The Story of ULSD Optimisation at The Chevron Pembroke Refinery
The Story of ULSD Optimisation at The Chevron Pembroke Refinery
Download as pdf or txt
You might also like
- Valdez Jerome B. Exercise 1 4 BR Bungalow PDFDocument10 pagesValdez Jerome B. Exercise 1 4 BR Bungalow PDFKent Clark Villa50% (6)
- Mini Refinery Feasibility OverviewDocument9 pagesMini Refinery Feasibility OverviewPouria SabbaghNo ratings yet
- Refinery Planning and Optimation Using Linear ProgrammingDocument11 pagesRefinery Planning and Optimation Using Linear ProgrammingSenthil Kumar100% (2)
- Topsoe Hydrocracking Processes 2011Document17 pagesTopsoe Hydrocracking Processes 2011Cal100% (1)
- LPG Recovery PlantsDocument11 pagesLPG Recovery PlantsEdgar HuancaNo ratings yet
- 48 - 60 CRDocument12 pages48 - 60 CRFatah FatanNo ratings yet
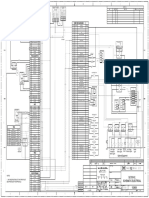
- Drexel SLT30 AC Electrical Schematic 153909Document1 pageDrexel SLT30 AC Electrical Schematic 153909Christian BedoyaNo ratings yet
- Ricoh MP3010-Service ManualDocument36 pagesRicoh MP3010-Service ManualPeter xuNo ratings yet
- Real-Time Optimization of A Gasoline Run-Down Header Blending OperationDocument18 pagesReal-Time Optimization of A Gasoline Run-Down Header Blending Operationkirandevi1981No ratings yet
- Refinery Planning OptimizationDocument25 pagesRefinery Planning Optimizationnntool100% (1)
- Isotherming - A New Technology For Ultra Low Sulfur FuelsDocument20 pagesIsotherming - A New Technology For Ultra Low Sulfur FuelsGarry DavidNo ratings yet
- Naptha Hydrotreating Catalysts PDFDocument2 pagesNaptha Hydrotreating Catalysts PDFElena Ricci100% (1)
- 2014 PTQ1 HS FCC For Propylene Concept To Commercial OperationDocument7 pages2014 PTQ1 HS FCC For Propylene Concept To Commercial OperationAnonymous v5uipHNo ratings yet
- Optimal Low Load OperationDocument6 pagesOptimal Low Load Operationpapaki2No ratings yet
- Clean Fuel TechnologyDocument7 pagesClean Fuel TechnologyGarry DavidNo ratings yet
- Instr 4 Vincent TirillyDocument12 pagesInstr 4 Vincent Tirillyأصلان أصلانNo ratings yet
- Wastewater Treatment ReportDocument35 pagesWastewater Treatment ReportAditya ChopraNo ratings yet
- SL2005 452Document5 pagesSL2005 452Nick VoulgarisNo ratings yet
- Siemens SGT-600 Gas Turbine EOHDocument14 pagesSiemens SGT-600 Gas Turbine EOHifegwu100% (1)
- A New Separator Helps FCC Adapt To A New Refinery-Petrochemical Role-EnglishDocument10 pagesA New Separator Helps FCC Adapt To A New Refinery-Petrochemical Role-EnglishMai Ngoc ChienNo ratings yet
- Production ImprovementsDocument8 pagesProduction ImprovementsAlberto darianNo ratings yet
- Diesel Generator ThesisDocument7 pagesDiesel Generator Thesisbrendapotterreno100% (2)
- Hydrogen PresentationDocument26 pagesHydrogen PresentationAshwani KumarNo ratings yet
- GPA08 PaperDocument9 pagesGPA08 PaperhicherkNo ratings yet
- Article - Delayed Coker RevampsDocument13 pagesArticle - Delayed Coker RevampsPlatinium1002No ratings yet
- 900 Production SeparatorsDocument46 pages900 Production SeparatorsUghojor ElohoNo ratings yet
- DNV - Cat Fines in FODocument2 pagesDNV - Cat Fines in FOVito DigeoNo ratings yet
- Uniflo Fog Reduction ModuleDocument8 pagesUniflo Fog Reduction Modulecristi_molinsNo ratings yet
- 32 44cr EngineDocument9 pages32 44cr EngineBalis MihaiNo ratings yet
- 2022 Mini Programme 2nd SDocument194 pages2022 Mini Programme 2nd Sdimas kukuhNo ratings yet
- FW Solvent DeasphaltingDocument11 pagesFW Solvent Deasphaltingapminshull100% (1)
- 20190130-TEC-WST-LNG19 LM6000 Techinical PaperDocument12 pages20190130-TEC-WST-LNG19 LM6000 Techinical PaperanasNo ratings yet
