Advanced Transmission and Oil System Concepts For Modern Aero-Engines
Advanced Transmission and Oil System Concepts For Modern Aero-Engines
Download as pdf or txt
You might also like
- Micro-Project HYD 22401 S-20 Sagar, Prasad, Atharva, JayantDocument29 pagesMicro-Project HYD 22401 S-20 Sagar, Prasad, Atharva, JayantSAGAR KANKHARE71% (7)
- ASME GT2004-53079 CFDHPComprSpoolDocument10 pagesASME GT2004-53079 CFDHPComprSpoolkcpatnaikNo ratings yet
- Study of An Air-Oil Pump and Separator Solution For Aero Engine Lubrication SystemsDocument10 pagesStudy of An Air-Oil Pump and Separator Solution For Aero Engine Lubrication SystemssenthilNo ratings yet
- Frekans 2Document9 pagesFrekans 2cerden1998No ratings yet
- Weltens 1993Document23 pagesWeltens 1993Atharva ShahNo ratings yet
- PADRAM: Parametric Design and Rapid Meshing System For Turbomachinery OptimisationDocument13 pagesPADRAM: Parametric Design and Rapid Meshing System For Turbomachinery Optimisationgpb76No ratings yet
- gt2006 90105Document16 pagesgt2006 90105tadele10No ratings yet
- Sae Technical Paper Series: James F. Sinnamon and Mark C. SellnauDocument17 pagesSae Technical Paper Series: James F. Sinnamon and Mark C. SellnauFabio GuedesNo ratings yet
- Comparison of Transient Modeling Techniques For A Micro Turbine EngineDocument10 pagesComparison of Transient Modeling Techniques For A Micro Turbine EngineSophia UpeguiNo ratings yet
- Monday, March 31, 2014: 9:30 AM-11:30 AM Location: Chart Room (Hilton New Orleans Riverside)Document4 pagesMonday, March 31, 2014: 9:30 AM-11:30 AM Location: Chart Room (Hilton New Orleans Riverside)Boudoukhana AbdelazizNo ratings yet
- Sviluppo CompressoriDocument10 pagesSviluppo CompressoriFederico PinnaNo ratings yet
- Sae Technical Paper Series: Johannes Andersen, Fredrik Lindström and Fredrik WestinDocument16 pagesSae Technical Paper Series: Johannes Andersen, Fredrik Lindström and Fredrik WestinBogdan NituNo ratings yet
- Nozzle Momentum Efficiency Definition, Measurement and Importance For Diesel CombustionDocument8 pagesNozzle Momentum Efficiency Definition, Measurement and Importance For Diesel CombustionSutiknoNo ratings yet
- Optimal Design of Swept, Leaned and Skewed Blades in A Transonic Axial CompressorDocument11 pagesOptimal Design of Swept, Leaned and Skewed Blades in A Transonic Axial Compressorramnadh803181No ratings yet
- Gt2005-68404 Demonstration of A Turbojet Engine Using An Air Foil BearingDocument9 pagesGt2005-68404 Demonstration of A Turbojet Engine Using An Air Foil BearingflNo ratings yet
- HT Review 2ndacceptedversion31032017Document25 pagesHT Review 2ndacceptedversion31032017shenjiaan7No ratings yet
- Characterization of The Ring Pack Lubricant and Its EnvironmentDocument10 pagesCharacterization of The Ring Pack Lubricant and Its EnvironmentAvinash Gamit100% (1)
- Simulation of Oil Flow in Gear Box HoursingDocument11 pagesSimulation of Oil Flow in Gear Box HoursingTrong NguyenNo ratings yet
- 2008 德国 Influence of Blade Fillets on the Performance of a 15 Stage Gas Turbine CompressorDocument10 pages2008 德国 Influence of Blade Fillets on the Performance of a 15 Stage Gas Turbine CompressorlianboNo ratings yet
- 70 Ijmperdapr201870Document8 pages70 Ijmperdapr201870TJPRC PublicationsNo ratings yet
- Technical Paper - SGT400 ASME 2002Document9 pagesTechnical Paper - SGT400 ASME 2002usaid saifullahNo ratings yet
- V001t01a001 99 GT 001Document9 pagesV001t01a001 99 GT 001ShreyashNo ratings yet
- 12 - Design of A Propeller Fan Using 3-D Inverse Design Method and CFD For High Efficiency and Low Aerodynamic NoiseDocument7 pages12 - Design of A Propeller Fan Using 3-D Inverse Design Method and CFD For High Efficiency and Low Aerodynamic NoisekcpatnaikNo ratings yet
