Welding Procedure Specification (WPS)
Welding Procedure Specification (WPS)
Download as pdf or txt
You might also like
- Method Statement For Piping InstallationDocument9 pagesMethod Statement For Piping Installationคุณพ่อน้อง บิ๊กบอส100% (14)
- Method Statement For Rotating Equipment InstallationDocument10 pagesMethod Statement For Rotating Equipment Installationคุณพ่อน้อง บิ๊กบอส100% (4)
- HC-300 TaDocument56 pagesHC-300 TaOo Kenx OoNo ratings yet
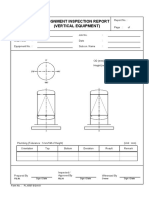
- Alignment Inspection Report (Vertical Equipment) : - Sign / Date Sign / Date Owner Sign / DateDocument6 pagesAlignment Inspection Report (Vertical Equipment) : - Sign / Date Sign / Date Owner Sign / Dateคุณพ่อน้อง บิ๊กบอส100% (2)
- Dpr1505 Assignment 02Document10 pagesDpr1505 Assignment 02ntombi100% (1)
- Method Statement For Static Equipment InstallationDocument20 pagesMethod Statement For Static Equipment Installationคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Procedure Qualification Records (PQR)Document13 pagesProcedure Qualification Records (PQR)คุณพ่อน้อง บิ๊กบอสNo ratings yet
- Painting Procedure Rev.ADocument12 pagesPainting Procedure Rev.Aคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Welder Qualification Records (WQT)Document17 pagesWelder Qualification Records (WQT)คุณพ่อน้อง บิ๊กบอสNo ratings yet
- Hydrostatic Test 3D-3711Document3 pagesHydrostatic Test 3D-3711คุณพ่อน้อง บิ๊กบอสNo ratings yet
- MKS 112 GEN AZ7 RQ 03 - A - Purchase Requisition For Painting MaterialsDocument21 pagesMKS 112 GEN AZ7 RQ 03 - A - Purchase Requisition For Painting MaterialsĐiệnBiênNhâm100% (1)
- Spec Report - 20150922Document1,507 pagesSpec Report - 20150922Midhun K Chandrabose100% (1)
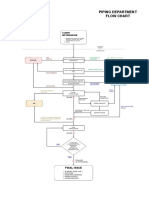
- Piping Department Flow Chart: Final IssueDocument2 pagesPiping Department Flow Chart: Final IssueFrancisco José Hernández Gómez100% (1)
- Pre Comm FormatDocument75 pagesPre Comm FormatHaleem Ur Rashid Bangash100% (1)
- PROJECT STANDARDS and SPECIFICATIONS Offshore Piping Fabrication and Installation Rev01Document8 pagesPROJECT STANDARDS and SPECIFICATIONS Offshore Piping Fabrication and Installation Rev01totongopNo ratings yet
- Bolt Torquing Tensioning Procedure PDFDocument29 pagesBolt Torquing Tensioning Procedure PDFric leonisoNo ratings yet
- Piping Fabrication 5Document4 pagesPiping Fabrication 5godennyNo ratings yet
- Flame Arrestor Procurement Spec.Document2 pagesFlame Arrestor Procurement Spec.hungNo ratings yet
- Method Statement For Paint Repair Procedure For Piping PDF FreeDocument16 pagesMethod Statement For Paint Repair Procedure For Piping PDF Freeumuhuza salomonNo ratings yet
- Material Inspection Report 6426-1Document5 pagesMaterial Inspection Report 6426-1คุณพ่อน้อง บิ๊กบอสNo ratings yet
- Bolted Flanged Joints New Methods Practices ProceedingsDocument2 pagesBolted Flanged Joints New Methods Practices ProceedingsMladen ČorokaloNo ratings yet
- E&I Tool Box ContentsDocument1 pageE&I Tool Box ContentsChandan RayNo ratings yet
- Progress Tracking Sheet-Piping Fabrication: Enter % Complete For Each Work StepDocument1 pageProgress Tracking Sheet-Piping Fabrication: Enter % Complete For Each Work StepRedouane MerabteneNo ratings yet
- QAPDocument6 pagesQAPRahul ChandanNo ratings yet
- KP-00+++-CQ712-B7357-Rev 0-ITP For CB Installation WorksDocument3 pagesKP-00+++-CQ712-B7357-Rev 0-ITP For CB Installation WorksUtku Can KılıçNo ratings yet
