 pagesThe Anti-Modern World (John Zerzan)freebooksNo ratings yet
- DE200012 - NS - 25 15 AM Atex - 25 25 AM AtexDocument3 pagesDE200012 - NS - 25 15 AM Atex - 25 25 AM AtexVincenzo CrippaNo ratings yet
- Colors in An IF Function: Allen WyattDocument3 pagesColors in An IF Function: Allen WyattPaolo FlorentinNo ratings yet
- Joseph Dietzgen Excursions On EpitstemologyDocument44 pagesJoseph Dietzgen Excursions On EpitstemologyJacques RieNo ratings yet