0% found this document useful (0 votes)
97 viewsControl Valve Common Interview Questions
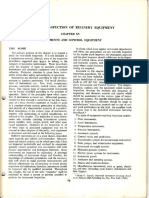
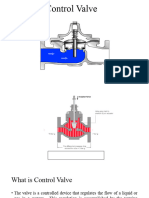
Control valves are commonly used for pressure reducing, pressure relief, pump control, rate-of-flow control, level control, and other applications. They come in various types like pressure reducing valves, pressure relief valves, and flow control valves. Important considerations for control valve selection and operation include flow characteristics, pressure and temperature ratings, valve and actuator sizing, and end connections. Three-way valves can be used for mixing or diverting applications in HVAC systems.
Uploaded by
Mustafa MehdiCopyright
© © All Rights Reserved
Available Formats
Download as PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
97 viewsControl Valve Common Interview Questions
Control valves are commonly used for pressure reducing, pressure relief, pump control, rate-of-flow control, level control, and other applications. They come in various types like pressure reducing valves, pressure relief valves, and flow control valves. Important considerations for control valve selection and operation include flow characteristics, pressure and temperature ratings, valve and actuator sizing, and end connections. Three-way valves can be used for mixing or diverting applications in HVAC systems.
Uploaded by
Mustafa MehdiCopyright
© © All Rights Reserved
Available Formats
Download as PDF, TXT or read online on Scribd
/ 10