Chapter 3. Corrosion of Metals
Chapter 3. Corrosion of Metals
Download as pps, pdf, or txt
You might also like
- Assessing The Co-Benefits of Green-Blue-Grey Infrastructure For Sustainable Urban Flood Risk ManagementDocument11 pagesAssessing The Co-Benefits of Green-Blue-Grey Infrastructure For Sustainable Urban Flood Risk ManagementGiulia FigueiredoNo ratings yet
- 01.introduction To CorrosionDocument18 pages01.introduction To CorrosionIndah ArdiantiNo ratings yet
- Alif Mudh - Say Practice PDFDocument7 pagesAlif Mudh - Say Practice PDFarham200864% (11)
- About Impedance RelayDocument8 pagesAbout Impedance RelayVikas GuptaNo ratings yet
- Fire TechnologyDocument66 pagesFire TechnologyClarito LopezNo ratings yet
- Corrosion: IntroducingDocument29 pagesCorrosion: Introducingkeval patelNo ratings yet
- CORROSIONDocument19 pagesCORROSIONTH Rongon100% (1)
- Galvanic, Concentration and Pitting CorrosionDocument42 pagesGalvanic, Concentration and Pitting CorrosionLeeMayYanNo ratings yet
- Corrosion - Erossion: Ulhas ThakurDocument14 pagesCorrosion - Erossion: Ulhas ThakurmkkamarajNo ratings yet
- CorrosionDocument16 pagesCorrosionالGINIRAL FREE FIRENo ratings yet
- ROSEN Group Inspection of Corrosion Under Pipe SupportsDocument8 pagesROSEN Group Inspection of Corrosion Under Pipe SupportsNurul Amirah Princesza100% (1)
- How Corrosion Happens in Oil and Gas IndustryDocument6 pagesHow Corrosion Happens in Oil and Gas Industrysurekha surekha100% (1)
- Api RP 571 (B) 51-100Document5 pagesApi RP 571 (B) 51-100alvaedison00100% (1)
- 2 Corrosion Its ControlDocument71 pages2 Corrosion Its ControlOjas BendaleNo ratings yet
- CuiDocument6 pagesCuiأحمد صبحىNo ratings yet
- Design For Corrosion Resistance: Uniform AttackDocument11 pagesDesign For Corrosion Resistance: Uniform AttackIndra PradanaNo ratings yet
- Corrosion PresentationDocument22 pagesCorrosion PresentationIshu Attri100% (1)
- Stainless Steel CorrosionDocument11 pagesStainless Steel CorrosionLALIT GoutamNo ratings yet
- EN380 Naval Materials Science and Engineering Course Notes, U.S. Naval AcademyDocument13 pagesEN380 Naval Materials Science and Engineering Course Notes, U.S. Naval AcademyMad Max100% (1)
- Corrosion Control - Lec2Document27 pagesCorrosion Control - Lec2yamen sayedNo ratings yet
- Corrosion and Environmental Degradation of MaterialDocument9 pagesCorrosion and Environmental Degradation of MaterialAbie RexoMenNo ratings yet
- CorrosionDocument51 pagesCorrosionshartendu100% (2)
- Index General Damage Mechanisms - All Industries 3: Mechanical & Metallurgical DamagesDocument39 pagesIndex General Damage Mechanisms - All Industries 3: Mechanical & Metallurgical DamagesRamzi BEN AHMEDNo ratings yet
- 02.corrosion MechanismsDocument31 pages02.corrosion Mechanismsquiz_quizNo ratings yet
- Api 571 Parte 12Document14 pagesApi 571 Parte 12Obe Mendoza100% (2)
- Why Study Corrosion ?Document6 pagesWhy Study Corrosion ?Kimai BrackenNo ratings yet
- 571 Book Rust Busters1Document231 pages571 Book Rust Busters1glazetm100% (2)
- CorrosionDocument65 pagesCorrosionSurendra Kamal100% (9)
- Api RP 571 (B) 51-100Document6 pagesApi RP 571 (B) 51-100alvaedison00100% (1)
- Corrosion Monitoring PDFDocument24 pagesCorrosion Monitoring PDFMohamedGhanemNo ratings yet
- Advancing Touch Point Corrosion Management White PaperDocument5 pagesAdvancing Touch Point Corrosion Management White PaperVivek Patil100% (1)
- Lecture 4 - Corrosion and Types of CorrosionDocument121 pagesLecture 4 - Corrosion and Types of Corrosionlungeloz393No ratings yet
- Chap 14 Hydrogen DamageDocument11 pagesChap 14 Hydrogen DamageGustavoNo ratings yet
- CorrosionDocument19 pagesCorrosiongopal singhNo ratings yet
- Challenges With Using Ethyl Silicate Inorganic Zinc-Rich PrimerDocument43 pagesChallenges With Using Ethyl Silicate Inorganic Zinc-Rich PrimerMOHAMEDNo ratings yet
