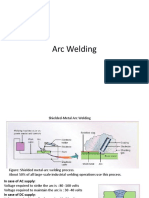
Enclosed Arc Welding
Enclosed Arc Welding
Download as pdf or txt
You might also like
- Ajay Kumar Consolidated MarksheetDocument1 pageAjay Kumar Consolidated MarksheetKeshav GGSU100% (1)
- CE 370 HW 5 - Poisson's Distribution-SolutionsDocument9 pagesCE 370 HW 5 - Poisson's Distribution-SolutionsfaisalasgharNo ratings yet
- C3 - Concrete Mix DesignDocument26 pagesC3 - Concrete Mix DesignTAN PANG ZORNo ratings yet
- John Hicks (Auth.) - Welded Joint Design-Woodhead Publishing (1997)Document92 pagesJohn Hicks (Auth.) - Welded Joint Design-Woodhead Publishing (1997)Roshan Shanmughan100% (1)
- Auto-Transformer Design - A Practical Handbook for Manufacturers, Contractors and WiremenFrom EverandAuto-Transformer Design - A Practical Handbook for Manufacturers, Contractors and WiremenRating: 4 out of 5 stars4/5 (2)
- Pietro-Fiorentini Sizing Pressure Regulators & Control Valves PDFDocument16 pagesPietro-Fiorentini Sizing Pressure Regulators & Control Valves PDFRichard YentumiNo ratings yet
- 1 Arc Welding 1Document40 pages1 Arc Welding 1ali100% (1)
- 11CrMo9-10 Evolution of MicrostructureDocument15 pages11CrMo9-10 Evolution of MicrostructureDaniele CastellaniNo ratings yet
- Review of Resistance Spot Welding of SteelDocument31 pagesReview of Resistance Spot Welding of SteelLívia RodriguesNo ratings yet
- FCAW On Creep SteelDocument5 pagesFCAW On Creep SteelferayNo ratings yet
- Weld Repair of Manganese Frogs For Enhanced Safety Shared Service PDFDocument20 pagesWeld Repair of Manganese Frogs For Enhanced Safety Shared Service PDFpumud pumudNo ratings yet
- Study of Damage Initiation and Fracture in Aluminum TailorDocument16 pagesStudy of Damage Initiation and Fracture in Aluminum TailorAhmad NajiNo ratings yet
- Influence of Storage Conditions On Aluminum 4043A Welding WiresDocument8 pagesInfluence of Storage Conditions On Aluminum 4043A Welding WiresdietersimaNo ratings yet
- Ultrasonic Non-Destructive Evaluation For Spot Welding in The Automotive IndustryDocument6 pagesUltrasonic Non-Destructive Evaluation For Spot Welding in The Automotive IndustryCarlos MusellaNo ratings yet
- Quality Monitoring For A Resistance Spot Weld Process of Galvanized Dual-Phase Steel Based On The Electrode DisplacementDocument10 pagesQuality Monitoring For A Resistance Spot Weld Process of Galvanized Dual-Phase Steel Based On The Electrode DisplacementafabNo ratings yet
- Submerged Arc WeldingDocument42 pagesSubmerged Arc WeldingMário SilvaNo ratings yet
- Prevention of Dry-Band Arc Damage On ADSS CablesDocument9 pagesPrevention of Dry-Band Arc Damage On ADSS CablesHugh cabNo ratings yet
- Types of Arc WeldingDocument20 pagesTypes of Arc WeldingEhigiator Joseph100% (1)
- Applsci 09 03118 v2 PDFDocument24 pagesApplsci 09 03118 v2 PDFRami GhorbelNo ratings yet
- Dodge Et Al., 2014Document7 pagesDodge Et Al., 2014Luan CaetanoNo ratings yet
- About Welding Process 14Document1 pageAbout Welding Process 14XerexNo ratings yet
- Get Grounded: Protecting Electrical Devices From Lightning TransientsDocument13 pagesGet Grounded: Protecting Electrical Devices From Lightning Transientsdigit133No ratings yet
- Materi Pertemuan Ke 4. Pengelasan FCAWDocument31 pagesMateri Pertemuan Ke 4. Pengelasan FCAWRaihan Arrafi10No ratings yet
- Welding Process & DefectsDocument11 pagesWelding Process & DefectsAbhishek TalujaNo ratings yet
- CWI Module 3Document2 pagesCWI Module 3Basil M. Ikhleif100% (1)
- New Microsoft Word DocumentDocument6 pagesNew Microsoft Word DocumentAmogh Ravindra ManchaliNo ratings yet
- Testing WeldsDocument16 pagesTesting Weldschokrib100% (2)
- Gmaw Arc FundaDocument11 pagesGmaw Arc FundavonipkoNo ratings yet
- Cathodic Protection Systems and The NECDocument9 pagesCathodic Protection Systems and The NECAnonymous uxilzxUkaINo ratings yet