- NS1 Work Plan Procedure For Circulating Water Piping Installation Rev.2 Part 1 of 5Document46 pagesNS1 Work Plan Procedure For Circulating Water Piping Installation Rev.2 Part 1 of 5namdq-10% (1)
- Design Deliverable Documents ListDocument2 pagesDesign Deliverable Documents ListLai HuynhNo ratings yet
- ITP - (PIPING & Project Documents) PDFDocument5 pagesITP - (PIPING & Project Documents) PDFSUNNY BOSS100% (1)
- Project Status Report Sheet FormatDocument2 pagesProject Status Report Sheet FormatSkill IndiaNo ratings yet
- Inspection and Test PlanDocument3 pagesInspection and Test PlanGCRIADHNo ratings yet
- IOC/M&I/ELECT/E/18/2012 Electrical Motor Operated Valve Actuator & Master Station Rev.-0 Page 21 of 27Document6 pagesIOC/M&I/ELECT/E/18/2012 Electrical Motor Operated Valve Actuator & Master Station Rev.-0 Page 21 of 27Anonymous fLgaidVBhzNo ratings yet
- Itr-Pug (Ug Piping)Document12 pagesItr-Pug (Ug Piping)mahmoud100% (1)
- Sor CP17304Document18 pagesSor CP17304Neet NiteshNo ratings yet
- Polishing Procedure For PipesDocument4 pagesPolishing Procedure For Pipesคุณพ่อน้อง บิ๊กบอส0% (1)
- Tubing Leak TestDocument3 pagesTubing Leak TestOwais Malik100% (1)
- Piping Daily Fit Up Quality Control and Inspection Report FormDocument1 pagePiping Daily Fit Up Quality Control and Inspection Report FormOnM deptNo ratings yet
- Certified QA QC Inspector PipingDocument5 pagesCertified QA QC Inspector Pipingamit84indNo ratings yet
- A3080 6040 Dat MC 142 eDocument11 pagesA3080 6040 Dat MC 142 erameshqcNo ratings yet
- Construction Method and Quality Control Planning For Concrete WorkDocument8 pagesConstruction Method and Quality Control Planning For Concrete Workibal_farhan67% (3)
- Method Statement Damaged Spool ReplacentDocument12 pagesMethod Statement Damaged Spool ReplacentMohsen KeramatiNo ratings yet
- FDAS PresentationDocument20 pagesFDAS PresentationRichmond Delos SantosNo ratings yet
- Inspection and Test Plan For Structure Steel Erection Works: Arabian Industrial Fibers Company (Ibn Rushd)Document11 pagesInspection and Test Plan For Structure Steel Erection Works: Arabian Industrial Fibers Company (Ibn Rushd)Yusup MulyanaNo ratings yet
- ITP TableDocument3 pagesITP Tablearunrad100% (1)
- D7029 - Inspection Release Note FormatDocument2 pagesD7029 - Inspection Release Note Formatnisha_khan100% (1)
- MS For Fabrication & Erection of PipingDocument24 pagesMS For Fabrication & Erection of PipingravikumarNo ratings yet
- 003 ITP UG PipingDocument4 pages003 ITP UG Pipingrvsingh70100% (1)
- TIMAS-PR-PI-001 - Hot Tapping ProcedureDocument11 pagesTIMAS-PR-PI-001 - Hot Tapping ProcedureMechanical Static WRKNo ratings yet
- Mechanical Package Design Quality ChecklistDocument1 pageMechanical Package Design Quality Checklistulfat100% (1)
- WBSDocument11 pagesWBSqasim7575No ratings yet
- List of Documents For Item Rate Contract For Consultants - CombinedDocument6 pagesList of Documents For Item Rate Contract For Consultants - CombinedSumantra ChattopadhyayNo ratings yet
- Detailed Design and Engineering Deliverable List (Sample)Document9 pagesDetailed Design and Engineering Deliverable List (Sample)mohan babuNo ratings yet
- Third Party Inspection For Power CableDocument6 pagesThird Party Inspection For Power CableBeareaterNo ratings yet
- QCF307 Post Weld Heat TreamentDocument1 pageQCF307 Post Weld Heat TreamentminhnnNo ratings yet
- Scope of Supply T60Document25 pagesScope of Supply T60cmaduroheNo ratings yet
