April 2018 Interpreting FCC ECat Data
April 2018 Interpreting FCC ECat Data
Download as pdf or txt
You might also like
- DPR Ethanol Plant 20klpd LaturDocument124 pagesDPR Ethanol Plant 20klpd Laturtsrinivasan5083100% (9)
- ECAT Analysis GuideDocument12 pagesECAT Analysis GuideElder RuizNo ratings yet
- Catalagram: A Catalysts Technologies PublicationDocument24 pagesCatalagram: A Catalysts Technologies Publicationsaleh4060No ratings yet
- MPC JFTOT Trouble Shoot Guide JMS Edit To CRC Aviation 010318Document2 pagesMPC JFTOT Trouble Shoot Guide JMS Edit To CRC Aviation 010318M.AS100% (2)
- Effects of Rare Earth Oxides in FCC CatalystsDocument4 pagesEffects of Rare Earth Oxides in FCC Catalystssaleh4060No ratings yet
- Multiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsFrom EverandMultiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsYi ChengNo ratings yet
- Hydrocracking ModelDocument6 pagesHydrocracking Modelantzlck100% (1)
- Cracking The Bottom of The Barrel With MIDAS Technology: Number 104 Fall 2008Document24 pagesCracking The Bottom of The Barrel With MIDAS Technology: Number 104 Fall 2008deepakattavarNo ratings yet
- 2 Sulphur and Sulphuric Acid IndustriesDocument39 pages2 Sulphur and Sulphuric Acid IndustriesChuka OmeneNo ratings yet
- Fantastic Magazine of KnowledgeDocument44 pagesFantastic Magazine of KnowledgeRajan BalkiNo ratings yet
- Fossil Fuels Classfication Table ANSWERKEYDocument2 pagesFossil Fuels Classfication Table ANSWERKEYIrganesh MadagundiNo ratings yet
- Artificial Intelligence - Advancing Applications in The CPI - Chemical EngineeringDocument12 pagesArtificial Intelligence - Advancing Applications in The CPI - Chemical EngineeringPablo R. Jimenez SalcesNo ratings yet
- Review Amine Based Capture Review - IChemE - PartA - Full - Paper - V9 - 28may2010Document23 pagesReview Amine Based Capture Review - IChemE - PartA - Full - Paper - V9 - 28may2010Ghochapon MongkhonsiriNo ratings yet
- Modelling of A Fluidized Catalytic Cracking ProcessDocument7 pagesModelling of A Fluidized Catalytic Cracking ProcessMmediong UdofiaNo ratings yet
- Carbon Dioxide Separation Through Polymeric MembraDocument16 pagesCarbon Dioxide Separation Through Polymeric MembraEdgar Enrique Diaz MarquinaNo ratings yet
- Cepci 2002Document9 pagesCepci 2002masyithah rachmatNo ratings yet
- Current Status, Research Trends, and ChallengesDocument23 pagesCurrent Status, Research Trends, and Challengesqgi-tanyaNo ratings yet
- Murphy Oil USA, Inc Meraux Refinery SO2 Emission Basis ObjectionsDocument43 pagesMurphy Oil USA, Inc Meraux Refinery SO2 Emission Basis ObjectionsHot TopicsNo ratings yet
- (PDF) Improved Calculation of DiffuserDocument64 pages(PDF) Improved Calculation of DiffuserSHINo ratings yet
- Growth of Escherichia Coli in A 5 Litre Batch Fermentation VesselDocument15 pagesGrowth of Escherichia Coli in A 5 Litre Batch Fermentation VesselAs'ad Mughal100% (2)
- Coal To Methanol To GasolineDocument113 pagesCoal To Methanol To GasolinePassmore DubeNo ratings yet
- INDMAX Technology: Production of Light Olefins/ LPG & High Octane Gasoline From Petroleum ResidueDocument3 pagesINDMAX Technology: Production of Light Olefins/ LPG & High Octane Gasoline From Petroleum ResidueMinhquang NgoNo ratings yet
- DHDT BaiscsDocument2 pagesDHDT BaiscsAvik Bhai100% (1)
- Liden 1988Document16 pagesLiden 1988Sajid Mohy Ul DinNo ratings yet
- HPI Boxscore Update (2009.feb)Document9 pagesHPI Boxscore Update (2009.feb)Yang Gul LeeNo ratings yet
- FCC Troubleshooting Stories-By-Michael EdwardsDocument6 pagesFCC Troubleshooting Stories-By-Michael EdwardsAdrie VisserNo ratings yet
- 1981 08-HydrocarbonsProcessing PDFDocument157 pages1981 08-HydrocarbonsProcessing PDFpeterNo ratings yet
- Fluid Catalytic CrackingDocument16 pagesFluid Catalytic CrackingArief Maulana IlhamNo ratings yet
- Kinder Morgan Presentation To Investors at Credit Suisse June 2014Document36 pagesKinder Morgan Presentation To Investors at Credit Suisse June 2014dracutcivicwatchNo ratings yet