- Digital AssignmentDocument9 pagesDigital AssignmentuditNo ratings yet
- Thermite Welding MetallurgyDocument3 pagesThermite Welding MetallurgyDarryl007No ratings yet
- Dual Beam Method For Laser Welding of Galvanized SteelDocument6 pagesDual Beam Method For Laser Welding of Galvanized SteeldomihaliNo ratings yet
- (480451256) 17 Harish GargDocument6 pages(480451256) 17 Harish GargJohn RajNo ratings yet
- Surface Modification Methods: Dr. M. KamarajDocument68 pagesSurface Modification Methods: Dr. M. KamarajEdukondalu PentapatiNo ratings yet
- Lecture 7 & 8: Submerged Arc WeldingDocument4 pagesLecture 7 & 8: Submerged Arc Weldingরিপন মন্ডলNo ratings yet
- Component Test For The Assessment of Delayed Hydrogen-Assisted Cracking in Thick-Walled SAW Joints For Offshore ApplicationsDocument15 pagesComponent Test For The Assessment of Delayed Hydrogen-Assisted Cracking in Thick-Walled SAW Joints For Offshore ApplicationsafabNo ratings yet
- Maz Umder 1982Document9 pagesMaz Umder 1982Alejandra PradoNo ratings yet
- 11 Pilarczyk Weglowski-Electron Beam Use in Welding and Allied TechnologiesDocument7 pages11 Pilarczyk Weglowski-Electron Beam Use in Welding and Allied TechnologiesathulpcucekNo ratings yet
- Electroslag WeldingDocument10 pagesElectroslag WeldingNazmul Ahsan100% (1)
- Welding Part 1Document16 pagesWelding Part 1AMULYA U REDDYNo ratings yet
- J Apsusc 2009 07 081Document10 pagesJ Apsusc 2009 07 081Waqas MuneerNo ratings yet
- Underwater WeldingDocument36 pagesUnderwater WeldingnoopeypramodkumarNo ratings yet
- Shielded Metal Arc Welding Electrodes: Chapter ObjectivesDocument8 pagesShielded Metal Arc Welding Electrodes: Chapter ObjectivesWilly UioNo ratings yet
- Aspects of Lead Acid Battery Technology 9 GridsDocument65 pagesAspects of Lead Acid Battery Technology 9 GridstjkiddNo ratings yet
- CoreTreatment IEEE YungDocument10 pagesCoreTreatment IEEE YungAli HashemiNo ratings yet
- ESW - Strip Cladding + LBW Long.Document8 pagesESW - Strip Cladding + LBW Long.Ricardo MouraNo ratings yet
- Low Energy Arc Joining Process For Materials Sensitive To HeatDocument5 pagesLow Energy Arc Joining Process For Materials Sensitive To Heatg4okk8809No ratings yet
- Gasless Wire Welding Isa Breeze: by Greg HolsterDocument6 pagesGasless Wire Welding Isa Breeze: by Greg HolsterAda Dev CsabaNo ratings yet
- Application of Electroslag Strip CladdingDocument12 pagesApplication of Electroslag Strip CladdingSANKET SINGHNo ratings yet
- Austenitic Stainless Steel Grounding Sys PDFDocument16 pagesAustenitic Stainless Steel Grounding Sys PDFbandito6411No ratings yet
- Austenitic Stainless Steel Grounding Sys PDFDocument16 pagesAustenitic Stainless Steel Grounding Sys PDFPratikNo ratings yet
- Overhead Line Maint.Document12 pagesOverhead Line Maint.Srikanth VsrNo ratings yet
- Microstructural - and - Mechanical - Properties - of - Electron Beam Welded Super Duplex Stainless SteelDocument12 pagesMicrostructural - and - Mechanical - Properties - of - Electron Beam Welded Super Duplex Stainless SteelwangpengstpNo ratings yet
- Electric Resistance WeldingDocument30 pagesElectric Resistance WeldingSenthil KumarNo ratings yet
- Redraw Rod For Multiwire DrawingDocument6 pagesRedraw Rod For Multiwire DrawingWajeeh BitarNo ratings yet
- Strip CladingDocument20 pagesStrip CladingVirjibhai khokhaniNo ratings yet
- Experiment No 02: AIM To Study Resistance Welding & Its SetupDocument6 pagesExperiment No 02: AIM To Study Resistance Welding & Its Setuprahul9981759900No ratings yet
- High Reliability PCB Design Tips For Aerosapce and Other Harsh EnvironmentsDocument10 pagesHigh Reliability PCB Design Tips For Aerosapce and Other Harsh Environmentsf22kmaNo ratings yet
- High Dielectric Constant OxidesDocument27 pagesHigh Dielectric Constant OxidesChithraParameswaranNo ratings yet