- Automotive Turbocharger Compressor CFD and Extension Towards Incorporating Installation EffectsDocument10 pagesAutomotive Turbocharger Compressor CFD and Extension Towards Incorporating Installation EffectsMuhtasim FuadNo ratings yet
- Experimental Study of Thermal Performance and Pressure Drop in Compact HeatDocument7 pagesExperimental Study of Thermal Performance and Pressure Drop in Compact Heat박종윤No ratings yet
- Gas Turbine Performance DeteriorationDocument0 pagesGas Turbine Performance DeteriorationGeorge John Amegashie100% (2)
- An Optimization-Based Framework For Dynamic Model - Review-1Document11 pagesAn Optimization-Based Framework For Dynamic Model - Review-1Feby AbrahamNo ratings yet
- CompressorDesign TurboshaftDocument12 pagesCompressorDesign Turboshaft077bme030No ratings yet
- Garre 2018 IOP Conf. Ser. Mater. Sci. Eng. 455 012012Document6 pagesGarre 2018 IOP Conf. Ser. Mater. Sci. Eng. 455 012012Deniz AtmacaNo ratings yet
- Compressor Map Prediction Tool: IOP Conference Series: Materials Science and EngineeringDocument11 pagesCompressor Map Prediction Tool: IOP Conference Series: Materials Science and Engineeringthlim19078656No ratings yet
- Design and Analysis of Automobile Exhaust AssemblyDocument7 pagesDesign and Analysis of Automobile Exhaust AssemblyIJRASETPublicationsNo ratings yet
- Patterson 1998Document19 pagesPatterson 1998Kaushik Ram SNo ratings yet
- Spoiler Actuator IntegrationDocument23 pagesSpoiler Actuator IntegrationFabián AcevedoNo ratings yet
- Gear Experience-Marine: Design and Laboratory Gas Turbine PropulsionDocument18 pagesGear Experience-Marine: Design and Laboratory Gas Turbine PropulsionPhyo ThihabookNo ratings yet
- A Review of Heat Transfer in TurbochargerDocument24 pagesA Review of Heat Transfer in TurbochargerAdhiNo ratings yet
- Compression Ratio Effects On Performance, Efficiency, Emissions and Combustion in A Carbureted and PFI Small EngineDocument16 pagesCompression Ratio Effects On Performance, Efficiency, Emissions and Combustion in A Carbureted and PFI Small EngineAbdurahman MuhammadNo ratings yet
- Computational Fluid Dynamics Analysis of A Turbocharger SystemDocument4 pagesComputational Fluid Dynamics Analysis of A Turbocharger Systemmuthu vNo ratings yet
- Turbocharger Dynamic Analysis: Advanced Design Simulation in Time Domain Using CFD Predicted Thermal Boundary ConditionsDocument14 pagesTurbocharger Dynamic Analysis: Advanced Design Simulation in Time Domain Using CFD Predicted Thermal Boundary ConditionsSabanSaulicNo ratings yet
- Research Paper On Gas TurbineDocument8 pagesResearch Paper On Gas Turbinegz8jpg31100% (1)
- GT2006 90992Document15 pagesGT2006 90992lizfireupNo ratings yet
- Universal Modeling Method - The Instrument For Centrifugal Compressor Gas Dynamic DesignDocument9 pagesUniversal Modeling Method - The Instrument For Centrifugal Compressor Gas Dynamic Designdvb018No ratings yet
- Computational Fluid Dynamics Analysis of Cryogenic Turboexpander-Ijaerdv03i1016292 PDFDocument3 pagesComputational Fluid Dynamics Analysis of Cryogenic Turboexpander-Ijaerdv03i1016292 PDFJose Luis Rodriguez LópezNo ratings yet
- Development of The D8 Transport Configuration: Mark DrelaDocument14 pagesDevelopment of The D8 Transport Configuration: Mark DrelaBRAYAN SARNo ratings yet
- Dwell 2Document14 pagesDwell 2Ramon LVNo ratings yet
