Bioethanol
Bioethanol
Download as pdf or txt
You might also like
- Spotlight 2023 No 10Document70 pagesSpotlight 2023 No 10Português17 cada dia67% (3)
- Ethanol From MolassesDocument6 pagesEthanol From MolassesSparrowGospleGilbertNo ratings yet
- Exam 2010qqqDocument2 pagesExam 2010qqqMohamed AbdullaNo ratings yet
- Production of BioethanolDocument22 pagesProduction of BioethanolAniket Chaki100% (1)
- Research ProposalDocument23 pagesResearch ProposalIsabellaNo ratings yet
- Bioethanol Production NotesDocument42 pagesBioethanol Production NotesJhanvi SharmaNo ratings yet
- Industrial AlcoholDocument15 pagesIndustrial AlcoholDave Anthony LauroNo ratings yet
- Project 5 Maleic AnhydrideDocument11 pagesProject 5 Maleic Anhydrideandm9100% (1)
- Industrial Waste Water Treatment-DistilleryDocument7 pagesIndustrial Waste Water Treatment-DistillerysheethalNo ratings yet
- DWSIM Flowsheet Development For Extractive Distillation Separation of Ethanol-Ethyl Acetate Mixture Using FurfuralDocument3 pagesDWSIM Flowsheet Development For Extractive Distillation Separation of Ethanol-Ethyl Acetate Mixture Using FurfuralSarang Goh100% (1)
- Experiment No. 2Document19 pagesExperiment No. 2Ian KoNo ratings yet
- Ethanol Plant PDFDocument2 pagesEthanol Plant PDFSpamuelleNo ratings yet
- Ethanol Production Process From Molasses PDFDocument2 pagesEthanol Production Process From Molasses PDFPamela0% (1)
- Adipic AcidDocument4 pagesAdipic Acidbnar jNo ratings yet
- Manufacture of StyreneDocument4 pagesManufacture of StyreneOayes MiddaNo ratings yet
- Table of Contents (00000002) .Docx LatestDocument94 pagesTable of Contents (00000002) .Docx LatestkashifwarsiNo ratings yet
- Cumene Process DesignDocument16 pagesCumene Process Designendang dian lestariNo ratings yet
- StyreneDocument22 pagesStyreneMohd Masri A. Razak100% (1)
- Citric Acid-PEDDocument32 pagesCitric Acid-PEDJomhel CalluengNo ratings yet
- Synthesis of Furfural From Bagasse: Submitted To UIT-RGPVDocument14 pagesSynthesis of Furfural From Bagasse: Submitted To UIT-RGPVvivekNo ratings yet
- Production of Isopropyl Palmitate-Experimental StudiesDocument12 pagesProduction of Isopropyl Palmitate-Experimental Studiesikaw_3No ratings yet
- Prepared By: Jalpa KhutwadDocument23 pagesPrepared By: Jalpa KhutwadHarshita KaleNo ratings yet
- Ethanol Production by Fermentation PDFDocument2 pagesEthanol Production by Fermentation PDFDebraNo ratings yet
- SugarDocument59 pagesSugarAbiot DibabaNo ratings yet
- EthanolDocument16 pagesEthanolDoulat NangareNo ratings yet
- Bioethanol From Agricultural WasteDocument20 pagesBioethanol From Agricultural WasteSatSinghNo ratings yet
- Mini Project 1 Eia CumeneDocument14 pagesMini Project 1 Eia CumenefazliNo ratings yet
- Unit 1Document21 pagesUnit 1Fitrya ChiequzaNo ratings yet
- Equipment Design Thesis List (2005-2013)Document5 pagesEquipment Design Thesis List (2005-2013)Ali DandamunNo ratings yet
- Dap ProjectDocument24 pagesDap ProjectMj GohilNo ratings yet
- Production of Lactic Acid From Mango Peel WasteDocument7 pagesProduction of Lactic Acid From Mango Peel WasteFiqa SuccessNo ratings yet
- Pesticide Manufacturing Industy - CPCBDocument37 pagesPesticide Manufacturing Industy - CPCBSaurav Chatterjee100% (3)
- Us 2556488Document3 pagesUs 2556488Ghina Fatikah SalimNo ratings yet
- Bioplastic ProductionDocument2 pagesBioplastic ProductionLukmanKuntajiNo ratings yet
- PofsdkjnlkldsgDocument258 pagesPofsdkjnlkldsgzakizahirsyahNo ratings yet
- Manufacturing of Acrylic Acid PDFDocument39 pagesManufacturing of Acrylic Acid PDFNikhil TanwarNo ratings yet
- Lecture 25 BromineDocument8 pagesLecture 25 Bromineishita.brahmbhattNo ratings yet