- Ifan Rifandi - Pertamina Hulu Energi ONWJDocument30 pagesIfan Rifandi - Pertamina Hulu Energi ONWJRizky SyahputraNo ratings yet
- Zinc Coating ProcessDocument15 pagesZinc Coating ProcessMOHD SALMANNo ratings yet
- Article - Corrosion Under Insulation (CUI)Document3 pagesArticle - Corrosion Under Insulation (CUI)doctor_arvind2003No ratings yet
- 4-API RP-571 - Chapter 4-5 Environmental DamagesDocument74 pages4-API RP-571 - Chapter 4-5 Environmental DamagesLily & Ameer لى لى و أمير100% (2)
- Corrosion Quiz - IngDocument5 pagesCorrosion Quiz - IngErik Alfiandy100% (1)
- Mechanism of Boiler and Steam Condensate CorrosionDocument3 pagesMechanism of Boiler and Steam Condensate CorrosionMutasim Hasan MehranNo ratings yet
- API 571 Quick ReviewDocument32 pagesAPI 571 Quick ReviewMahmoud Hagag100% (1)
- CorrosionDocument64 pagesCorrosionOmar Ezzat100% (1)
- The Effect of CO2 Injection On Corrosion and Integrity of FacilitiesDocument15 pagesThe Effect of CO2 Injection On Corrosion and Integrity of FacilitiesVlassis SarantinosNo ratings yet
- MIC in Heat Exchanger TubingDocument6 pagesMIC in Heat Exchanger TubingdutuconstantinNo ratings yet
- Smarter Materials Selection For Corrosion Control PDFDocument12 pagesSmarter Materials Selection For Corrosion Control PDFAsyraf Nordin100% (1)
- Corrosion Resistant Type CF8M (UNS J92900) and CF12MDocument4 pagesCorrosion Resistant Type CF8M (UNS J92900) and CF12MAnonymous kU3uh2dZ5INo ratings yet
- 571 Quick ReferanceDocument3 pages571 Quick ReferanceirfanlarikhotmailcomNo ratings yet
- Summary of Pressure Vessel Inspection Highlights API 510Document20 pagesSummary of Pressure Vessel Inspection Highlights API 510kamrankm558No ratings yet
- CorrosionDocument8 pagesCorrosionGM VillaneaNo ratings yet
- Corrosion Management Issue140 LowResDocument32 pagesCorrosion Management Issue140 LowResReno100% (1)
- 571 Damage MechanismDocument5 pages571 Damage MechanismMohammed IlliasuddinNo ratings yet
- Sulfuric Acid and Hydrochloric Acid Dew-Point Corrosion-Resistant SteelDocument0 pagesSulfuric Acid and Hydrochloric Acid Dew-Point Corrosion-Resistant SteelMatt AgonyaNo ratings yet
- What Is CUI - Corrosion Under Insulation On Cooling TowerDocument6 pagesWhat Is CUI - Corrosion Under Insulation On Cooling TowerViệt Đặng XuânNo ratings yet
- Corrosion Engineering: Dr. Khalid H. RashidDocument87 pagesCorrosion Engineering: Dr. Khalid H. RashidHmid AljbreNo ratings yet
- Week 2a - Eight Forms of CorrosionDocument35 pagesWeek 2a - Eight Forms of CorrosionAraasu EgambaramNo ratings yet
- Type of CorrosionDocument12 pagesType of CorrosionNur Afiqah100% (2)
- Organic Chloride RemovingDocument10 pagesOrganic Chloride Removingck19654840No ratings yet
- Types of CorrosionDocument14 pagesTypes of CorrosionGanesh75% (4)
- Challenges in Corrosion: Costs, Causes, Consequences, and ControlFrom EverandChallenges in Corrosion: Costs, Causes, Consequences, and ControlNo ratings yet
- Corrosion of MetalsDocument46 pagesCorrosion of Metalsdhruvmistry300No ratings yet
- Corrosion and Degradation of MaterialsDocument18 pagesCorrosion and Degradation of MaterialsAustin Okoth OmondiNo ratings yet
- Unit-2Document19 pagesUnit-2aswin367mayannurNo ratings yet
- Types of CorrosionDocument53 pagesTypes of CorrosionFelix Julio Céspedes Soto100% (3)
- Risk Based Inspection (RBI) Solutions PDFDocument8 pagesRisk Based Inspection (RBI) Solutions PDFEjaj SiddiquiNo ratings yet
- About Required Fields: Piping T-Min CalculationsDocument2 pagesAbout Required Fields: Piping T-Min CalculationsEjaj SiddiquiNo ratings yet
- AstmDocument3 pagesAstmMuhammad NaumanNo ratings yet
- The StrategicroleofEngineeringAssetManagementDocument13 pagesThe StrategicroleofEngineeringAssetManagementEjaj SiddiquiNo ratings yet
- Oil and Gas Wells and Their IntegrityDocument16 pagesOil and Gas Wells and Their IntegrityEjaj Siddiqui100% (1)