- Development of A Late Intake-Valve Closing (LIVC) Miller Cycle For Stationary Natural Gas Engines Effect of EGR UtilizationDocument16 pagesDevelopment of A Late Intake-Valve Closing (LIVC) Miller Cycle For Stationary Natural Gas Engines Effect of EGR UtilizationARUN VNo ratings yet
- GT2017 63242Document12 pagesGT2017 63242Viet LeNo ratings yet
- Turbocharger Turbine Aerodynamic Optimization For Reduced Fuel Consumption and CO2 Emissions From Heavy-Duty Diesel Engines: Experimental Validation and Flow Field AnalysisDocument16 pagesTurbocharger Turbine Aerodynamic Optimization For Reduced Fuel Consumption and CO2 Emissions From Heavy-Duty Diesel Engines: Experimental Validation and Flow Field AnalysiscostallNo ratings yet
- JCHPS 200 B. Selva Babu 287-293Document7 pagesJCHPS 200 B. Selva Babu 287-293Selva BabuNo ratings yet
- Application of CFD To Debottleneck Production SepaDocument14 pagesApplication of CFD To Debottleneck Production SepaFernando AmoresNo ratings yet
- CFD Analysis of Non-Symmetrical Intake Manifold For Formula SAE CarDocument11 pagesCFD Analysis of Non-Symmetrical Intake Manifold For Formula SAE CarGtatlisNo ratings yet
- Centrifugal Carbamate Pump Failures-Improvement PDFDocument21 pagesCentrifugal Carbamate Pump Failures-Improvement PDFAbdulrahman Alkhowaiter100% (1)
- Intake Design For Maximum PerformanceDocument8 pagesIntake Design For Maximum PerformanceCaio Paim100% (2)
- gt2011 45614Document10 pagesgt2011 45614DeckrunNo ratings yet
- 1 s2.0 S2092678221000510 MainDocument15 pages1 s2.0 S2092678221000510 MainromaylopezismaelNo ratings yet
- Transient Performance of Gas Turbines: ° 2005 by ABCMDocument8 pagesTransient Performance of Gas Turbines: ° 2005 by ABCMjoseNo ratings yet
- E-50 - Aeroengine Gearbox Design - BAPT 09 - P 595Document6 pagesE-50 - Aeroengine Gearbox Design - BAPT 09 - P 595Nikos VaxevanidisNo ratings yet
- Tejima 2011Document11 pagesTejima 2011aminardakaniNo ratings yet
- What Is A Diesel-RKDocument6 pagesWhat Is A Diesel-RKAref AhmadianNo ratings yet
- Design Optimization of An Automotive Turbocharger Thrust Bearing Using A CFD-Based THD Computational ApproachDocument21 pagesDesign Optimization of An Automotive Turbocharger Thrust Bearing Using A CFD-Based THD Computational ApproachIrah ZinirahNo ratings yet
- Full Load Test ExpanderDocument8 pagesFull Load Test Expanderdhanu_aqua100% (1)
- Principles, Requirements and Characteristics - Aircraft Engine Lubrication SystemsDocument11 pagesPrinciples, Requirements and Characteristics - Aircraft Engine Lubrication SystemssenthilNo ratings yet
- Temperature Measurement Problems in An Aero Gas Turbine EngineDocument5 pagesTemperature Measurement Problems in An Aero Gas Turbine EnginesenthilNo ratings yet
- Homebuilt Aircraft Info: Engine Lubrication, PropertiesDocument5 pagesHomebuilt Aircraft Info: Engine Lubrication, PropertiessenthilNo ratings yet
- Aviation Writer: Lubrication System of Gas Turbine EnginesDocument5 pagesAviation Writer: Lubrication System of Gas Turbine EnginessenthilNo ratings yet
- Lin1999Document18 pagesLin1999senthilNo ratings yet
- Vibration of Turbine Engines As The Criterion of Production Quality of Rotor Assemblies and Their Current Technical StateDocument8 pagesVibration of Turbine Engines As The Criterion of Production Quality of Rotor Assemblies and Their Current Technical StatesenthilNo ratings yet
- Soil Consolidation - R1Document95 pagesSoil Consolidation - R1estardo123No ratings yet
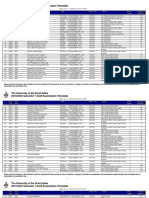
- UWI Timetable Cross Reference Draft 201910 29OCT2019Document30 pagesUWI Timetable Cross Reference Draft 201910 29OCT2019TheBoss 20No ratings yet
