S.no. Name of The Experiment Date of Conduction Date of Submission P1 Coil Type Plug Flow Reactor February 2, 2021 February 4, 2021
S.no. Name of The Experiment Date of Conduction Date of Submission P1 Coil Type Plug Flow Reactor February 2, 2021 February 4, 2021
Download as pdf or txt
You might also like
- Edrolo VCE Biology Units 34 - Textbook PDFDocument828 pagesEdrolo VCE Biology Units 34 - Textbook PDFRez RamsayNo ratings yet
- Saponification Reaction of Sodium Hydroxide An Ethyl Acetate in A Continuous-Stirred Tank Reactor (CSTR)Document21 pagesSaponification Reaction of Sodium Hydroxide An Ethyl Acetate in A Continuous-Stirred Tank Reactor (CSTR)drami94100% (13)
- CRE Chap 6Document16 pagesCRE Chap 6Chrysler Kane Depnag83% (6)
- Experiment 1B - Tubular ReactorDocument14 pagesExperiment 1B - Tubular ReactorNajmul Puda Pappadam100% (1)
- CRE Lab ManualDocument32 pagesCRE Lab ManualAABID SHAIK100% (1)
- Exp 2 CSTRDocument14 pagesExp 2 CSTRPiyush AgarwalNo ratings yet
- CSTRDocument19 pagesCSTRAmir Al-AimanNo ratings yet
- Plug Flow ReactorDocument7 pagesPlug Flow Reactorsri pragnaNo ratings yet
- Combined Flow ReactorDocument5 pagesCombined Flow Reactor0856No ratings yet
- EXP 5-1 SaponificationDocument9 pagesEXP 5-1 SaponificationAbhay RajputNo ratings yet
- ReportDocument7 pagesReportRajdeep GhoshNo ratings yet
- Chemical Reaction Engineering Lab: Experiment No. 02Document4 pagesChemical Reaction Engineering Lab: Experiment No. 02Varun Sharma100% (1)
- Plug Flow Reactor ExperimentDocument6 pagesPlug Flow Reactor ExperimentPriyanshiVadaliaNo ratings yet
- 0. Packed Bed Reactor WriteupDocument6 pages0. Packed Bed Reactor Writeuphhimanshi1803No ratings yet
- CSTRDocument6 pagesCSTRvardaan152004No ratings yet
- Ex 7-Isothermal cstr-MIR AHMEDDocument10 pagesEx 7-Isothermal cstr-MIR AHMEDatiq ahmedNo ratings yet
- S.no. Name of The Experiment Date of Conduction Date of Submission P2 Cascade CSTR 4 February, 2021 9 February, 2021Document14 pagesS.no. Name of The Experiment Date of Conduction Date of Submission P2 Cascade CSTR 4 February, 2021 9 February, 2021DEEPSHIKA DUTTANo ratings yet
- CRE First Cycle Lab ManualDocument21 pagesCRE First Cycle Lab ManualBHOWMICK PATIDAR 15BCH00850% (1)
- Isothermal CSTR PDFDocument9 pagesIsothermal CSTR PDFprashant_cool_4_uNo ratings yet
- Exp - P2 - CSTRDocument6 pagesExp - P2 - CSTRSiddesh PatilNo ratings yet
- TRK1 2013 Chapt 2Document14 pagesTRK1 2013 Chapt 2Putri JulietaNo ratings yet
- CSTR 40LDocument12 pagesCSTR 40LMohamad SyamilNo ratings yet
- RXN in PFR TubeDocument10 pagesRXN in PFR Tubekartikchongad20No ratings yet
- Reactor Overview PDFDocument37 pagesReactor Overview PDFMatthiaNo ratings yet
- Week 2Document37 pagesWeek 2HAJEYYNo ratings yet
- Reaction Engineering Lectures - Part1Document33 pagesReaction Engineering Lectures - Part1Gelina Anne Asuncion NonguiNo ratings yet
- Cre 1 IntroductionDocument4 pagesCre 1 IntroductionEvangeline LauNo ratings yet
- Experiment 5 Plug Flow Reactor (PFR) Objective:: ProductDocument8 pagesExperiment 5 Plug Flow Reactor (PFR) Objective:: ProductAathira SNo ratings yet
- cstr40l 150620121333 Lva1 App6891Document37 pagescstr40l 150620121333 Lva1 App6891Dyako D TaherNo ratings yet
- CH6711 CRE Lab Manual 3.3.2020 1 To 8 Experiments - Extract - 1-8,12-19Document16 pagesCH6711 CRE Lab Manual 3.3.2020 1 To 8 Experiments - Extract - 1-8,12-19Vignesh Raja.PNo ratings yet