- Production of Acrylonitrile by Ammoxidation of PropyleneDocument33 pagesProduction of Acrylonitrile by Ammoxidation of PropyleneJ José B VelasquezNo ratings yet
- HYSYSPROB2Document19 pagesHYSYSPROB2Salim ChohanNo ratings yet
- Manufacturing Process of Molasses Based Disttilery 07042020Document24 pagesManufacturing Process of Molasses Based Disttilery 07042020Ankush GiriNo ratings yet
- Simulation of Formaldehyde Production ProcessDocument10 pagesSimulation of Formaldehyde Production ProcessDoctorObermanNo ratings yet
- Plant Desin Production of Whit Wyin From - 1Document49 pagesPlant Desin Production of Whit Wyin From - 1Ameshe MogesNo ratings yet
- State of The Art Technologies For Separation of Azeotropic MixturesDocument22 pagesState of The Art Technologies For Separation of Azeotropic MixturesLaura Alejandra PerillaNo ratings yet
- EiaDocument11 pagesEiaSumair Imtiaz Sheikh100% (1)
- Thesis Autosaved XDocument77 pagesThesis Autosaved XDaniel Setyadi100% (1)
- Design Project For Chemical Engineers: Paracetamol (Acetaminophen)Document24 pagesDesign Project For Chemical Engineers: Paracetamol (Acetaminophen)Labdhi ShahNo ratings yet
- Fermentation SystemsDocument40 pagesFermentation SystemsLolly AntillonNo ratings yet
- Anaerobic Digestion: Factors Affecting Anaerobic Digestion ProcessDocument17 pagesAnaerobic Digestion: Factors Affecting Anaerobic Digestion ProcessCeniceros Enriquez Ana Victoria100% (1)
- Biodiesel Production Using Nanocatalyst 3Document48 pagesBiodiesel Production Using Nanocatalyst 3ali abdulrahman al-ezziNo ratings yet
- Continuous IndustriesDocument3 pagesContinuous IndustriesjithmavelyNo ratings yet
- Bio-Based Succinic Acid PDFDocument49 pagesBio-Based Succinic Acid PDFLinaPerafánNo ratings yet
- Ammonium ChlorideDocument16 pagesAmmonium Chloridehumag143100% (2)
- Di-Ammonium PhosphateDocument1 pageDi-Ammonium PhosphateANAS CHAFRINo ratings yet
- Dimethyl TerephthalateDocument9 pagesDimethyl Terephthalatehung_metalNo ratings yet
- Simulation of Food Drying Processes by Computational Fluid Dynamics (CFD) Recent Advances and ApproachesDocument49 pagesSimulation of Food Drying Processes by Computational Fluid Dynamics (CFD) Recent Advances and ApproachesJJ Monjardín-GámezNo ratings yet
- Application of Aromatic Compounds: Student Name: Student Number: Student Level: Course Name: Course CodeDocument12 pagesApplication of Aromatic Compounds: Student Name: Student Number: Student Level: Course Name: Course Code1828298 1828298No ratings yet
- KemiraDocument4 pagesKemiraMuhammad UmairNo ratings yet
- Edi Report 1Document40 pagesEdi Report 1Sara TalathiNo ratings yet
- Polychloroprene (CR), Chloroprene Rubber: ApplicationsDocument5 pagesPolychloroprene (CR), Chloroprene Rubber: ApplicationsOSIIQPGRISNo ratings yet
- Hydrogen Production TechnologiesFrom EverandHydrogen Production TechnologiesMehmet SankirNo ratings yet
- 6-Shang XueyingDocument45 pages6-Shang Xueyingrushilraju29No ratings yet
- Passivity: Passivity: Loss of Chemical Reactivity of An Electrode in An Environment Due To TheDocument7 pagesPassivity: Passivity: Loss of Chemical Reactivity of An Electrode in An Environment Due To TheMuntazer QasimNo ratings yet
- Lecture 5Document12 pagesLecture 5Muntazer QasimNo ratings yet
- Lap Thermo: Pilot Plant Lab. in Chemical Engineering Department Level. 3rd ClassDocument4 pagesLap Thermo: Pilot Plant Lab. in Chemical Engineering Department Level. 3rd ClassMuntazer QasimNo ratings yet
- Vinyl AcetyleneDocument8 pagesVinyl AcetyleneMuntazer QasimNo ratings yet
- Amare FisshaDocument118 pagesAmare FisshaMuntazer QasimNo ratings yet
