Weld Symbols: The Structure of The Welding Symbol
Weld Symbols: The Structure of The Welding Symbol
Download as doc, pdf, or txt
You might also like
- Welding SymbolsDocument10 pagesWelding SymbolskvsagarNo ratings yet
- Welding Notes PDFDocument9 pagesWelding Notes PDFOLIVER FLORESNo ratings yet
- Welding DetailsDocument10 pagesWelding DetailssashyainnNo ratings yet
- AWS Welding Symbols OkDocument9 pagesAWS Welding Symbols OkJSG GroupNo ratings yet
- Deciphering Weld Symbols: The Structure of The Welding SymbolDocument16 pagesDeciphering Weld Symbols: The Structure of The Welding SymbolTuấn HoàngNo ratings yet
- Welding SymbolsDocument26 pagesWelding Symbolssamy7354No ratings yet
- PDFDocument15 pagesPDFMatthew HaleNo ratings yet
- Welding Symbol and Its PositionDocument12 pagesWelding Symbol and Its PositionKrishna PatelNo ratings yet
- Groove WeldsDocument6 pagesGroove Weldsadib nassarNo ratings yet
- How To Read Welding Symbols1Document9 pagesHow To Read Welding Symbols1Ένκινουαν Κόγκ ΑδάμουNo ratings yet
- WeldingSymbols NomenclatureDocument17 pagesWeldingSymbols NomenclatureZeeshan AnwarNo ratings yet
- Weldingsymbols NomenclatureDocument17 pagesWeldingsymbols NomenclaturecfcshakerNo ratings yet
- Me121 ProjectDocument7 pagesMe121 Projectmusictutorph2021No ratings yet
- Lesson 6. Welding SymbolsDocument37 pagesLesson 6. Welding SymbolsJay-r MiñozaNo ratings yet
- Welding SymbolsDocument11 pagesWelding SymbolsViswanathNo ratings yet
- Welding SymbolsDocument21 pagesWelding SymbolsAsaad Mohamed100% (1)
- Welding Symbols - The Basics: by Rosemary RegelloDocument5 pagesWelding Symbols - The Basics: by Rosemary RegelloAravind H B Engineering CivilNo ratings yet
- Welding SymbolsDocument28 pagesWelding SymbolsPankaj100% (1)
- Arrow Leader Line Reference Line TailDocument8 pagesArrow Leader Line Reference Line TailpmkarNo ratings yet
- Welding Symbols - The Basics: by Rosemary RegelloDocument8 pagesWelding Symbols - The Basics: by Rosemary RegelloChristian GervacioNo ratings yet
- Welding SymbolsDocument9 pagesWelding SymbolsPetar TopicNo ratings yet
- Welding Symbols and NomenclatureDocument17 pagesWelding Symbols and Nomenclaturesa saNo ratings yet
- WeldingSymbols NomenclatureDocument17 pagesWeldingSymbols NomenclaturemisthahNo ratings yet
- Welding SymbolsDocument22 pagesWelding SymbolsTommy Dela CruzNo ratings yet
- Welding SymbolsDocument8 pagesWelding SymbolsdsbintaroNo ratings yet
- Chapter 5.1 WeldingDocument37 pagesChapter 5.1 WeldingJack Santos100% (1)
- General Weld SymbolDocument45 pagesGeneral Weld SymbolberchardNo ratings yet
- An Introduction To Reading Drawings: Welding Symbols - The BasicsDocument6 pagesAn Introduction To Reading Drawings: Welding Symbols - The BasicsPunit singhNo ratings yet
- Deciphering Weld SymbolsDocument10 pagesDeciphering Weld SymbolsVinoth MechNo ratings yet
- Weld SymbolsDocument7 pagesWeld SymbolsLINI O VNo ratings yet
- Welding SymbolsDocument9 pagesWelding SymbolsleventkilicNo ratings yet
- Drawing of Weld SymbolsDocument17 pagesDrawing of Weld SymbolsSteransko100% (1)
- Welding SymbolsDocument6 pagesWelding SymbolsChetan PatelNo ratings yet
- Module10 (Autosaved)Document26 pagesModule10 (Autosaved)remit kitaNo ratings yet
- Understanding SSPC PA2Document22 pagesUnderstanding SSPC PA2HemaNo ratings yet
- WeldingDocument6 pagesWeldingAnonymous kIrNuhNo ratings yet
- Welding Symbols - An Introduction To Reading DrawingsDocument6 pagesWelding Symbols - An Introduction To Reading DrawingsBolarinwaNo ratings yet
- Teknologi Dan Rekayasa: Principles of WeldingDocument23 pagesTeknologi Dan Rekayasa: Principles of WeldingcfcshakerNo ratings yet
- Part 3 AWS Welding Symbols, Fillet, Plug, Slot & Spot WeldsDocument81 pagesPart 3 AWS Welding Symbols, Fillet, Plug, Slot & Spot Weldsmaatouguiabdelkader04No ratings yet
- (B) Machine Design (4) .Welded SymbolsDocument21 pages(B) Machine Design (4) .Welded Symbolsabdullah1sNo ratings yet
- Fillet Weld SymbolsDocument2 pagesFillet Weld SymbolsshibumbNo ratings yet
- SLHJJT SMDocument14 pagesSLHJJT SMNick JaraNo ratings yet
- Welding 200708Document17 pagesWelding 200708rk.mtplNo ratings yet
- Welding 200708Document17 pagesWelding 200708tnchsgNo ratings yet
- Welding JointDocument17 pagesWelding Jointmicheleling6696No ratings yet
- Welding 200708Document17 pagesWelding 200708lkirankarthikNo ratings yet
- 9 Welding SymbolsDocument15 pages9 Welding SymbolsSampath KumarNo ratings yet
- Welding 200708Document17 pagesWelding 200708Vashish RamrechaNo ratings yet
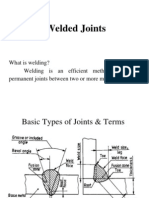
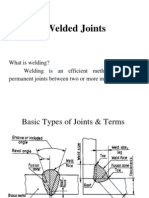
- Welded Joints: What Is Welding? Welding Is An Efficient Method of Making Permanent Joints Between Two or More Metal PartsDocument17 pagesWelded Joints: What Is Welding? Welding Is An Efficient Method of Making Permanent Joints Between Two or More Metal PartsGovindasamy CrgNo ratings yet
- Welding 200708Document17 pagesWelding 200708Rajarajan NMNo ratings yet
- Welded Joints: What Is Welding? Welding Is An Efficient Method of Making Permanent Joints Between Two or More Metal PartsDocument17 pagesWelded Joints: What Is Welding? Welding Is An Efficient Method of Making Permanent Joints Between Two or More Metal PartsAli IbrahimNo ratings yet
- Welding 200708Document17 pagesWelding 200708Jamal MohamedNo ratings yet
- Welding 200708Document17 pagesWelding 200708sansagithNo ratings yet
- Weld SysmbolDocument17 pagesWeld SysmbolBashu PoudelNo ratings yet
- Welding Symbols Mechanical Engineering DrawingDocument17 pagesWelding Symbols Mechanical Engineering DrawingGarrethwr100% (2)
- An Introduction to Metal-Working (Illustrated)From EverandAn Introduction to Metal-Working (Illustrated)Rating: 2.5 out of 5 stars2.5/5 (2)
- How to Build a Global Model Earthship Operation II: Concrete WorkFrom EverandHow to Build a Global Model Earthship Operation II: Concrete WorkNo ratings yet