- Mechanical Final 2 PDFDocument16 pagesMechanical Final 2 PDFMbalekelwa MpembeNo ratings yet
- Retrofit: Increasing The Efficiency of Pumps: Wayne Jones Ajit KumarDocument4 pagesRetrofit: Increasing The Efficiency of Pumps: Wayne Jones Ajit KumarDon LorimerNo ratings yet
- LNG Process Selection Considerations For Future DevelopmentsDocument9 pagesLNG Process Selection Considerations For Future Developmentsromdhan88No ratings yet
- The Rose Process: Tayseer Abdel-Halim and Raymond FloydDocument14 pagesThe Rose Process: Tayseer Abdel-Halim and Raymond FloydBharavi K SNo ratings yet
- New Hydroprocessing Approaches To Increase Petrochemicals Production Rev 4Document11 pagesNew Hydroprocessing Approaches To Increase Petrochemicals Production Rev 4nishilgeorgeNo ratings yet
- Whitepaper Marginal FieldsDocument8 pagesWhitepaper Marginal FieldsarispriyatmonoNo ratings yet
- Samir Muzefferov Site Visit ReportDocument6 pagesSamir Muzefferov Site Visit ReportsamirNo ratings yet
- ChE499 Design Project - Brief Project Descriptions Miri 2011Document8 pagesChE499 Design Project - Brief Project Descriptions Miri 2011Norman ChinNo ratings yet
- Treating Technologies of Shell Global Solutions For Natural Gas and Refinery Gas StreamsDocument19 pagesTreating Technologies of Shell Global Solutions For Natural Gas and Refinery Gas StreamsPrasad ChakkrapaniNo ratings yet
- GE - SeaSmart - Brochure 050313 2 FINAL PDFDocument7 pagesGE - SeaSmart - Brochure 050313 2 FINAL PDFCem MeteNo ratings yet
- (V) Residue Upgrading Using Ebullated Bed Hydrocracking - CriterionDocument2 pages(V) Residue Upgrading Using Ebullated Bed Hydrocracking - CriterionKwangsjungNo ratings yet
- Refinery Operations Planning Final ReportDocument31 pagesRefinery Operations Planning Final ReportMohamed AlaaNo ratings yet
- Valero Emerson BlendingDocument3 pagesValero Emerson BlendingGerrard Archuleta100% (1)
- Cidb Lampiran6-Borang PerakuanDocument8 pagesCidb Lampiran6-Borang PerakuanDavid PalashNo ratings yet
- API 618 Reciprocating CompressorDocument12 pagesAPI 618 Reciprocating Compressorfoobar2016No ratings yet
- Key Issues For The Control of Refueling Outage Duration and Costs in PWR Nuclear Power PlantsDocument11 pagesKey Issues For The Control of Refueling Outage Duration and Costs in PWR Nuclear Power PlantsRajAnandNo ratings yet
- Downhole Gas Compression: Game Changing Technology For Enhanced Gas ProductionDocument4 pagesDownhole Gas Compression: Game Changing Technology For Enhanced Gas ProductionfdpintoNo ratings yet
- Cutting SOx EmissionsDocument8 pagesCutting SOx EmissionsÜmit GüneşNo ratings yet
- SL - RT-01!06!27.01.2006 - Catalytic Fines and Separation EfficiencyDocument4 pagesSL - RT-01!06!27.01.2006 - Catalytic Fines and Separation EfficiencyGaby CrisNo ratings yet
- Boeckhoff 2010-Operational Experience of The 51-60 DF From MANDocument11 pagesBoeckhoff 2010-Operational Experience of The 51-60 DF From MANsestoubosNo ratings yet
- Engine Management - Concept For LNG Carriers PDFDocument20 pagesEngine Management - Concept For LNG Carriers PDFKarim Sowley Delgado100% (1)
- Oil Refinery OffsitesDocument12 pagesOil Refinery OffsitesViliame D RoqicaNo ratings yet
- KBC Hcr-Sim ModelDocument2 pagesKBC Hcr-Sim Modellhphong021191No ratings yet
- Gulfpub HP 201106Document113 pagesGulfpub HP 201106Vijay AadityaNo ratings yet
- AmmoniaDocument8 pagesAmmoniakrishna_pipingNo ratings yet
- 2015-07 Best Practice - Energy Efficiency PDFDocument10 pages2015-07 Best Practice - Energy Efficiency PDFJose M. LagutanNo ratings yet