- V UploadDocument9 pagesV UploadHossein VahediNo ratings yet
- Welding 171002150527Document40 pagesWelding 171002150527Sk SajedulNo ratings yet
- Chapter9 GMAW FCAW WeldingDocument17 pagesChapter9 GMAW FCAW Weldingrusf123No ratings yet
- Use of Bamboo As Housing Material and in Making Various ProductsDocument69 pagesUse of Bamboo As Housing Material and in Making Various ProductsRAHUL100% (3)
- Product Sheet Transshipment Crane Barge 6324 Harvest DanubeDocument2 pagesProduct Sheet Transshipment Crane Barge 6324 Harvest DanubeEnquiry DESH ShipbuildingNo ratings yet
- Net Boss XADEV1800Document8 pagesNet Boss XADEV1800VardasNo ratings yet
- The Hydrodynamics Performance of Aquaculture Fishing Vessel in Variation of Deadrise Angle and SponsonDocument10 pagesThe Hydrodynamics Performance of Aquaculture Fishing Vessel in Variation of Deadrise Angle and SponsonTJPRC PublicationsNo ratings yet
- MOS Multiplier-Divider Cell For Analog VLSIDocument3 pagesMOS Multiplier-Divider Cell For Analog VLSIShwetaGautamNo ratings yet
- Zoom Valve DSP ManualDocument38 pagesZoom Valve DSP ManualRich ChardNo ratings yet
- Netcall ManualDocument7 pagesNetcall Manualnimisha rajuNo ratings yet
- Dual Diode BAV70Document3 pagesDual Diode BAV70shounakroyNo ratings yet
- Calculation of U Value Simple ConstructionDocument5 pagesCalculation of U Value Simple ConstructionMostafa AbdelalimNo ratings yet
- BMW E30 Differential GuideDocument4 pagesBMW E30 Differential GuideFede CX5AANo ratings yet
- A Study On Wormhole Attacks in MANET: Reshmi Maulik and Nabendu ChakiDocument9 pagesA Study On Wormhole Attacks in MANET: Reshmi Maulik and Nabendu Chakiqwe asdNo ratings yet
- Ut 351 PDFDocument94 pagesUt 351 PDFLuis Alberto Parco AtanacioNo ratings yet
- 10.1. Cis Environment: Meaning of CIS AuditDocument13 pages10.1. Cis Environment: Meaning of CIS AuditShubham BhatiaNo ratings yet
- Savina TSB 8Document3 pagesSavina TSB 8Ahmed AlkabodyNo ratings yet
- Spare Parts Proposal Kit: Boyles C5CDocument6 pagesSpare Parts Proposal Kit: Boyles C5CRafael Castillo LimachiNo ratings yet
- Bridgenorth Bypass Study DesignDocument28 pagesBridgenorth Bypass Study DesignPeterborough ExaminerNo ratings yet
- MSHOP HEAD - HM4N - Policy Sheet - 19 20 Rev 2Document12 pagesMSHOP HEAD - HM4N - Policy Sheet - 19 20 Rev 2Rajesh KalraNo ratings yet
- Planning Grid Leaving Cert Construction StudiesDocument4 pagesPlanning Grid Leaving Cert Construction Studiesapi-544280724No ratings yet
- A.I. Architecture IntelligenceDocument8 pagesA.I. Architecture IntelligenceRania AhmedNo ratings yet
- Qareport Flyer UsDocument2 pagesQareport Flyer UsArjunNo ratings yet
- 2.2.4.3 Lab - Researching WAN Technologies PDFDocument5 pages2.2.4.3 Lab - Researching WAN Technologies PDFNwonknu TsetNo ratings yet
- Principle, Advantages, Disadvantages, Application S of Different Sterilisation Methods and in Process ControlDocument50 pagesPrinciple, Advantages, Disadvantages, Application S of Different Sterilisation Methods and in Process ControlAhmed ImranNo ratings yet
- JOB Description: BMS Operator FM Operations Electrical Engineer Electrical Supervisor Main Purpose of JobDocument2 pagesJOB Description: BMS Operator FM Operations Electrical Engineer Electrical Supervisor Main Purpose of Jobshahbazalam4a5No ratings yet
- Lesson Plan: (Approved by AICTE & Affiliated To Anna University)Document5 pagesLesson Plan: (Approved by AICTE & Affiliated To Anna University)ramalingasaravananNo ratings yet
- DT821-SC - Ficha TécnicaDocument4 pagesDT821-SC - Ficha TécnicaAlexandra chata monsalve momsalveNo ratings yet
- MODEL: SP-25502-OM Description: Audio Plug: FeaturesDocument4 pagesMODEL: SP-25502-OM Description: Audio Plug: FeaturesMarius BudauNo ratings yet