- Production of Methyl Tertiary Butyl Ether Using Snamprogetti ProcessDocument103 pagesProduction of Methyl Tertiary Butyl Ether Using Snamprogetti ProcessMuntazer QasimNo ratings yet
- Graduation-Project - Sulfuric AcidDocument195 pagesGraduation-Project - Sulfuric AcidMuntazer QasimNo ratings yet
- Culture in MoroccoDocument2 pagesCulture in Moroccohindoush3No ratings yet
- ReviewerDocument6 pagesReviewerKarl LintanNo ratings yet
- WEEK 1-2 ENGLISH Summative Test First Month Q3Document2 pagesWEEK 1-2 ENGLISH Summative Test First Month Q3Jhon BerdanNo ratings yet
- Ogl340 Module 6 Discussion BoardDocument2 pagesOgl340 Module 6 Discussion Boardapi-523269119No ratings yet
- Clearam TR 3010 - SpecDocument2 pagesClearam TR 3010 - SpecHoàngHiệpNo ratings yet
- Raah Mahajan IHR 2-23-22Document2 pagesRaah Mahajan IHR 2-23-22mahajanraahilNo ratings yet
- Collocations: 10 A by B For C On D inDocument36 pagesCollocations: 10 A by B For C On D inVũ Quang HuyNo ratings yet
- Sadhana: The Daily Sadhana ProcessDocument4 pagesSadhana: The Daily Sadhana Processhonorato2705No ratings yet
- Menagerie - JohnsonDocument4 pagesMenagerie - JohnsonArwenMitchellNo ratings yet
- Instant ebooks textbook Venture Deals Be Smarter Than Your Lawyer and Venture Capitalist 2e Wei Zhi download all chaptersDocument24 pagesInstant ebooks textbook Venture Deals Be Smarter Than Your Lawyer and Venture Capitalist 2e Wei Zhi download all chaptersluannyanaath100% (2)
- Dokumen - Tips - Soal Dan Pembahasan Tryout Bahasa Inggris Kelas 9 Xi SMP MalangDocument15 pagesDokumen - Tips - Soal Dan Pembahasan Tryout Bahasa Inggris Kelas 9 Xi SMP MalangIndri Tsania PutriNo ratings yet
- Semi - Detailed Lesson Plan in T.L.E For Grade 10 I. ObjectivesDocument2 pagesSemi - Detailed Lesson Plan in T.L.E For Grade 10 I. ObjectivesGeronimo RamojalNo ratings yet
- Brioche Pomme Myrtille ENDocument2 pagesBrioche Pomme Myrtille ENMustafa Atar100% (1)
- SQTritunggal NewDocument11 pagesSQTritunggal NewYung Tanjung100% (1)
- Feasibility StudyDocument26 pagesFeasibility StudyWaz KaBoom100% (2)
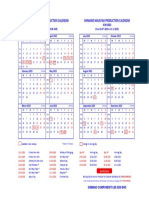
- Shimano Malaysia Production Calendar Shimano Malaysia Production CalendarDocument1 pageShimano Malaysia Production Calendar Shimano Malaysia Production CalendarMohd Khalid Noor KhalidNo ratings yet
- The Chase - Practice BookDocument144 pagesThe Chase - Practice Bookselda100% (1)
- 五年級期中考Document4 pages五年級期中考豬豬No ratings yet
- V Soal - Bab 9 - Kelas 4 SDDocument4 pagesV Soal - Bab 9 - Kelas 4 SDdistria N SNo ratings yet
- A Day in The Life of A Mom Survival GuideDocument13 pagesA Day in The Life of A Mom Survival GuideNelli PolgárNo ratings yet
- Competency Based Learning MaterialsDocument70 pagesCompetency Based Learning Materialsgmarkus hackerNo ratings yet
- Brochure Banh Xeo - Group 6Document2 pagesBrochure Banh Xeo - Group 6Nail XinhNo ratings yet
- Cookies Final ProjectDocument3 pagesCookies Final Projectapi-612674019No ratings yet
- Gardener's ToolsDocument2 pagesGardener's ToolsSteve DonahueNo ratings yet
- Bi Dong Lop 9Document26 pagesBi Dong Lop 9w10220008No ratings yet
- Formulation and Evaluation of Herbal Lipbalm From Amaranth Leaf Colour PigmentDocument12 pagesFormulation and Evaluation of Herbal Lipbalm From Amaranth Leaf Colour PigmentIJRASETPublicationsNo ratings yet
- Rajarshi School of Management and Technology: Marketing Research and Sales DistributionDocument68 pagesRajarshi School of Management and Technology: Marketing Research and Sales Distributionindia cybercafeNo ratings yet
- Name: Eugene D. Emperua Quail ProductionDocument3 pagesName: Eugene D. Emperua Quail Productioneugene emperuaNo ratings yet
- Ets Tofel Test 1Document37 pagesEts Tofel Test 1morsalNo ratings yet