- Chemical Reactors: DC DT RDocument8 pagesChemical Reactors: DC DT ROsas Jessica UwoghirenNo ratings yet
- CHE 516 PROF Lecture NoteDocument76 pagesCHE 516 PROF Lecture NoteChukwudi Victor TagboNo ratings yet
- Batch Semibatch 2017-1Document9 pagesBatch Semibatch 2017-1Olimpio Moya EstelaNo ratings yet
- Stoichiometric TableDocument22 pagesStoichiometric TableMark Antony LevineNo ratings yet
- CSTRDocument8 pagesCSTRAathira SNo ratings yet
- Tarea 2 de Reacciones 2Document14 pagesTarea 2 de Reacciones 2Sait Marcos Orihuela OrihuelaNo ratings yet
- Ex-1 - Isothermal Batch Reactor-Mir AhmedDocument11 pagesEx-1 - Isothermal Batch Reactor-Mir Ahmedatiq ahmedNo ratings yet
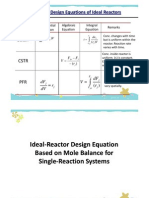
- Summary - Design Equations of Ideal Reactors Design Equations of Ideal ReactorsDocument43 pagesSummary - Design Equations of Ideal Reactors Design Equations of Ideal Reactorsไตเติ้ล สบม.No ratings yet
- Exp 3 Group 10Document9 pagesExp 3 Group 10A SAIPUVIIYARASUNo ratings yet
- Lecture 6 - Isothermal Reactor DesignDocument16 pagesLecture 6 - Isothermal Reactor DesignNizam JumadiNo ratings yet
- RE 302-Manual - For - PFRDocument2 pagesRE 302-Manual - For - PFRArpit GuptaNo ratings yet
- Isothermal Reactor DesignDocument31 pagesIsothermal Reactor Designdeepshikhasingh100% (4)
- Lecture 3 - Conversion and Reactor SizingDocument15 pagesLecture 3 - Conversion and Reactor Sizing88l8No ratings yet
- Batch ReactorDocument5 pagesBatch ReactorSayyeda Neha FatimaNo ratings yet
- CSTR Lab ReportDocument14 pagesCSTR Lab ReportAmy Farhana33% (3)
- Isothermal Reactor Design Part 1: Mole Balances in Terms of ConversionDocument10 pagesIsothermal Reactor Design Part 1: Mole Balances in Terms of ConversionIqbal Al FuadyNo ratings yet
- Reaction Engineering Chapter 6 Class NotesDocument31 pagesReaction Engineering Chapter 6 Class Notesyonathanash44No ratings yet
- Indian Institute of Technology Kanpur: R DX F VDocument7 pagesIndian Institute of Technology Kanpur: R DX F Vvardaan152004No ratings yet
- PFR (1) MergedDocument22 pagesPFR (1) Mergedvardaan152004No ratings yet
- DF DW R: Methanol MethanolDocument9 pagesDF DW R: Methanol MethanolAnonymous PsGwqEwNo ratings yet
- Auto Catalytic Reactions PresentationDocument15 pagesAuto Catalytic Reactions PresentationAmad AmadNo ratings yet
- Lab Report TemplateDocument6 pagesLab Report Templatecgjp120391No ratings yet
- Batch Reactor Manual PDFDocument4 pagesBatch Reactor Manual PDFPradeep DiwakarNo ratings yet
- Chapter 2 - 3Document33 pagesChapter 2 - 3Shalini KrishnanNo ratings yet
- Conversion and Reactor SizingDocument40 pagesConversion and Reactor SizingsiskieoNo ratings yet
- Semibatch UniDocument22 pagesSemibatch UniMelgi159100% (1)
- CRE4 Fogler 4 - Stoichiometry Liquid (Batch) SystemDocument38 pagesCRE4 Fogler 4 - Stoichiometry Liquid (Batch) SystemDeneshVijayNo ratings yet
- CSTR FinalDocument36 pagesCSTR FinalMuhammad Yar Khan100% (1)
- Introductory Laplace Transform with ApplicationsFrom EverandIntroductory Laplace Transform with ApplicationsRating: 5 out of 5 stars5/5 (1)
- Chemsheets A2 1055 AcylationDocument18 pagesChemsheets A2 1055 AcylationSumaira AliNo ratings yet
- Reactions of The Calvin CycleDocument1 pageReactions of The Calvin CycleFred CanamaNo ratings yet
- LAB MANUAL Final - B.tech Updated 19.04.2023 - 082217Document94 pagesLAB MANUAL Final - B.tech Updated 19.04.2023 - 082217YOUTUBE YouTubeNo ratings yet