- The Ohsol PresentationDocument53 pagesThe Ohsol PresentationArsalan QadirNo ratings yet
- Optimization of H Production in A Hydrogen Generation UnitDocument6 pagesOptimization of H Production in A Hydrogen Generation UnitDidit Andhika SubrataNo ratings yet
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- Programa Izc 2022Document69 pagesPrograma Izc 2022Lindsey BondNo ratings yet
- Kinetic Modeling and Simulation of An Industrial Diesel Hydroprocessing PlantDocument180 pagesKinetic Modeling and Simulation of An Industrial Diesel Hydroprocessing PlantLindsey BondNo ratings yet
- Cond (I ) T L'S L+i-L) - 1: Represented As 2) 2&Sfc, Taking Account of The DegreeDocument4 pagesCond (I ) T L'S L+i-L) - 1: Represented As 2) 2&Sfc, Taking Account of The DegreeLindsey BondNo ratings yet
- SFS Us11878291 (B2)Document15 pagesSFS Us11878291 (B2)Lindsey BondNo ratings yet
- New Correlation Accurately Predicts Thermal Conductivity of Liquid Paraffin HydrocarbonsDocument4 pagesNew Correlation Accurately Predicts Thermal Conductivity of Liquid Paraffin HydrocarbonsLindsey BondNo ratings yet
- Structural Comparison of Coal Liquefaction Extracts - 1995 - Coal Science and TDocument4 pagesStructural Comparison of Coal Liquefaction Extracts - 1995 - Coal Science and TLindsey BondNo ratings yet
- Liquid State Thermal Conductivity of N-Paraffin HydrocarbonsDocument7 pagesLiquid State Thermal Conductivity of N-Paraffin HydrocarbonsLindsey BondNo ratings yet
- Modeling of Nature and Strength of Acid Centres in U - 1999 - Studies in SurfaceDocument4 pagesModeling of Nature and Strength of Acid Centres in U - 1999 - Studies in SurfaceLindsey BondNo ratings yet
- PD La H Y A Novel and Promising Catalyst For H - 2005 - Studies in Surface ScienDocument8 pagesPD La H Y A Novel and Promising Catalyst For H - 2005 - Studies in Surface ScienLindsey BondNo ratings yet
- SFS Ip189Document28 pagesSFS Ip189Lindsey BondNo ratings yet
- Zeolite Catalyst For Hydrocracking Coal Derived Distillat - 1995 - Coal ScienceDocument4 pagesZeolite Catalyst For Hydrocracking Coal Derived Distillat - 1995 - Coal ScienceLindsey BondNo ratings yet
- The Preparation of Hydrocracking Catalysts Using Mesopor - 1999 - Studies in SurDocument4 pagesThe Preparation of Hydrocracking Catalysts Using Mesopor - 1999 - Studies in SurLindsey BondNo ratings yet
- SFS-Preprints-American Chemical Society Division of Petroleum Chemistry 31 (1986) 615-622Document6 pagesSFS-Preprints-American Chemical Society Division of Petroleum Chemistry 31 (1986) 615-622Lindsey BondNo ratings yet
- SFS-IP496 InvestigateDocument22 pagesSFS-IP496 InvestigateLindsey BondNo ratings yet
- Constructing Containment: Thompson-Starrett, The Çeşme Beach Houses, and The Geopolitics of American Engineering in Cold War TurkeyDocument24 pagesConstructing Containment: Thompson-Starrett, The Çeşme Beach Houses, and The Geopolitics of American Engineering in Cold War TurkeyLindsey BondNo ratings yet
- Pressure and Temperature Effects On The Hydrodynamic Characteristics of Ebullated-Bed SystemsDocument9 pagesPressure and Temperature Effects On The Hydrodynamic Characteristics of Ebullated-Bed SystemsLindsey BondNo ratings yet
- $RF1EYBQDocument15 pages$RF1EYBQLindsey BondNo ratings yet
- Husky Energy Diesel Fuels (Lima) : Safety Data SheetDocument15 pagesHusky Energy Diesel Fuels (Lima) : Safety Data SheetLindsey BondNo ratings yet
- $RBR97KEDocument7 pages$RBR97KELindsey BondNo ratings yet
- Safety Data Sheet: Light Cycle Oil (Superior)Document10 pagesSafety Data Sheet: Light Cycle Oil (Superior)Lindsey BondNo ratings yet