- Ningbo Jinglefast Imp & Exp Co., LTD: Test CertificateDocument1 pageNingbo Jinglefast Imp & Exp Co., LTD: Test CertificateDennis Carlos Cueva MontufarNo ratings yet
- Department of Mathematics: Wynberg Boys' High SchoolDocument11 pagesDepartment of Mathematics: Wynberg Boys' High SchoolChey1242No ratings yet
- 08 Hyperbolic FunctionsDocument7 pages08 Hyperbolic FunctionsRon HartNo ratings yet
- WS-STM-1207-1172-00002 - Power Plant SpecificatoinDocument20 pagesWS-STM-1207-1172-00002 - Power Plant SpecificatoinAsdin AmroeNo ratings yet
- Machine Design Problem SetsDocument23 pagesMachine Design Problem SetsMAX LAPINGCAO100% (1)
- Point Groups: Syam Kumar A.M. Guide:Dr - Vishnu Mayya Bannur Department of Physics University of CalicutDocument23 pagesPoint Groups: Syam Kumar A.M. Guide:Dr - Vishnu Mayya Bannur Department of Physics University of CalicutSyam KumarNo ratings yet
- Master Thesis Bone VDocument91 pagesMaster Thesis Bone VChinh Hoang QuangNo ratings yet
- Cheat Sheet Test #1Document1 pageCheat Sheet Test #1Tyler LogginsNo ratings yet
- Module 42 - USD Beams RiDocument2 pagesModule 42 - USD Beams RiClark SibiNo ratings yet
- A New Robust LMI-based Model Predictive Control For Continuous-Time Uncertain Nonlinear SystemsDocument13 pagesA New Robust LMI-based Model Predictive Control For Continuous-Time Uncertain Nonlinear SystemsLuis CarvalhoNo ratings yet
- Vacuoline 1405 & 1409 PdsDocument2 pagesVacuoline 1405 & 1409 PdsNoche de EstrellasNo ratings yet
- 4 - Anchor - Bolts - Base - Plate - DD1-2 - Updated Shear KeyDocument38 pages4 - Anchor - Bolts - Base - Plate - DD1-2 - Updated Shear Keytitir bagchiNo ratings yet
- R0 - Design of Abutment A1 With Open FN MJB CH-599+190Document124 pagesR0 - Design of Abutment A1 With Open FN MJB CH-599+190chiranjeevimd2991 MDNo ratings yet
- MPharm Pharmaceutical Quality AssuranceDocument29 pagesMPharm Pharmaceutical Quality Assurancevidusha9727No ratings yet
- Postposition Is Not CaseDocument18 pagesPostposition Is Not Casesosborne109No ratings yet
- Economic and Product Design Considerations in MachiningDocument29 pagesEconomic and Product Design Considerations in Machininghashir siddiquiNo ratings yet
- Narathepp,+255612190825 - 53 Js Crma P 127 135Document9 pagesNarathepp,+255612190825 - 53 Js Crma P 127 135Zaya TunNo ratings yet
- Automotive Electrical & Electronic System.: Course Code: EEE5025. Faculty-In-Charge: DR B. AshokDocument8 pagesAutomotive Electrical & Electronic System.: Course Code: EEE5025. Faculty-In-Charge: DR B. AshokPiyush BidwaiNo ratings yet
- Subject 1: Statistical TechniquesDocument6 pagesSubject 1: Statistical TechniquesAkash AgarwalNo ratings yet
- 012019.penawaran Pelatihan Materi Metering Ke Pertamina Perser0 220219Document5 pages012019.penawaran Pelatihan Materi Metering Ke Pertamina Perser0 220219Ahmad SahlaniNo ratings yet
- Sound Absorption Coefficient 2Document6 pagesSound Absorption Coefficient 2Kanika ChouhanNo ratings yet
- Discharge in Long Air GapsDocument8 pagesDischarge in Long Air GapsMartin MartinecNo ratings yet
- Instructors GuideDocument11 pagesInstructors GuidePenelope AveryNo ratings yet
- Lighting StandarDocument2 pagesLighting StandarThe GamerNo ratings yet
- Physics Class 11 Notes Chapter 11: Thermal Properties of MatterDocument10 pagesPhysics Class 11 Notes Chapter 11: Thermal Properties of MatterSneha SinhaNo ratings yet
- Combined Impacts of The Ceiling Radiant Cooling and Ventilation On Dispersion and DepositionDocument12 pagesCombined Impacts of The Ceiling Radiant Cooling and Ventilation On Dispersion and DepositionMariaNo ratings yet
- Solucionario SerwayDocument20 pagesSolucionario SerwayBrenda DonisNo ratings yet