- Reliability Engineering and System SafetyDocument8 pagesReliability Engineering and System SafetyEjaj SiddiquiNo ratings yet
- Schnettler Asset Management PDFDocument12 pagesSchnettler Asset Management PDFandresfc17No ratings yet
- 2014 Suphur Mag Article S-354-WasteHeatBoilers PMIDocument4 pages2014 Suphur Mag Article S-354-WasteHeatBoilers PMIEjaj SiddiquiNo ratings yet
- Early Failure of Waste Heat Boiler and Redesign To Overcome Premature FailureDocument5 pagesEarly Failure of Waste Heat Boiler and Redesign To Overcome Premature FailureEjaj SiddiquiNo ratings yet
- Hikmat e MoududiDocument34 pagesHikmat e MoududiEjaj SiddiquiNo ratings yet
- RDH Hy08-M1320-1 Na PDFDocument64 pagesRDH Hy08-M1320-1 Na PDFMauricio Ariel H. OrellanaNo ratings yet
- Pdfcword 1202804313 IxzjdqbvfDocument3 pagesPdfcword 1202804313 IxzjdqbvfMocracker AbdullahNo ratings yet
- Aquaphon AF100Document94 pagesAquaphon AF100bero1301No ratings yet
- Timeline Saling Silang #3 - EtnoDocument1 pageTimeline Saling Silang #3 - EtnoBAGAS ARDIANSYAHNo ratings yet
- 265-280W 60 Cell: TSM-PD05Document2 pages265-280W 60 Cell: TSM-PD05Emiliano SimonNo ratings yet
- AutoclaveDocument24 pagesAutoclaveNavodit GoelNo ratings yet
- Why Do You Need An Air Receiver?Document21 pagesWhy Do You Need An Air Receiver?Himanshi SharmaNo ratings yet
- When An Oil Spill OccursDocument3 pagesWhen An Oil Spill OccursRio QuitainNo ratings yet
- Waves, Sound and Light: Leaving Cert Physics Long Questions 2018 - 2002Document40 pagesWaves, Sound and Light: Leaving Cert Physics Long Questions 2018 - 2002NatalieNo ratings yet
- Data 74Document4 pagesData 74Abhijit BarmanNo ratings yet
- Sustainable Commercial BuildingsDocument9 pagesSustainable Commercial Buildingsraja vijjayNo ratings yet
- Aanenvaimennin EsiteDocument3 pagesAanenvaimennin Esiteruben estebanNo ratings yet
- ELEC9713-11 Lec07 EarthingDocument54 pagesELEC9713-11 Lec07 Earthinggolu100% (1)
- Monster Hunter Freedom Unite Item and OresDocument31 pagesMonster Hunter Freedom Unite Item and OresCaetano DantasNo ratings yet
- 1 CHKLSTDocument5 pages1 CHKLSTsardarmkhanNo ratings yet
- Asutosh Mahapatro Updated CV, ResumDocument9 pagesAsutosh Mahapatro Updated CV, ResumJobs SuryaNo ratings yet
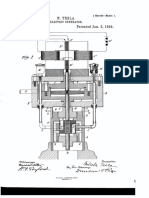
- No. 511916, Patented Jan. 2, 1894,: N TeslaDocument6 pagesNo. 511916, Patented Jan. 2, 1894,: N TeslaVince GiustiNo ratings yet
- ElectromechDocument5 pagesElectromechramyachandarNo ratings yet
- OTC 18839 - Reverse-Circulation Cementing To Seal A Tight Liner Lap PDFDocument10 pagesOTC 18839 - Reverse-Circulation Cementing To Seal A Tight Liner Lap PDFAndresNo ratings yet
- TM8 Training DataDocument4 pagesTM8 Training Dataijan jansNo ratings yet
- Ucg75 12 PDFDocument2 pagesUcg75 12 PDFRobert MakalovskiNo ratings yet
- SPE-171497-MS Near Wellbore Asphaltene and Wax Remediation Using In-Situ Heat Generation in Both PCP and Non-PCP Wells: Concept, Operational Challenges & Remedial SolutionsDocument14 pagesSPE-171497-MS Near Wellbore Asphaltene and Wax Remediation Using In-Situ Heat Generation in Both PCP and Non-PCP Wells: Concept, Operational Challenges & Remedial SolutionsNileshgordeNo ratings yet
- SMK Bandar Bintulu Chemistry 962 Semester 1 2016: Answer All Questions in This SectionDocument9 pagesSMK Bandar Bintulu Chemistry 962 Semester 1 2016: Answer All Questions in This Sectiontang ka ongNo ratings yet
- Why Are Intellectual Property Rights Important in Global ScenarioDocument3 pagesWhy Are Intellectual Property Rights Important in Global ScenarioIshika Singhal100% (1)
- Peningkatan DP2Document16 pagesPeningkatan DP2Irfan MuhammadNo ratings yet
- Push Buttons - PXB and PXV Series - Catalogue PDE2587TCUKDocument12 pagesPush Buttons - PXB and PXV Series - Catalogue PDE2587TCUKJoaquin MecNo ratings yet
- Softcopy of CHEMISTRY-F5 PDFDocument188 pagesSoftcopy of CHEMISTRY-F5 PDFainihasshim79% (282)