- JM Article ReportDocument16 pagesJM Article Report11: 11100% (1)
- Hydrogen Family PDFDocument27 pagesHydrogen Family PDFDelos NourseiNo ratings yet
- Gas To LiquidsDocument5 pagesGas To Liquidsamin250No ratings yet
- Theory of Carbon Formation in Steam RefoDocument35 pagesTheory of Carbon Formation in Steam Refoknightatarms1No ratings yet
- PonaDocument6 pagesPonaMahjabin Nadia100% (1)
- 1998-Plasma Reforming of MethaneDocument8 pages1998-Plasma Reforming of MethaneakkusawNo ratings yet
- AIChE Journal - 2022 - Sharma - A Hybrid Science Guided Machine Learning Approach For Modeling Chemical Processes A Review PDFDocument19 pagesAIChE Journal - 2022 - Sharma - A Hybrid Science Guided Machine Learning Approach For Modeling Chemical Processes A Review PDFAhmad SyauqiNo ratings yet
- 2018 Outlook For Energy: A View To 2040Document17 pages2018 Outlook For Energy: A View To 2040manuel cabarcasNo ratings yet
- Simulation of Ammonia Synthesis ReactorDocument7 pagesSimulation of Ammonia Synthesis ReactorMuhammad NaeemNo ratings yet
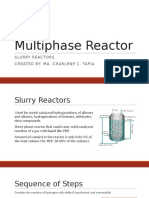
- Multiphase ReactorDocument37 pagesMultiphase ReactorMaria Charlene Caraos TapiaNo ratings yet
- 1 - An Overview of Fischer-Tropsch Synthesis XTL Processes, Catalysts andDocument14 pages1 - An Overview of Fischer-Tropsch Synthesis XTL Processes, Catalysts andJoão Paulo CostaNo ratings yet
- Canadian Oil Sands - HP - Feb07Document11 pagesCanadian Oil Sands - HP - Feb07김도연No ratings yet
- RP153E Toc PDFDocument12 pagesRP153E Toc PDFAshwani KumarNo ratings yet
- Methanol Top Level PDFDocument24 pagesMethanol Top Level PDFNahir Sarah Medina AntezanaNo ratings yet
- Texaco Discrimination LawsuitDocument10 pagesTexaco Discrimination LawsuitMarian DobrinNo ratings yet
- Carbon Capture Supply Chain Report - FinalDocument81 pagesCarbon Capture Supply Chain Report - Finalmaximusala83No ratings yet
- PRT RelianceDocument26 pagesPRT Relianceficky_iitdNo ratings yet
- Midw Technology As A Drop-In Catalyst SolutionDocument11 pagesMidw Technology As A Drop-In Catalyst Solutiondie_1No ratings yet
- Mono1 1991Document174 pagesMono1 1991Le Tuan Viet100% (1)
- Olah - Beyond Oil and Gas The Methanol EconomyDocument4 pagesOlah - Beyond Oil and Gas The Methanol Economyapi-3728640100% (2)
- Iocl Section 1 Process SpecficationDocument73 pagesIocl Section 1 Process SpecficationVeena NageshNo ratings yet
- Refining 101 + Technical Teach Refining 101 + Technical Teach - in On The in On The Hydrotreater Hydrotreater & Hydrocracker & Hydrocracker Hydrotreater Hydrotreater & Hydrocracker & HydrocrackerDocument25 pagesRefining 101 + Technical Teach Refining 101 + Technical Teach - in On The in On The Hydrotreater Hydrotreater & Hydrocracker & Hydrocracker Hydrotreater Hydrotreater & Hydrocracker & Hydrocrackerger80No ratings yet
- RefrigerationDocument64 pagesRefrigerationHeat.MotionNo ratings yet
- Desalination Trends PDFDocument23 pagesDesalination Trends PDFHassanKMNo ratings yet
- Catalagram 87 - 2000Document36 pagesCatalagram 87 - 2000saleh4060No ratings yet
- General Reactor Model - GTC TechnologyDocument7 pagesGeneral Reactor Model - GTC TechnologyWiroon Tanthapanichakoon CharlesNo ratings yet
- Bioprocessing of Renewable Resources to Commodity BioproductsFrom EverandBioprocessing of Renewable Resources to Commodity BioproductsVirendra S. BisariaNo ratings yet
- CatDocument12 pagesCatBayu Pramana PutraNo ratings yet
- FCC MANUAL 5-FCC Catalyst AnalysisDocument11 pagesFCC MANUAL 5-FCC Catalyst AnalysisshanpyanNo ratings yet
- Modeling of Adiabatic Movingbed Reactor For Dehydrogenation of Isobutane To IsobuteneDocument7 pagesModeling of Adiabatic Movingbed Reactor For Dehydrogenation of Isobutane To IsobuteneForcus onNo ratings yet
- Recent Advances in Carbonate Stimulation IPTC 10693 MSDocument8 pagesRecent Advances in Carbonate Stimulation IPTC 10693 MSBolsec14No ratings yet
- Tai Lieu Tham KhaoDocument10 pagesTai Lieu Tham KhaoDiễm MeiNo ratings yet