- Biological Process Removes Sulfur From Three Refinery StreamsDocument16 pagesBiological Process Removes Sulfur From Three Refinery StreamsLindsey BondNo ratings yet
- Reactions of Thiols: ReviewDocument28 pagesReactions of Thiols: ReviewLindsey BondNo ratings yet
- Emerging From The Downturn: A New Business Environment For Refining?Document16 pagesEmerging From The Downturn: A New Business Environment For Refining?Lindsey BondNo ratings yet
- Chapter 5 Exercises 51 Answer 52 Answer 53 Lottery SchedulingDocument7 pagesChapter 5 Exercises 51 Answer 52 Answer 53 Lottery SchedulingQuang Nguyễn MinhNo ratings yet
- Anixter F.o.cableDocument18 pagesAnixter F.o.cablewinston11No ratings yet
- Lectures 8-14 Bipolar Junction Transistors (BJTS) and CircuitsDocument56 pagesLectures 8-14 Bipolar Junction Transistors (BJTS) and CircuitsChristian CalmaNo ratings yet
- IADC Vol-1 03 BitsDocument44 pagesIADC Vol-1 03 BitsJ Alberto Grandez M100% (1)
- 1 Geek General Agri McqsDocument143 pages1 Geek General Agri Mcqswaheed abidNo ratings yet
- Mandibular Growth Rotations-Their Mechanisms and Importance: W. J. B. HoustonDocument5 pagesMandibular Growth Rotations-Their Mechanisms and Importance: W. J. B. HoustonakNo ratings yet
- DeformationDocument37 pagesDeformationShnia RodneyNo ratings yet
- Theory of Justice by AristotleDocument25 pagesTheory of Justice by AristotleAashray Paul100% (2)
- Technique To Keep in Centric RelationDocument7 pagesTechnique To Keep in Centric Relationdella sainNo ratings yet
- Forensic Toxicology CH 6pptDocument22 pagesForensic Toxicology CH 6pptRaymark CarinoNo ratings yet
- Quiz 1 - 1 Model AnswerDocument2 pagesQuiz 1 - 1 Model AnswerMaher Gomaa IsmaeelNo ratings yet
- Ecovio F2224: Biodegradable Polyester For Compostable Film and Blow Molding ApplicationsDocument4 pagesEcovio F2224: Biodegradable Polyester For Compostable Film and Blow Molding ApplicationsSiddharthBhasneyNo ratings yet
- First Quarter Fy 22 23Document7 pagesFirst Quarter Fy 22 23aceroadmarkingNo ratings yet
- CSS Assessor's GuideDocument52 pagesCSS Assessor's GuideManzo Juncyruz100% (5)
- Tle Firstq G7-TestDocument4 pagesTle Firstq G7-TestRoxanne AlejandroNo ratings yet
- Problem 1: Type Equation HereDocument4 pagesProblem 1: Type Equation HereJhoprilyn MangagomNo ratings yet
- Get General Relativity The Theoretical Minimum 1st Edition Leonard Susskind Free All ChaptersDocument64 pagesGet General Relativity The Theoretical Minimum 1st Edition Leonard Susskind Free All Chaptersndjaloahituv100% (3)
- Oracle Magazine MayJune 2018Document108 pagesOracle Magazine MayJune 2018Juan Carlos Campos100% (1)
- 14 Electric Current and Its EffectsDocument10 pages14 Electric Current and Its EffectsSnehil VargheseNo ratings yet
- Jurnal Kaposi SarkomaDocument10 pagesJurnal Kaposi SarkomaHendric HariansyahNo ratings yet
- Leather BatikDocument5 pagesLeather BatikPriyanka50% (2)
- National Immunization Schedule: For InfantsDocument2 pagesNational Immunization Schedule: For InfantsRahul DixitNo ratings yet
- Huawei BESS Product CatalogDocument15 pagesHuawei BESS Product Catalogae1205jtNo ratings yet
- PRELIMINARY INSPECTION (Preoperational)Document9 pagesPRELIMINARY INSPECTION (Preoperational)ScribdTranslationsNo ratings yet
- Inner Octaves and Eastern MusicDocument3 pagesInner Octaves and Eastern MusicMikeSufi100% (3)
- Daily Literacy Practice - Set 5Document10 pagesDaily Literacy Practice - Set 5Jane LoNo ratings yet
- Classification of FiresDocument3 pagesClassification of FiresΔημητρηςΣαρακυρουNo ratings yet