- Gail Tender - Volume-Ii-Sow (A) - Pipeline - 20181208 - 122802 PDFDocument612 pagesGail Tender - Volume-Ii-Sow (A) - Pipeline - 20181208 - 122802 PDFChirag ShahNo ratings yet
- Check List For MDB InstallationDocument2 pagesCheck List For MDB InstallationNaing Win TunNo ratings yet
- NCT-SCN-000-E06-00002 - A01 - Site Query Deviation Concession RequestDocument1 pageNCT-SCN-000-E06-00002 - A01 - Site Query Deviation Concession RequestCharles KingNo ratings yet
- Request For NDT Test FormDocument1 pageRequest For NDT Test FormJohn OliverNo ratings yet
- Commissioning Procedure of CB 150 KV - ENDIRADocument10 pagesCommissioning Procedure of CB 150 KV - ENDIRAYoga SamNo ratings yet
- MAS FormatDocument2 pagesMAS FormatDebesh ChaudharyNo ratings yet
- Punch List 01Document147 pagesPunch List 01MITHUNNo ratings yet
- Hydrotest Procedure For HVAC PKG#2 (Incl. Fire Fighting) WorkDocument8 pagesHydrotest Procedure For HVAC PKG#2 (Incl. Fire Fighting) WorkCipta Adikarya100% (1)
- Common Reference Guide To Piping EngineeringDocument32 pagesCommon Reference Guide To Piping EngineeringSteve WanNo ratings yet
- Fabrication and Control ProcedureDocument19 pagesFabrication and Control Procedureคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Hydrostatic Test ProcedureDocument11 pagesHydrostatic Test Procedureคุณพ่อน้อง บิ๊กบอสNo ratings yet
- PL-6220-1-ITP-001 Inspection and Test Plan (A)Document5 pagesPL-6220-1-ITP-001 Inspection and Test Plan (A)คุณพ่อน้อง บิ๊กบอสNo ratings yet
- CC F 01102557Document1 pageCC F 01102557คุณพ่อน้อง บิ๊กบอสNo ratings yet
- Att-6 - 077QS0101 - B - INSPECTION INSTRUCTION TO VENDORSDocument22 pagesAtt-6 - 077QS0101 - B - INSPECTION INSTRUCTION TO VENDORSคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Weld Location MapDocument1 pageWeld Location Mapคุณพ่อน้อง บิ๊กบอสNo ratings yet
- ITP Equipment1Document9 pagesITP Equipment1คุณพ่อน้อง บิ๊กบอส100% (1)
- MDR lNDEXDocument35 pagesMDR lNDEXคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Inspection Report TK3200Document100 pagesInspection Report TK3200คุณพ่อน้อง บิ๊กบอสNo ratings yet
- Cleaning Inspection ReportDocument2 pagesCleaning Inspection Reportคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Shell DimensionDocument1 pageShell Dimensionคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Slope CheckDocument2 pagesSlope Checkคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Inspection & Test PlansDocument3 pagesInspection & Test Plansคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Hydrostatic Test ProcedureDocument11 pagesHydrostatic Test Procedureคุณพ่อน้อง บิ๊กบอสNo ratings yet
- CAST - WP0 - Deliverable 0.3Document34 pagesCAST - WP0 - Deliverable 0.3คุณพ่อน้อง บิ๊กบอสNo ratings yet
- Fabrication and Control ProcedureDocument19 pagesFabrication and Control Procedureคุณพ่อน้อง บิ๊กบอสNo ratings yet
- 7) - Procedure FRP Tank InstallationDocument34 pages7) - Procedure FRP Tank Installationคุณพ่อน้อง บิ๊กบอสNo ratings yet
- WPQ Ix - C - WPW 7.0.4 Form 2007 Rev. 0Document1 pageWPQ Ix - C - WPW 7.0.4 Form 2007 Rev. 0คุณพ่อน้อง บิ๊กบอส100% (1)
- Field Schedule Control ProcedureDocument37 pagesField Schedule Control Procedureคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Material Inspection Report 6426-1Document5 pagesMaterial Inspection Report 6426-1คุณพ่อน้อง บิ๊กบอสNo ratings yet
- PL 6507 Pul 01Document1 pagePL 6507 Pul 01คุณพ่อน้อง บิ๊กบอสNo ratings yet
- Polishing Procedure For PipesDocument4 pagesPolishing Procedure For Pipesคุณพ่อน้อง บิ๊กบอส0% (1)