- Hydrogen Production The Catalytic Reforming Methanol: Steam ofDocument8 pagesHydrogen Production The Catalytic Reforming Methanol: Steam ofYurie NurmitasariNo ratings yet
- Ion Exchange Theory and Practice 2nd Edition 1994 PDFDocument306 pagesIon Exchange Theory and Practice 2nd Edition 1994 PDFAsad Saeed100% (1)
- 1999 Industrial Application of Solid Acid Base Catalysts PDFDocument36 pages1999 Industrial Application of Solid Acid Base Catalysts PDFMaribel HolguinNo ratings yet
- Production of Oxygen Using Pressure Swing Adsorption TechnologyDocument10 pagesProduction of Oxygen Using Pressure Swing Adsorption TechnologyGAGAN SOLANKINo ratings yet
- HydroceramicsDocument16 pagesHydroceramicsTezinNo ratings yet
- ZeolitDocument7 pagesZeolitIndra WahyuNo ratings yet
- What Are ZeolitesDocument26 pagesWhat Are ZeolitesborgiamatriceNo ratings yet
- Hydrogenation of Naphthalene and Methylnaphthalene: Modeling and SpectrosDocument12 pagesHydrogenation of Naphthalene and Methylnaphthalene: Modeling and Spectrosioanaandra5690No ratings yet
- ZeoliteDocument2 pagesZeoliteNestramiNo ratings yet
- Recent Advances in The Chemical Recycling of Polymers (PP, PS, Ldpe, Hdpe, PVC, PC, Nylon, Pmma)Document63 pagesRecent Advances in The Chemical Recycling of Polymers (PP, PS, Ldpe, Hdpe, PVC, PC, Nylon, Pmma)vishalNo ratings yet
- A Review On Warm Mix Asphalt: February 2019Document10 pagesA Review On Warm Mix Asphalt: February 2019ahmad samir shahsamandyNo ratings yet
- The Discovery of ExxonMobil's M41S Family of Mesoporous Molecular SievesDocument20 pagesThe Discovery of ExxonMobil's M41S Family of Mesoporous Molecular SievesHenrique SouzaNo ratings yet
- Waste Water Treatment Set 4Document6 pagesWaste Water Treatment Set 4Rather IrshadNo ratings yet
- Zeolite: Zeolites Are Microporous, AluminosilicateDocument51 pagesZeolite: Zeolites Are Microporous, AluminosilicatemelprvnNo ratings yet
- Chapter 2, Water in Chemical IndustryDocument65 pagesChapter 2, Water in Chemical IndustrysineNo ratings yet
- E Cient Ring-Opening Reaction of Tetralin Over Nanosized ZSM 5 Zeolite: E Ffect of Sio /al O Ratio and Reaction ConditionDocument11 pagesE Cient Ring-Opening Reaction of Tetralin Over Nanosized ZSM 5 Zeolite: E Ffect of Sio /al O Ratio and Reaction ConditionbrianNo ratings yet
- Geolite Modifier 210Document4 pagesGeolite Modifier 210Izziddeen AhmedNo ratings yet
- P-Block ElementsDocument14 pagesP-Block ElementsAviNo ratings yet
- Zeolita Experimento Filtro CO2Document8 pagesZeolita Experimento Filtro CO2panama sunpowerNo ratings yet
- Zeolite Thesis PDFDocument8 pagesZeolite Thesis PDFmichelethomasreno100% (2)
- The Effect of Si/Al Ratio of ZSM-5 Zeolite On Its Morphology, Acidity and Crystal SizeDocument7 pagesThe Effect of Si/Al Ratio of ZSM-5 Zeolite On Its Morphology, Acidity and Crystal SizeKATHERYN ESTUPIÑANNo ratings yet
- 2015 Catalysis - PDFDocument52 pages2015 Catalysis - PDFMilind Shah100% (1)
- Bookofabstracts 2016Document182 pagesBookofabstracts 2016mohammed gwailNo ratings yet
- Sylobead BR E 2010 f100222 Web PDFDocument28 pagesSylobead BR E 2010 f100222 Web PDFMariam AsgharNo ratings yet
- Polyethylene Catalytic Cracking by Thermogravimetric AnalysisDocument13 pagesPolyethylene Catalytic Cracking by Thermogravimetric AnalysisMohamed FateemNo ratings yet
- No.04-Hydrothermal Synthesis of Nanomaterials-GUODocument22 pagesNo.04-Hydrothermal Synthesis of Nanomaterials-GUOPsyke R. Once50% (4)
- Influence of Platinum On Mordenite Properties and Catalytic Activity Towards Cyclohexene EpoxidationDocument12 pagesInfluence of Platinum On Mordenite Properties and Catalytic Activity Towards Cyclohexene Epoxidationbruno barrosNo ratings yet
- Microporous and Mesoporous Materials: SciencedirectDocument8 pagesMicroporous and Mesoporous Materials: SciencedirectGus AcevedoNo ratings yet
- Microporous and Mesoporous MaterialsDocument7 pagesMicroporous and Mesoporous MaterialsHamidreza AbriNo ratings yet