- Stevens 1980Document3 pagesStevens 1980anibal.jmpNo ratings yet
- Alpah Term ss2 Biology e - NoteDocument39 pagesAlpah Term ss2 Biology e - NoteSamuel BiyamaNo ratings yet
- Abhay Katare NCSCDocument30 pagesAbhay Katare NCSCSantosh KatareNo ratings yet
- Chem PP1 MSDocument10 pagesChem PP1 MSwinrosenyaboke56No ratings yet
- WPS 11-23-1Document3 pagesWPS 11-23-1Anoop Raj RaoNo ratings yet
- Conduct o Me TryDocument111 pagesConduct o Me Tryimdevil1206No ratings yet
- Baldwin Girls' High School, Bengaluru-25 STD: 7, Subject: Chemistry Atomic StructureDocument6 pagesBaldwin Girls' High School, Bengaluru-25 STD: 7, Subject: Chemistry Atomic StructureSanhitha RameshNo ratings yet
- A2 Level Chemistry Assessed HomeworkDocument6 pagesA2 Level Chemistry Assessed Homeworkafmsuaddt100% (1)
- Preparation of Dichlorobis - (Ethylenediamine) Cobalt (Iii) Chloride and Characterization With Single Crystal X-Ray DiffractionDocument7 pagesPreparation of Dichlorobis - (Ethylenediamine) Cobalt (Iii) Chloride and Characterization With Single Crystal X-Ray DiffractionJ Mora GañanNo ratings yet
- TRANSES - BIOCHEM - Cellular Metabolism - Krebs Cycle, Electron Transport ChainDocument4 pagesTRANSES - BIOCHEM - Cellular Metabolism - Krebs Cycle, Electron Transport ChainPia LouiseNo ratings yet
- ch-4 D and F Block ElementsDocument6 pagesch-4 D and F Block ElementswadwdaNo ratings yet
- Air Pollution Control DevicesDocument53 pagesAir Pollution Control DevicesVinay Dogra50% (2)
- CH 1 - Introduction To ChemistryDocument30 pagesCH 1 - Introduction To ChemistryvncntmarlesNo ratings yet
- Osha-Id174sg Acido Clorhidrico CaptadoresDocument7 pagesOsha-Id174sg Acido Clorhidrico CaptadoresEli Peña PontónNo ratings yet
- Lab Manual BSC III Sem 2024Document15 pagesLab Manual BSC III Sem 2024d6262479No ratings yet
- Determination of Loratadine by UV Molecular Absorption SpectrometryDocument4 pagesDetermination of Loratadine by UV Molecular Absorption SpectrometrytechwithbiswasNo ratings yet
- Journal of Environmental Management: Research ArticleDocument10 pagesJournal of Environmental Management: Research ArticleSeptian Perwira YudhaNo ratings yet
- Layered Double Hydroxides - A ReviewDocument7 pagesLayered Double Hydroxides - A ReviewHuỳnh JKesorNo ratings yet
- Fabrication and Characterization of Graphene ISFETDocument94 pagesFabrication and Characterization of Graphene ISFETMERUGA UDAYANo ratings yet
- 0620 Chemistry: MARK SCHEME For The May/June 2010 Question Paper For The Guidance of TeachersDocument4 pages0620 Chemistry: MARK SCHEME For The May/June 2010 Question Paper For The Guidance of TeachersVarun Panicker100% (1)
- Activity 8 1Document2 pagesActivity 8 1cframosNo ratings yet
- Astm d412 Testing FixtureDocument6 pagesAstm d412 Testing FixturePallab Jyoti DasNo ratings yet
- Silica - Heteropoly Blue Method: Applications and Industries Interference InformationDocument1 pageSilica - Heteropoly Blue Method: Applications and Industries Interference InformationCarlos berrios CanalNo ratings yet
- Activity No 3 Chemical NomenclatureDocument9 pagesActivity No 3 Chemical NomenclatureVaron Soriano SulitNo ratings yet
- Epithelial Tissues REVIEWERDocument16 pagesEpithelial Tissues REVIEWERClyde BaltazarNo ratings yet
- LECTURE 6b Hydrolysis of Salts 2023Document19 pagesLECTURE 6b Hydrolysis of Salts 2023petramwanza15No ratings yet