- S-A3-125f-01 - Specification For Painting Work - Rev.b - CDocument35 pagesS-A3-125f-01 - Specification For Painting Work - Rev.b - Cคุณพ่อน้อง บิ๊กบอสNo ratings yet
- MANPOWER STATUS (Shop) 30-07-16Document1 pageMANPOWER STATUS (Shop) 30-07-16คุณพ่อน้อง บิ๊กบอสNo ratings yet
- ISBL ISO Joint DB 14-9-16Document35 pagesISBL ISO Joint DB 14-9-16คุณพ่อน้อง บิ๊กบอสNo ratings yet
- Go ballistic (bơ lít tịc)Document21 pagesGo ballistic (bơ lít tịc)Lê LợiNo ratings yet
- 5: Spoon FeedingDocument2 pages5: Spoon FeedingM.SHOURYA VARDHANNo ratings yet
- Manufacturing Step in Ginger Oil ProcessingDocument3 pagesManufacturing Step in Ginger Oil ProcessingmilindNo ratings yet
- Chapter 3 Costing Methods The Costing of Resource Output 2015Document21 pagesChapter 3 Costing Methods The Costing of Resource Output 2015Amha SeyoumNo ratings yet
- Types of Accounts & DiscountDocument10 pagesTypes of Accounts & Discountsarvesh kumarNo ratings yet
- PPC Semiotic TheoryDocument17 pagesPPC Semiotic TheoryBEATphNo ratings yet
- Buku Siswa 1Document6 pagesBuku Siswa 1srikhairunnisaNo ratings yet
- Ptolemy's CentiloquiumDocument22 pagesPtolemy's CentiloquiumZubyre Khalid100% (1)
- EJMCM - Volume 9 - Issue 7 - Pages 8448-8453 PDFDocument6 pagesEJMCM - Volume 9 - Issue 7 - Pages 8448-8453 PDFVijayakumarNo ratings yet
- SriMathaIsUniversalMother DescrptionDocument3 pagesSriMathaIsUniversalMother DescrptionAnonymous VdXFPOvGxNo ratings yet
- Concorde HistoryDocument5 pagesConcorde HistoryMonosyndromeNo ratings yet
- VD ReportDocument18 pagesVD Reportviraj21mechNo ratings yet
- Unit 7. Revision and ConclusionDocument5 pagesUnit 7. Revision and ConclusionAryla AdhiraNo ratings yet
- Pain Gate TheoryDocument28 pagesPain Gate Theorysahinuri348No ratings yet
- Compendium Food Additives Regulations (3) 09.11.2017Document558 pagesCompendium Food Additives Regulations (3) 09.11.2017Abhishek BanerjeeNo ratings yet
- Atoms and MoleculesDocument5 pagesAtoms and MoleculesDilip Kumar KumawatNo ratings yet
- Digital Twin Technology in Railway IndustryDocument20 pagesDigital Twin Technology in Railway Industryatheena paulsonNo ratings yet
- Gofamint 3rd & 4th Quarters ManualsDocument115 pagesGofamint 3rd & 4th Quarters ManualsVictor AndyNo ratings yet
- 456895431585387343213$5 1refnoapplied MechanicsDocument1 page456895431585387343213$5 1refnoapplied MechanicsKumar SaurabhNo ratings yet
- GQ Usa - March 2019Document146 pagesGQ Usa - March 2019YuenNo ratings yet
- Siddarth Patwa Bio-Data Single PageDocument1 pageSiddarth Patwa Bio-Data Single PageKashish JainNo ratings yet
- Strawberry DNA LabDocument2 pagesStrawberry DNA LabChelsey PavaoNo ratings yet
- Chapter One Introduction To Operations ManagementDocument10 pagesChapter One Introduction To Operations ManagementWiz SantaNo ratings yet
- GK TODAY Aug ObjectiveadcfeDocument78 pagesGK TODAY Aug ObjectiveadcfeArush SharmaNo ratings yet
- Public International Law ProjectDocument13 pagesPublic International Law ProjectSukrit GandhiNo ratings yet
- Chapter 1 2 Ito Yung PinassDocument47 pagesChapter 1 2 Ito Yung PinassJohn aries SOLANONo ratings yet
- Sample 10277Document23 pagesSample 10277lousieNo ratings yet
- "Research Is A Process of Steps Used To Collect Information To Increase Our Understanding of A Topic or An Issue." - John W. CreswellDocument2 pages"Research Is A Process of Steps Used To Collect Information To Increase Our Understanding of A Topic or An Issue." - John W. CreswellFrancees TambasenNo ratings yet